China is endowed with magnesite resources of exceptional quality and abundance, with total reserves accounting for approximately one-quarter of the world’s total and currently ranking first globally. The predominant type of magnesite is crystalline, with a small amount of microcrystalline (cryptocrystalline) magnesite [
1,
2]. At present, the primary development and utilisation of crystalline magnesite, magnesite processed by the annual production of dead burned magnesite (DBM), fused magnesia (FM), caustic calcined magnesia (CCM) and other magnesium oxide raw materials, also occupies the leading position globally. In comparison to the magnesite resources available in other countries, China’s magnesite, due to its distinctive advantages, plays a pivotal role in the advancement of China’s magnesium refractories industry [
3,
4].
As a significant mineral resource, microcrystalline magnesite Microcrystalline magnesite is widely used in key industrial applications due to its distinctive physical and chemical characteristics. In recent years, microcrystalline magnesite with substantial reserves and relatively straightforward mining operations has also been identified in the Tibet region of China. The ore exhibits distinctive characteristics, including a dense, fine, and smooth texture, a hard but brittle quality, a uniform vitrified macrostructure, and a complete crystalline morphology [
5,
6,
7,
8]. Tibet Kamado magnesite is the sole remaining high-grade, large-scale microcrystalline magnesite among the known terrestrial magnesites on Earth. Its principal characteristics are as follows: (1) High purity: the high-quality ore accounts for 90% of the total reserves, and the main ore has a high content of MgO (generally 47.2%); (2) Low silicon and iron: low content of impurities such as SiO
2, Fe
2O
3; (3) Micrometer crystallisation size: centrally distributed in the 5-micron or less; (4) Large reserves: reserves of 50 million tons [
9,
10,
11]. These characteristics render Tibetan microcrystalline magnesite an optimal raw material for the production of high-purity magnesium oxide and related high-performance magnesium materials.
The development and utilisation of Tibetan microcrystalline magnesite in the industry are primarily concentrated in three key areas: refractory materials, high-temperature insulating materials and magnesium chemical materials. The treatment of Tibetan microcrystalline magnesite through light burning and electrofusion allows for the preparation of high-purity magnesium oxide and fused magnesia. These materials demonstrate exceptional performance in electrical insulation, refractory and high-temperature structural materials [
12,
13]. For instance, fireproof cable-grade magnesium oxide exhibits favourable electrical insulation characteristics and is therefore appropriate for use in cable insulation in high-temperature and high-voltage environments [
14]. Fused magnesia is extensively employed in manufacturing refractory materials, including ladle bricks, converter bricks and electric furnace bricks, due to its elevated melting point, substantial crystallised particles and compact structure [
15]. Furthermore, Tibetan microcrystalline magnesite can be employed in the preparation of high-density sintered magnesia, which exhibits remarkable thermal shock resistance and low creep, rendering it an optimal material for the manufacture of high-purity magnesium bricks and is more energy-saving and environmentally friendly than fused magnesia [
16].
About magnesium chemical materials, Tibet microcrystalline magnesite also demonstrates the considerable potential for utilisation [
17]. The appropriate processing of Tibetan microcrystalline magnesite allows the preparation of various magnesium chemical materials, including nano-magnesium oxide and high-purity magnesium hydroxide. Nano-magnesium oxide is employed in many applications, including as a catalyst, adsorbent and antimicrobial material, due to its distinctive physicochemical properties, such as a high specific surface area and high activity [
18]. Nano magnesium oxide has been demonstrated to possess significant antimicrobial properties, which could prove to be a valuable resource for several industrial sectors, including medical, textile and environmental protection. High-purity magnesium hydroxide is a significant flame retardant and additive, employed extensively in the plastics, rubber and coatings industries due to its environmentally friendly, non-toxic and high-temperature resistant properties, among others [
19,
20]. Furthermore, Tibetan microcrystalline magnesite is employed in synthesizing activated magnesium oxide, alkaline magnesium carbonate, and other high-performance magnesium materials, which exhibit a diverse range of potential applications in industrial production and possess significant economic value [
21].
In recent years, the development of the high-tech industry has led to an increased demand for high-quality refractory materials, insulation materials and magnesium chemical materials. Tibet microcrystalline magnesite is a high-quality raw material, and its market demand and development potential are becoming increasingly prominent. The systematic research and process optimisation of Tibetan microcrystalline magnesite can lead to improvements in material performance, cost reductions, the fulfilment of modern industry demands, and the promotion of technological progress and industrial upgrades [
22].
This review will provide a comprehensive analysis of the properties of Tibetan microcrystalline magnesite, its development, and its extensive utilisation in industrial contexts, particularly in refractory materials, high-temperature insulating materials, and magnesium chemical materials. The objective is to furnish references and a basis for related research and applications and to facilitate the optimal utilisation of Tibetan microcrystalline magnesite resources and their sustainable development.
2.1. Composition and Microstructure of Tibetan Microcrystalline Magnesite
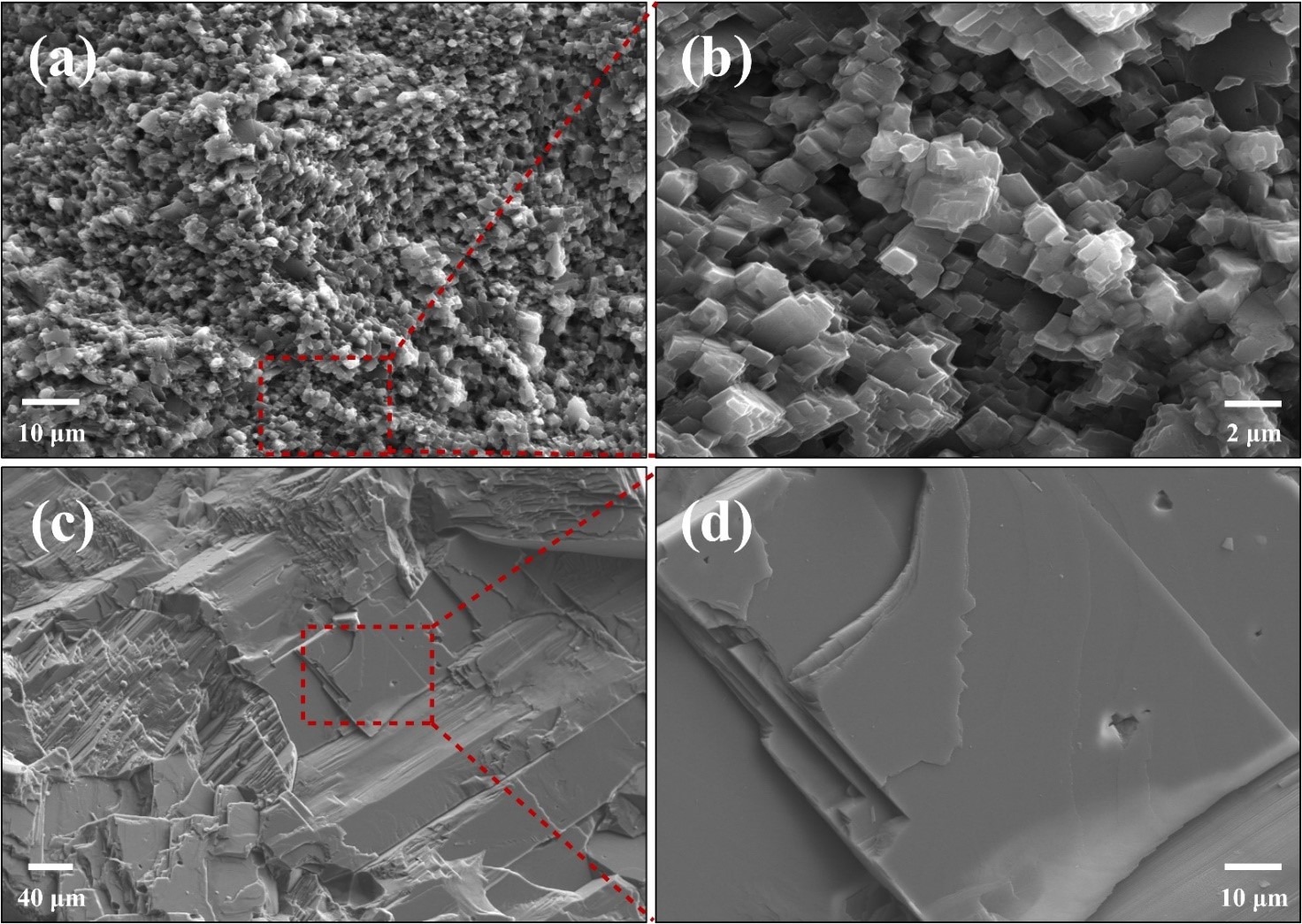
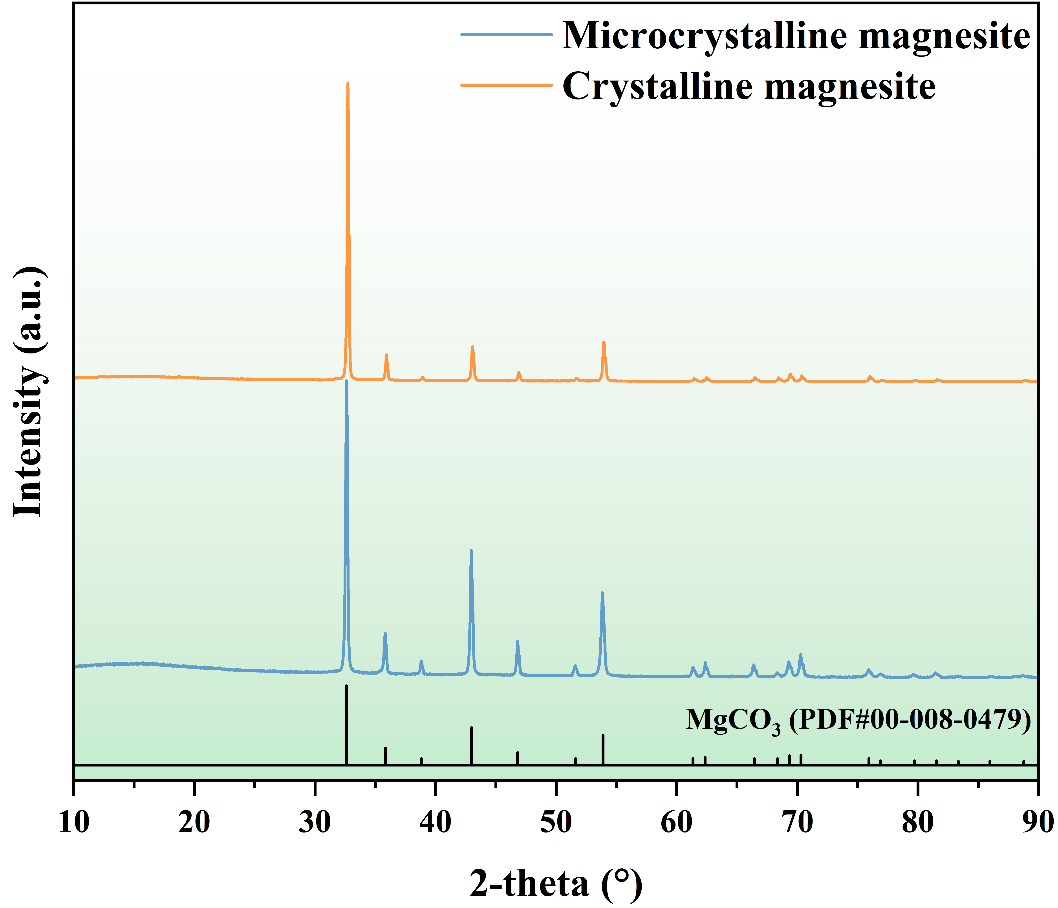
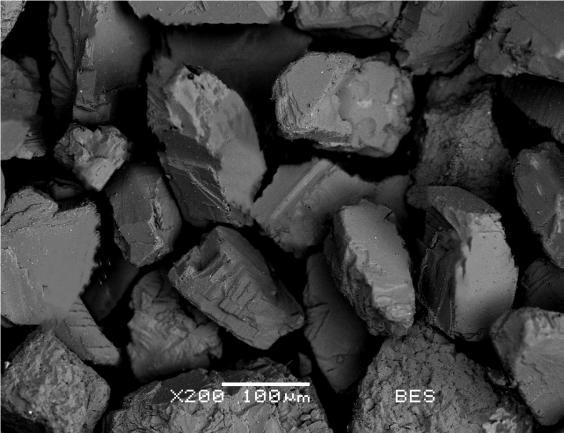
shows the typical chemical composition of Tibetan microcrystalline magnesite. and show the microstructure and XRD diagrams of Tibetan microcrystalline magnesite and Liaoning crystalline magnesite, respectively. It can be seen that the Tibetan microcrystalline magnesite is of high purity and has a micrometre crystalline size (2~4 μm). The main physical phase composition of Tibetan microcrystalline magnesite is MgCO
3.
. Chemical composition of Tibetan microcrystalline magnesite.
. Microstructure of Tibetan microcrystalline magnesite and Liaoning crystalline magnesite: (<b>a</b>,<b>b</b>) Tibetan microcrystalline magnesite, (<b>c</b>,<b>d</b>) Liaoning crystalline magnesite.
. XRD patterns of Tibetan microcrystalline magnesite and Liaoning crystalline magnesite.
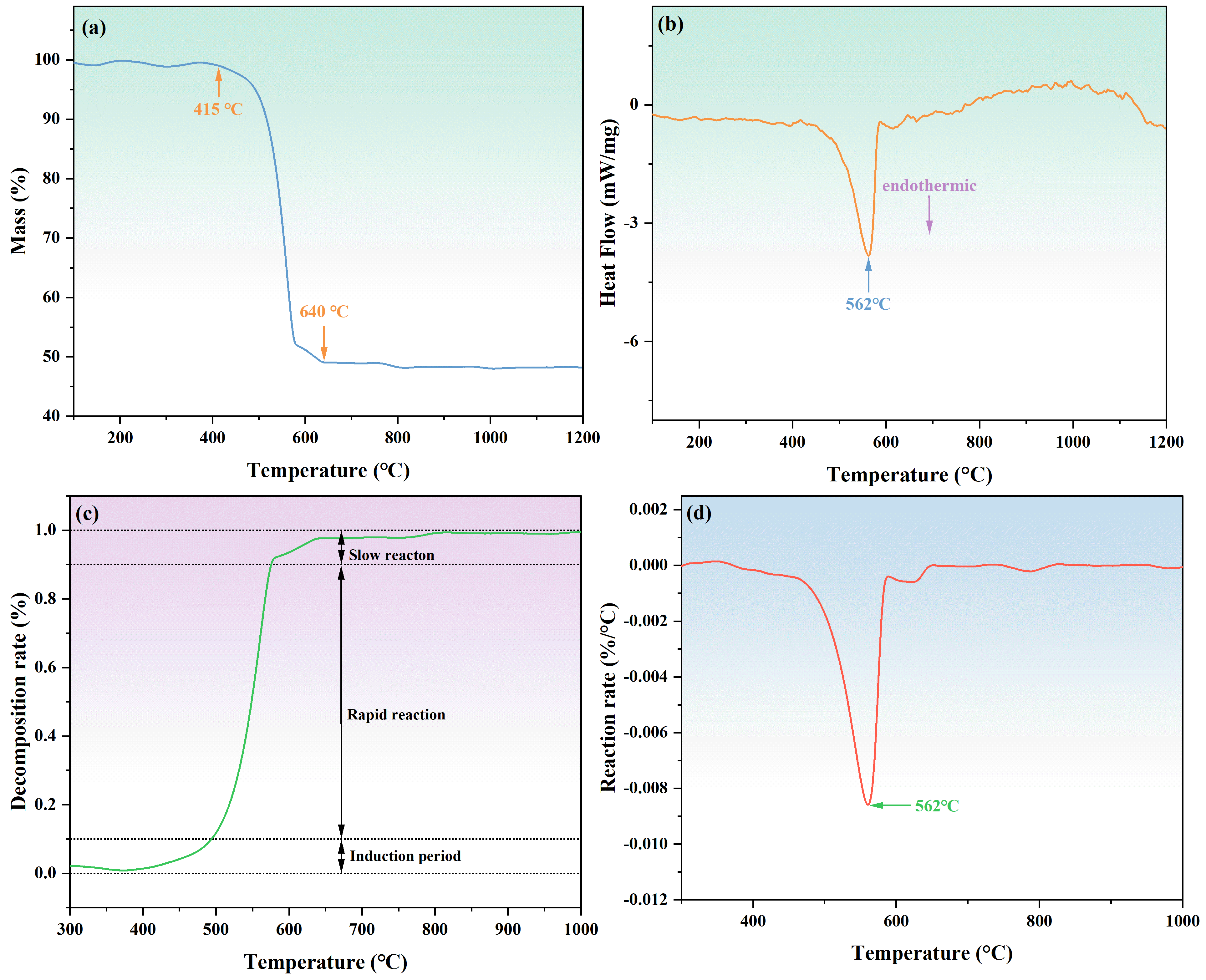
shows the calcined decomposition characteristic curve of Tibetan microcrystalline magnesite, where (a) is the thermogravimetric (TG) curve, (b) is the differential scanning calorimetry (DSC) curve, (c) is the decomposition rate
α, and (d) is the thermal decomposition rate. a, shows that the mass loss of microcrystalline magnesite is most significant in the temperature range of 450~600 °C. From the DSC curve in b, it can be seen that a strong heat absorption peak appeared at 562 °C, indicating that the decomposition reaction rate of microcrystalline magnesite was the largest at this temperature, which was consistent with the trend in d. With the increase in temperature, the microcrystalline magnesite was completely converted into magnesium oxide after 640 °C, and no mass loss was observed in the thermogravimetric curve. From c, it can be seen that the thermal decomposition curve of microcrystalline magnesite shows an “S” shape. The “S”-shaped decomposition curve can be divided into three reaction phases: (1) the induction period limited by heat transfer factors (0 <
α < 0.1); (2) a rapid reaction phase controlled by chemical reaction or nucleation growth (0.1 <
α < 0.9); (3) a slow reaction period limited by gas product separation (0.9 <
α < 1) [
23,
24].
. Calcined decomposition characteristics of Tibetan microcrystalline magnesite: (<b>a</b>) TG curve, (<b>b</b>) DSC curve, (<b>c</b>) decomposition rate, (<b>d</b>)reaction rate.
Tian et al. [
25] investigated the thermal decomposition characteristics of Tibet microcrystalline magnesite under different heating rates. The thermal decomposition behaviour of Tibetan microcrystalline magnesite at 2 °C/min, 5 °C/min and 10 °C/min heating rates was investigated by thermogravimetric (TG) analysis curves, and the thermodynamic and kinetic parameters in the thermal decomposition process were calculated. It was shown that the heat required for the thermal decomposition of microcrystalline magnesite gradually increased with the increase of the heating rate. The heat required for decomposition increased from 187.93 kJ/mol to 207.08 kJ/mol when the heating rate increased from 2 °C/min to 10 °C/min. When the decomposition rate was ≤30%, the activation energy of thermal decomposition decreased sharply with the increase of the decomposition rate; and when the decomposition rate was >30%, the decreasing trend of the activation energy tended to be flat. This indicates that a balance between energy consumption and productivity is needed in industrial production to choose the appropriate heating rate.
2.3. Characterization of MgO Prepared from Tibetan Microcrystalline Magnesite
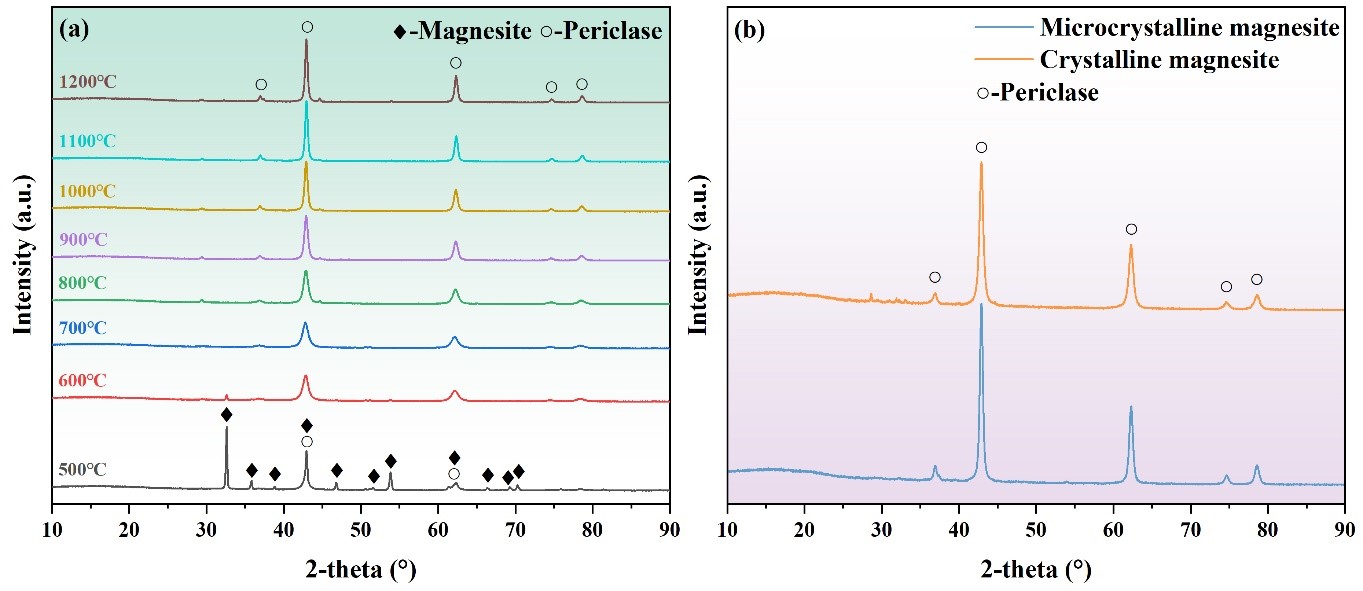
shows the XRD diagrams of Tibetan microcrystalline magnesite after calcination at different temperatures and calcined Liaoning crystalline magnesite at 1000 °C. As can be seen from , after the heat treatment at 700 °C, the magnesium carbonate in the microcrystalline magnesite was completely transformed into magnesium oxide, and the intensity of the diffraction peak of magnesium oxide gradually increased until the calcination temperature was raised to 1000 °C. When the calcination temperature reaches 1100 °C, the characteristic peak intensity of magnesium oxide tends to stabilize, indicating that the MgO grains have been well developed and are not affected by the change in calcination temperature.
. XRD patterns: (<b>a</b>) Tibetan microcrystalline magnesite after calcination at different temperatures, (<b>b</b>) Tibetan microcrystalline magnesite and Liaoning crystalline magnesite after calcination at 1000 °C.
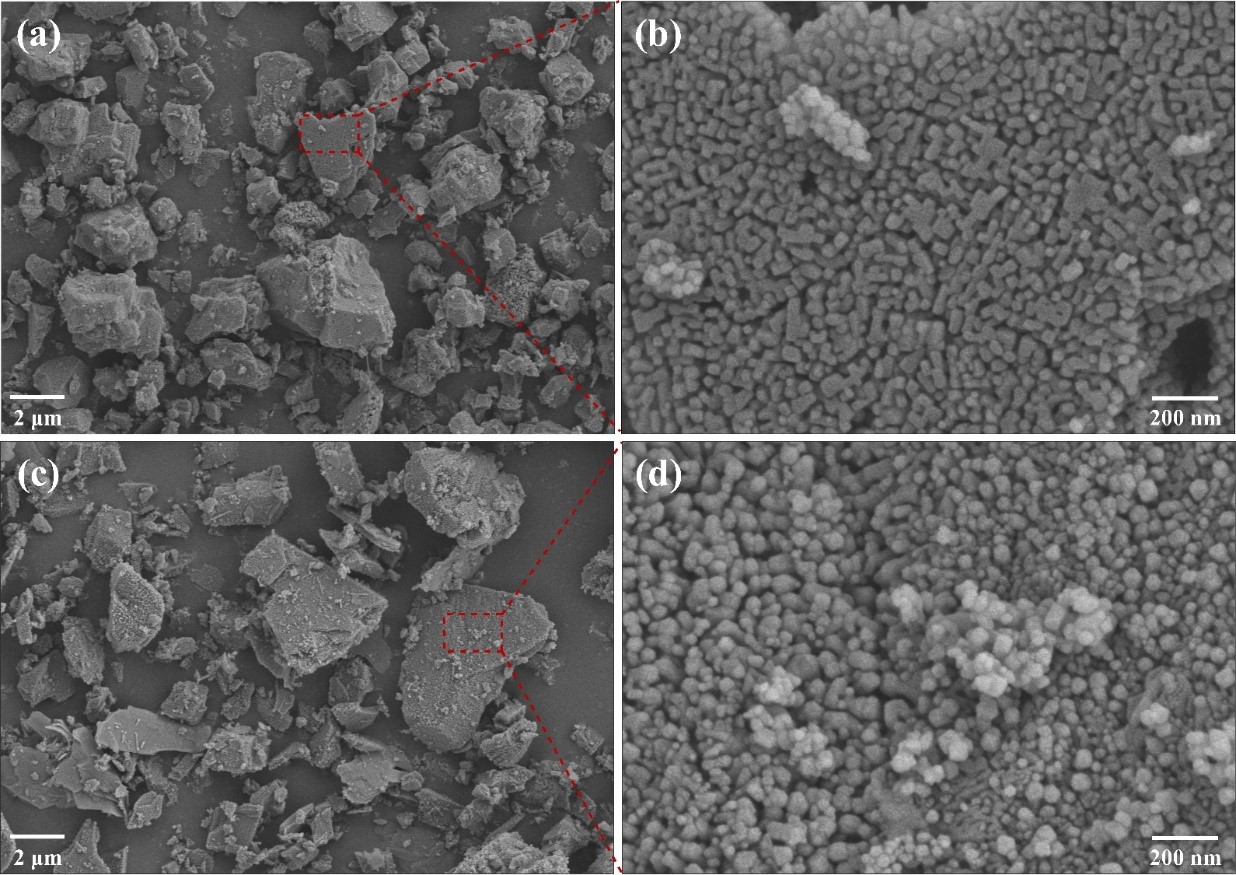
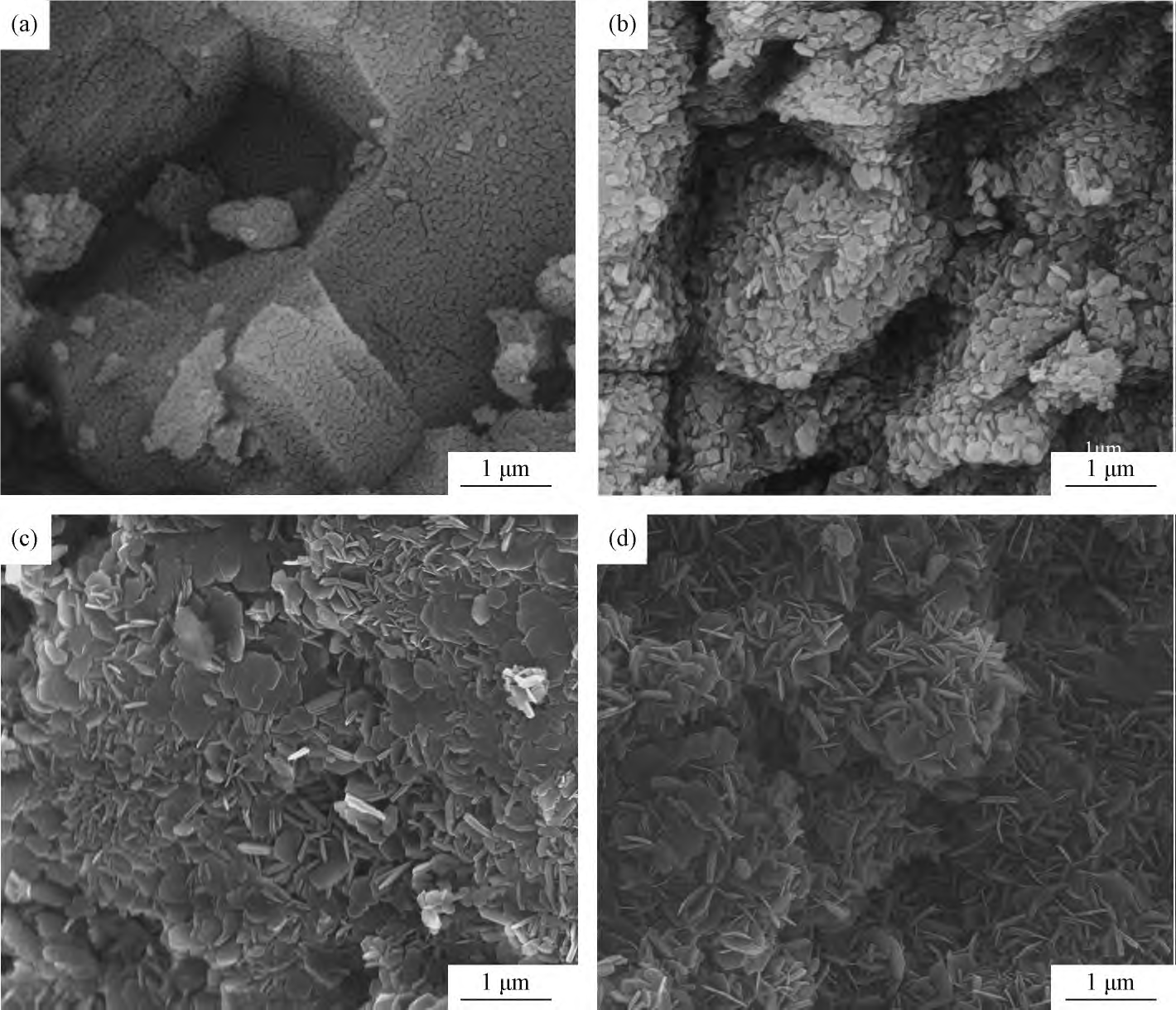
shows the microstructure of Tibetan microcrystalline magnesite and Liaoning crystalline magnesite after calcination at 1000 °C. As can be seen from the figure, the magnesium oxide crystals produced by the thermal decomposition of microcrystalline magnesite are still gathered together to form a magnesium oxide microcrystalline agglomerate that maintains the shape of the original microcrystalline magnesite particles, so there is a phenomenon of thermal decomposition of microcrystalline magnesite, which is called “original shape pseudomorph” [
26].
. Microstructure of calcined Tibetan microcrystalline magnesite and Liaoning crystalline magnesite at 1000 °C: (<b>a</b>,<b>b</b>) Tibetan microcrystalline magnesite, (<b>c</b>,<b>d</b>) Liaoning crystalline magnesite.
Tian et al. [
25] observed the morphology of the magnesium oxide grains after the decomposition of the Tibet microcrystalline magnesite by SEM, as shown in . The results showed that the MgO grains grew gradually with the increase in the heating rate. This implies that a higher heating rate helps the growth of MgO grains but may also affect the uniformity and efficiency of the decomposition process.
. Micro-morphology of Tibetan microcrystalline magnesite at 90% decomposition rate under different heating rate conditions.
3.1. Fused Magnesia
Yang et al. [
27,
28] used Tibet microcrystalline magnesite as a raw material to prepare fused magnesia by a one-step melting method. Firstly, the microcrystalline magnesite was calcined at 1000 °C to prepare caustic calcined magnesia, which was pure white with 97.52% MgO content. Subsequently, melting was carried out in a three-phase electric melting furnace at a melting temperature of up to 2800 °C or more, and the fused magnesia was finally obtained after melting, cooling, crushing and picking steps. The main component of this fused magnesia is magnesite (cubic crystal system), which has a purity as high as 99.54%, a bulk density of up to 3.54 g/cm
3, a grain size of 750–250 μm, a tight grain combination and no obvious impurities.
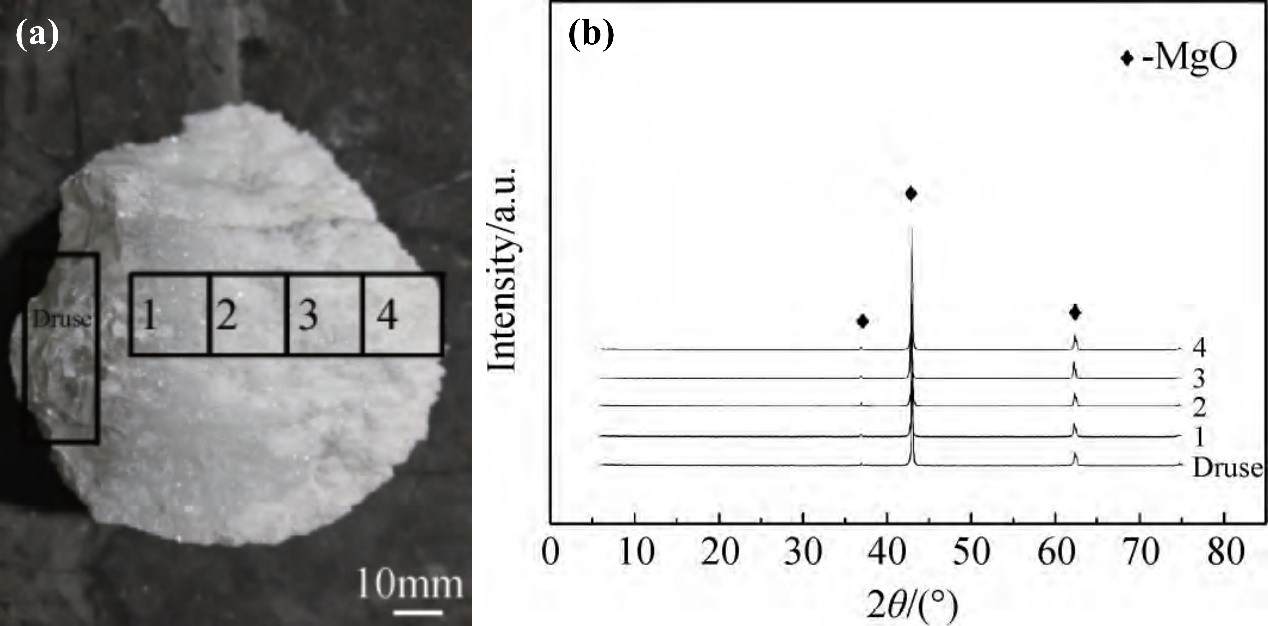
shows the macroscopic morphology and XRD analysis of the fused magnesia prepared based on Tibetan microcrystalline magnesite. shows SEM images of different grades of electrofused products prepared based on Tibetan microcrystalline magnesite. The XRD and SEM analyses show that the fused magnesia has large grains with dense structure, no obvious impurities at the grain boundaries, and superior corrosion resistance. Chemical composition analysis indicates that the MgO content of the fused magnesia varies among different grades, with the highest reaching 99.54% and the lowest above 97%. Bulk density test results show that the bulk density of different grades of fused magnesia varies between 3.47 and 3.54 g/cm
3, indicating a high degree of structural densification. In addition, the grains are tightly bonded, and there are no obvious impurities at the grain boundaries, which ensures the high-temperature stability and slag resistance of the fused magnesia.
. Macro-morphology and XRD analysis of fused magnesia prepared based on Tibetan microcrystalline magnesite: (<b>a</b>) fused magnesia, (<b>b</b>) XRD patterns of each region of fused magnesia.
. SEM images of different grades of electrofusion products: (<b>a</b>) MgO content >99 wt%, (<b>b</b>) MgO content >98.5 wt%, (<b>c</b>) MgO content >98 wt%, (d) MgO content >97 wt%.
Fused magnesia is widely used in the refractory industry, especially for products such as ladle bricks, converter bricks, electric furnace bricks, castables and pounding materials. Due to the high purity and excellent slag resistance of fused magnesia, these products have remarkable high-temperature stability and scouring resistance, which can significantly extend the service life of steelmaking furnaces and reduce the comprehensive cost of refractories [
29]. High-grade fused magnesia (MgO content ≥98.5%) is also widely used in electronic information, military and high-tech industries as high-temperature electrical insulation materials [
30]. In general, the fused magnesia prepared from Tibetan microcrystalline magnesite has a broad application prospect, and its high purity and excellent physical properties make it perform well in the field of refractories, and the demand for it will continue to grow in various high-temperature applications in the future.
3.2. Sintered Magnesia
Compared to sintered magnesia, fused magnesia has higher densities, larger grain sizes and fewer impurities, so its high-temperature properties, especially corrosion resistance, are also superior [
31,
32]. The energy consumption and CO
2 emissions associated with the production of sintered magnesia and fused magnesia are shown in [
33]. As seen from , the traditional production process of fused magnesia has problems such as excessive energy consumption and large carbon emissions, which is not conducive to achieving the goal of energy saving and emission reduction in the refractory industry. Therefore, the development of high-density sintered magnesia with large grain size is conducive to promoting green and sustainable development of the refractory industry.
. Energy consumptions and CO2 emissions generate for the production of sintered magnesia and fused magnesia.
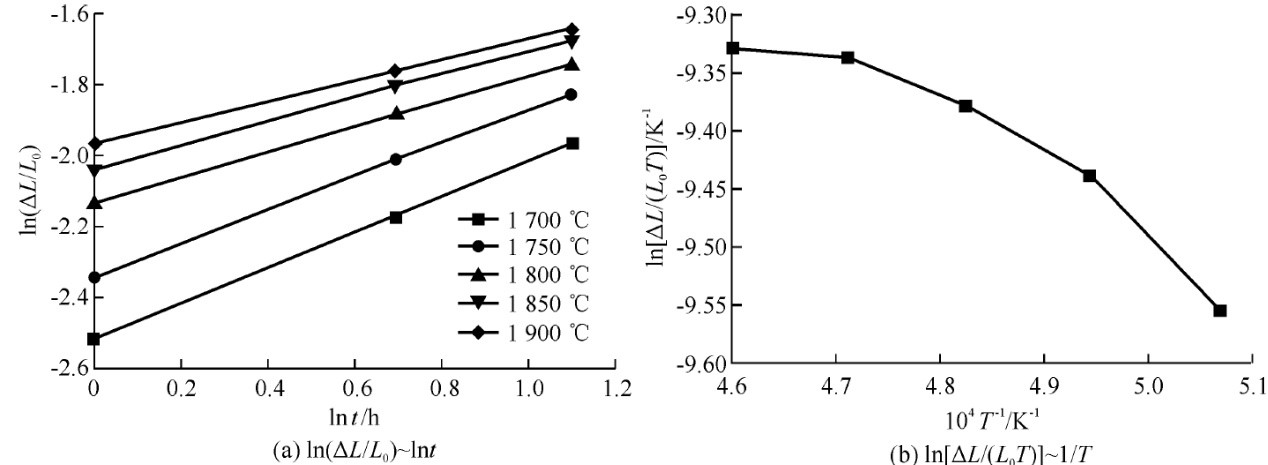
Tian et al. [
34] studied the effect of calcination conditions on the properties of high-density sintered magnesia prepared from Tibet microcrystalline magnesite. The study decomposed microcrystalline magnesite into highly active light-sintered magnesium oxide by primary calcination at different temperatures and times, and further enhanced its density in secondary calcination. The results showed that the primary calcination temperature should be controlled at 900 °C with 1 h of heat preservation to obtain high-activity caustic calcined magnesia, and the secondary calcination temperature should be above 1850 °C with more than 2 h of heat preservation to achieve high densification of sintered magnesia (bulk density ≥ 3.40 g/cm
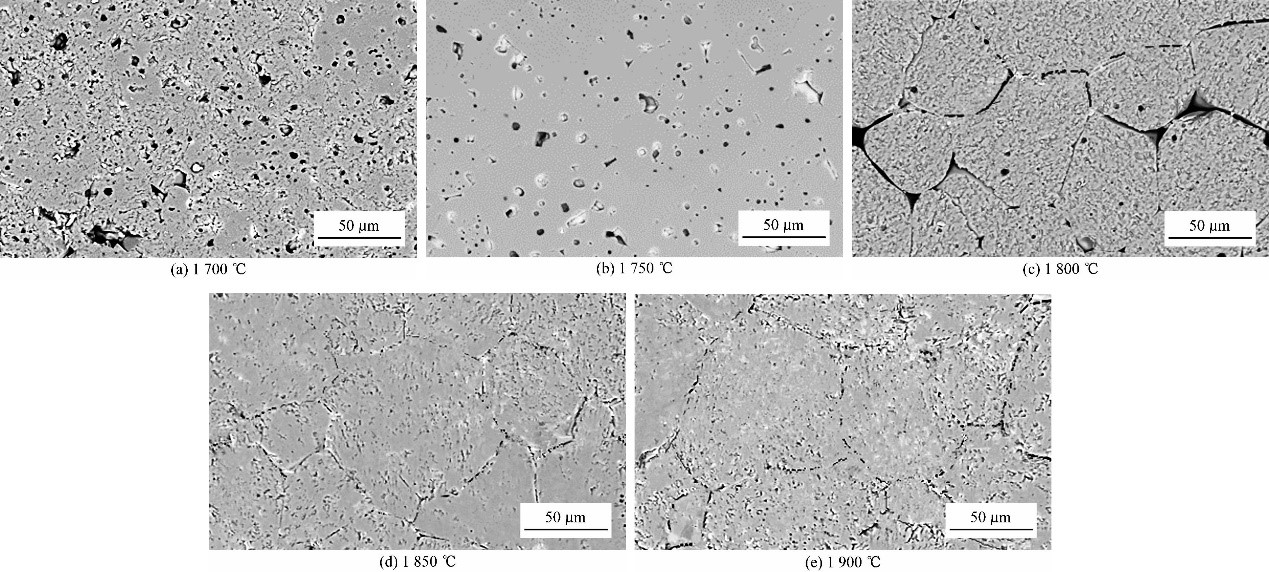
3). shows the SEM plots of the sintered magnesia obtained by holding the temperature for 3h at different secondary calcination temperatures. Combined with , it can be seen that with the increase of sintering temperature, the sintering mechanism changes from volume diffusion to grain boundary diffusion, the activation energy decreases, and the pores migrate along the grain boundaries and are discharged, which improves the densification of the sintered magnesia.
. SEM of sintered magnesia obtained by holding at different secondary calcination temperatures for 3 h: (<b>a</b>) 1700 °C, (<b>b</b>) 1750 °C, (<b>c</b>) 1800 °C, (<b>d</b>) 1850 °C, (<b>e</b>) 1900 °C.
. Sintering kinetics curves for sintered magnesia: <i>L</i> is the original length of the specimen, and <i>L</i><sub>0</sub> is the length of the specimen after firing. ∆<i>L</i> = <i>L</i> − <i>L</i><sub>0</sub>, ∆<i>L</i> is the original length of the specimen, and <i>t</i> is the sintering time, and <i>T</i> is the sintering temperature.
Li et al. [
35] significantly improved the density of magnesia by calcining it in two steps. The experimental results showed that the MgO content of the sintered magnesia reached 98.20%, the bulk density was 3.43 g/cm
3, and the grain size was 30–200 μm. The high-purity magnesium bricks prepared from the highly dense sintered magnesia from the Tibetan microcrystalline magnesite had high thermal shock resistance and low creep and better resistance to glass slag corrosion. shows the comparison of the slag resistance test of high-purity magnesium bricks produced from high-dense sintered magnesia produced from Tibetan microcrystalline magnesite and high-purity sintered magnesia produced from fused magnesia and flotation powder as raw materials.
. Comparative photographs of slag resistance test of two types of square magnesite bricks: (<b>a</b>) high purity magnesite bricks prepared from sintered magnesia produced from microcrystalline magnesite ore in Tibet, and (<b>b</b>) ordinary 98 magnesite brick.
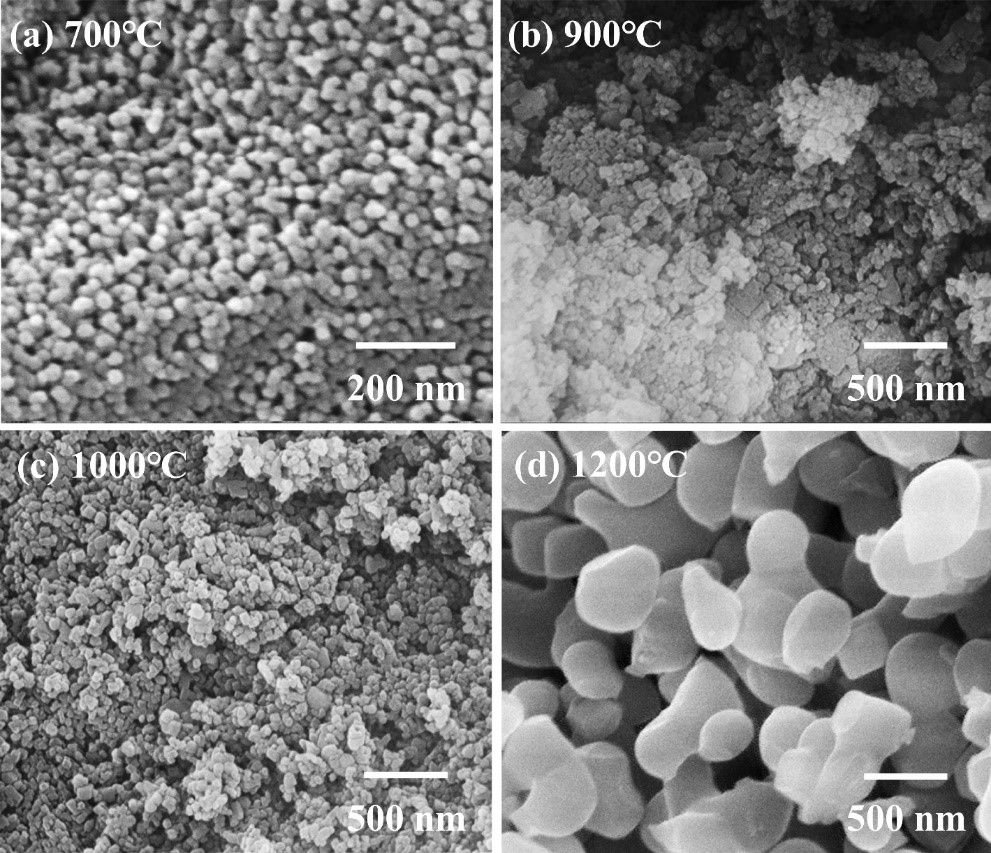
Tian et al. [
9] studied the preparation of caustic calcined magnesia from Tibetan microcrystalline magnesite at 700 °C to 1200 °C. It was shown that the microcrystalline magnesite could be completely decomposed to form high-purity (more than 96.51%) caustic calcined magnesia with chemical activity between 88–130 s and particle size between 40–200 nm. shows the microscopic morphology of lightly fired magnesium oxide at different temperatures. This study points out that caustic calcined magnesia has a wide range of applications in several industries, such as refractories and magnesium chemicals, such as high-purity sintered magnesia, large-crystalline fused magnesia, and magnesium hydroxide, an environmentally friendly flame retardant.
. Microstructure of light-burned MgO prepared at different temperatures: (<b>a</b>) 700 °C, (<b>b</b>) 900 °C, (<b>c</b>) 1000 °C, (<b>d</b>) 1200 °C.
Bai et al. [
36] used Tibet microcrystalline magnesite as the raw material, studied the effect of process parameters on the purity of lightly calcined magnesia through orthogonal experiments, and calculated its apparent activation energy. The study determined the optimal purification process parameters as: soluble organic magnesium salt doping 5 wt%, reaction temperature 25 °C, reaction time 60 min, solid-liquid mass ratio 1:8. This process made the MgO purity reach 99.66 wt%, the apparent activation energy is 41.5 kJ/mol, and the hydration reaction is a chemical reaction rate-controlled type. shows the microscopic morphology of the hydration product. The study shows that the purity of light-fired MgO was significantly improved by optimizing the purification process, which is suitable for various high-end applications.
. SEM images of hydration products: (<b>a</b>) lightly fired MgO, (<b>b</b>) H<sub>2</sub>O, 25 °C, 30 min, (<b>c</b>) 5 wt%C<sub>4</sub>H<sub>6</sub>O<sub>4</sub>Mg-4H<sub>2</sub>O, 25 °C, 30 min, (<b>d</b>) 5 wt%C<sub>4</sub>H<sub>6</sub>O<sub>4</sub>Mg-4H<sub>2</sub>O, 25 °C, 60 min.
Guo et al. [
37] utilized Tibetan microcrystalline magnesite to explore the process of preparing high-purity and high-activity magnesium oxide after its calcination and investigated the adsorption performance of this magnesium oxide on lead ions in lead-containing wastewater. It was shown that high-purity magnesium hydroxide precursor could be prepared by optimizing the additional amount of hydrating agent (NH
4Cl), hydration temperature, stirring time and solid-liquid ratio. Then high-activity magnesium oxide could be prepared using the secondary calcination process. The maximum removal rate of Pb
2+ by magnesium oxide prepared under optimal conditions reached 93.88%, indicating that the material has good application prospects in heavy metal wastewater treatment.
Zhao et al. [
38] investigated the performance differences between corundum-spinel castables combined with activated MgO and calcium aluminate cement, using activated MgO prepared from calcined Tibetan microcrystalline magnesite as a binding agent. It was shown that the activated MgO-bound castables could form spinel at high temperatures, which significantly improved the slag resistance and thermal stability of the castables. In addition, the activated MgO-bound castables exhibited better compressive and flexural strengths compared to calcium aluminate cement-bound materials. Gao et al. [
39] further investigated the effect of different contents of activated alumina micropowder on the properties of activated MgO-bound corundum-spinel castables. The results showed that with the increased content of activated alumina micropowder, the bulk density of the castables increased, the apparent porosity decreased, and the flexural and compressive strengths increased significantly. When the content of alumina micropowder was 18%, the castables had the best overall performance, showing excellent resistance to slag corrosion and penetration. Zhang et al. [
40] explored the corrosion mechanism of activated MgO combined with Cr
2O
3 refractory castables prepared based on Tibetan microcrystalline magnesite in CaO-Al
2O
3-Fe
2O
3-SiO
2 steel slag. It was found that the introduction of reactive MgO can effectively reduce the formation of Cr(VI). At the same time, the generated spinel phase can enhance the corrosion resistance of the castables, which is important for improving the service life of Cr
2O
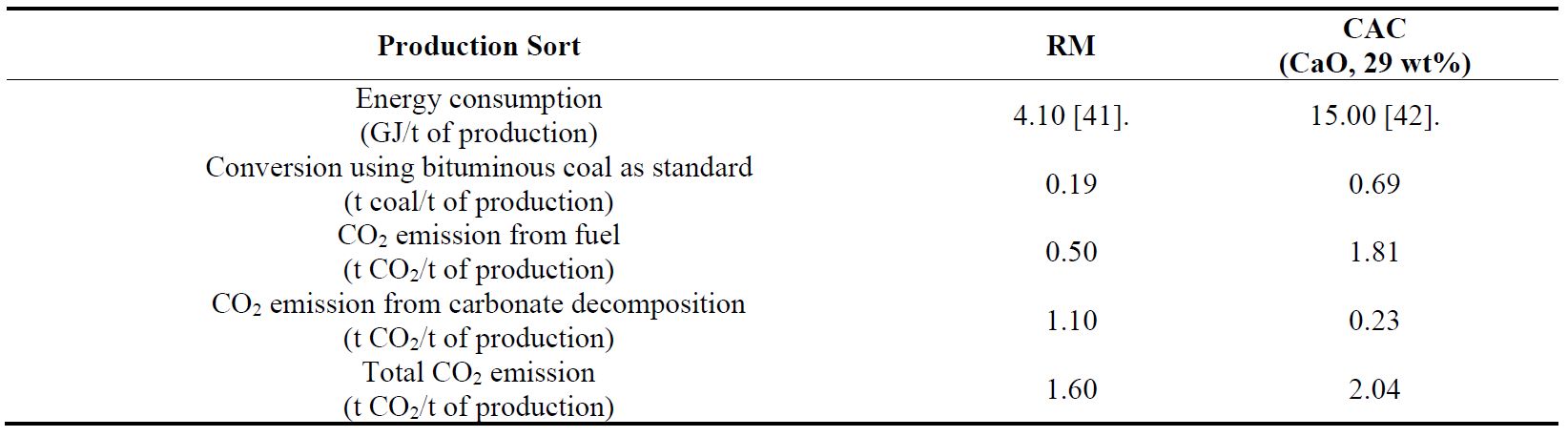
3-containing castables in the steelmaking environment. The study further compared the carbon dioxide emission during the preparation of activated magnesium oxide and calcium aluminate cement, and the results are shown in . These results suggested less CO
2 was generated to prepare 1 ton of RM compared with that of 1 ton of CAC.
. Energy consumptions and CO2 emissions generate for the production of reactive MgO (RM) and calcium aluminate cement (CAC, CaO 29 wt%).
Zhang et al. [
43] further investigated the effect of particle grade pairing on the properties of high alumina castables, especially with the addition of 4.0 wt% of reactive MgO. It was found that the particle grade pairing had a significant effect on the microstructure and physical properties of the castables, in which the castables with a q-value of 0.24 had the best mechanical properties and thermal shock resistance after sintering at 1600 °C. This study provides a scientific basis for optimizing the particle gradation of high alumina castables. In summary, the active MgO-bound castables prepared based on Tibetan microcrystalline magnesite can significantly improve their mechanical properties, slag resistance and thermal shock resistance by optimizing the particle gradation and the addition of active alumina and show a broad prospect in high-temperature industrial applications. These studies provide a solid theoretical foundation and technical support for the next step of developing high-performance and environmentally friendly refractory castables.
3.4. Magnesite-Spinel Refractories
Lu et al. [
44] systematically investigated the application of magnesite-spinel refractories based on Tibetan microcrystalline magnesite in the firing zone of cement kilns. Sintered magnesia (T-sintered magnesia) prepared from Tibetan microcrystalline magnesite was used as the raw material for the experiments, and special attention was paid to the effects of alumina and zirconium oxide contents on its microstructure, room temperature physical properties, thermal shock resistance, and kiln-skin-hanging properties. The experimental results showed that with the increase of alumina content from 0 to 7 wt%, the microstructure of the magnesite-spinel refractories became denser, which was manifested by the gradual increase of the firing line shrinkage, the gradual decrease of the apparent porosity, and the significant increase of the room temperature compressive strength. In the refractories prepared with T-sintered magnesia, when the alumina content was 4 wt%, the physical properties of the refractories showed the best performance, with a compressive strength of 100.6 MPa, a visible porosity of 15.4%, and a bulk density of 2.96 g/cm
3, which indicate that the sintered magnesia prepared from Tibetan microcrystalline magnesite showed significant advantages in enhancing the overall performance of the refractories.
It was also found that the sintered magnesia prepared from Tibetan microcrystalline magnesite not only excelled in physical properties at room temperature, but also possessed significant advantages in thermal shock resistance and kiln skin hanging properties. With the increase of alumina content, the post-thermal shock residual strength retention of refractories prepared from T-sintered magnesia increased steadily, reaching a maximum value of 92% at 7 wt%, and in terms of kiln-skin-hanging performance, magnesia-spinel bricks prepared from T-sintered magnesia were significantly superior to those sintered magnesia from other regions, showing more stable kiln-skin bonding strength and durability. To further optimize the performance, the paper also explored the effect of zirconium oxide addition and found that when the zirconium oxide content was 2.5 wt%, the thermal shock resistance and kiln-skin-hanging performance of the magnesite-spinel bricks were significantly improved, and especially the magnesite-spinel bricks prepared from T-sintered magnesia performed particularly well in this regard.
The results show that the optimum alumina content of the magnesite-spinel refractories based on Tibetan microcrystalline magnesite is 5 wt%, and ZrO
2 content is 2.5 wt%. The results of this study not only provide an important theoretical basis and data support for the development of a new type of magnesite-spinel bricks but also highlight the potential application value of Tibetan microcrystalline magnesite in the field of refractories, making it a more competitive choice of refractory in the firing zone of cement kilns. This study provides new ideas for improving the performance and service life of refractory materials. It is of great significance in guiding the optimization of refractory materials in the cement industry.
3.5. Solid-Solution Modified Sintered Magnesia
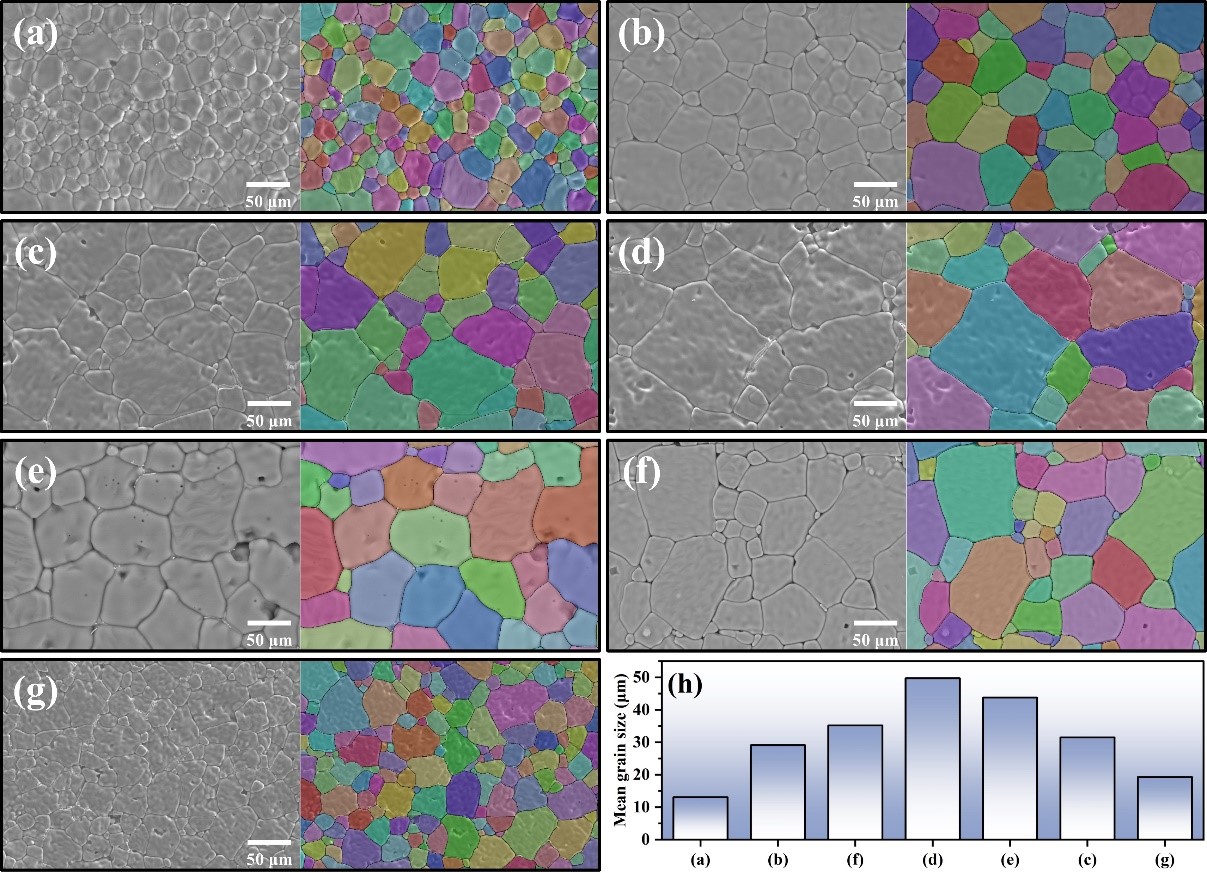
Li et al. [
45,
46] used light-calcined magnesia powder obtained by calcining Tibet microcrystalline magnesite as the starting material. They mainly discussed the effects of ZnO and NiO additives on the densification, thermal conductivity and cement clinker corrosion resistance of sintered magnesia under high-temperature conditions. The sintered magnesia was prepared by adding ZnO and NiO-modified solid solutions at 1700 °C. It was found that adding ZnO (4 mol%) or NiO (6 mol%) could significantly enhance the densification, grain size and strength of the sintered magnesia. This is because ZnO, NiO and MgO react at high temperatures to generate a solid solution, which promotes the sintering reaction, increases grain size and improves densification. shows the grain size variation of sintered magnesia with different ZnO doping.
. Variation of grain size of sintered magnesias with different ZnO doping levels: (<b>a</b>) 0 mol%, (<b>b</b>) 1 mol%, (<b>c</b>) 2 mol%, (<b>d</b>) 4 mol%, (<b>e</b>) 6 mol%, (<b>f</b>) 8 mol%, (<b>g</b>) 10 mol%, (<b>h</b>) average grain size.
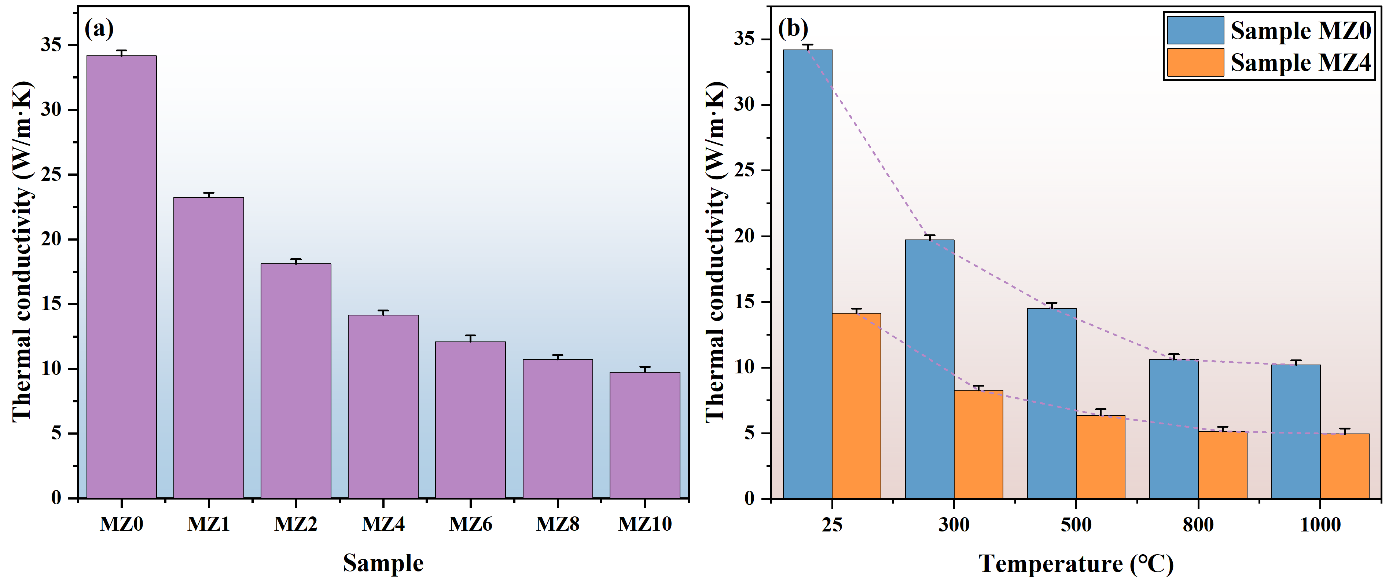
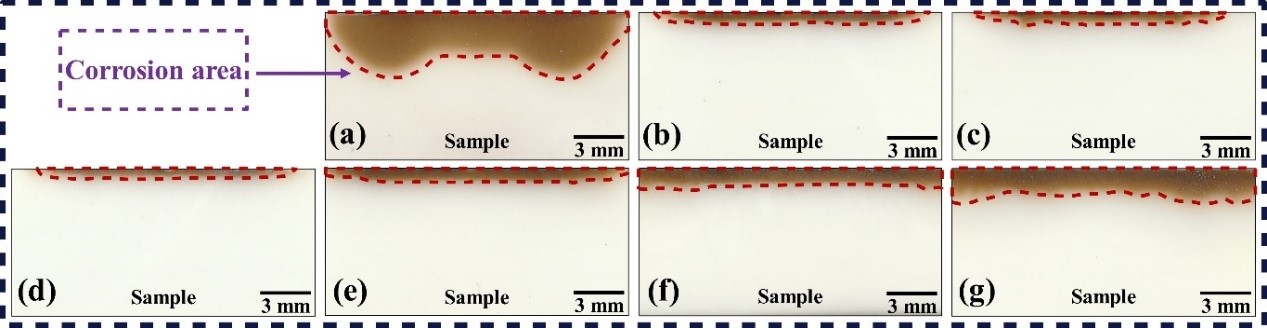
It was also shown that the excess of ZnO, and NiO leads to incomplete diffusion, hinders grain growth and reduces the properties of magnesium oxide. In addition, adding ZnO and NiO significantly reduced the thermal conductivity of sintered magnesium oxide. shows the thermal conductivity of sintered magnesia with different ZnO doping, where MZ0, MZ1, MZ2, MZ4, MZ6, MZ8, and MZ10 represent ZnO doping of 0 mol%, 1 mol%, 2 mol%, 4 mol%, 6 mol%, 8 mol%, and 10 mol%, respectively. Meanwhile, the addition of ZnO, NiO improves the resistance of sintered MgO to cement clinker corrosion by increasing the grain size and densification, but the excessive amount of ZnO, NiO leads to a decrease in the sintering performance, increases the porosity, reduces the densification, and ultimately weakening the corrosion resistance, as shown in .
. Thermal conductivity of sintered magnesium oxide aggregate specimens with different ZnO dosages: (<b>a</b>) Normal temperature thermal conductivity of specimens with different ZnO dosages, (<b>b</b>) Thermal conductivity at different temperatures for MZ0 and MZ4 specimens.
. The macroscopic diagrams of cement clinker corrosion interface for sintered magnesia with different ZnO dosages: (<b>a</b>) 0 mol%, (<b>b</b>) 1 mol%, (<b>c</b>) 2 mol%, (<b>d</b>) 4 mol%, (<b>e</b>) 6 mol%, (<b>f</b>) 8 mol%, and (<b>g</b>) 10 mol%.
Overall, the addition of both NiO and ZnO in moderate amounts significantly improves the overall properties of sintered magnesia, including enhanced densification, reduced thermal conductivity, and improved corrosion resistance. However, excessive addition of these oxides negatively affects the material properties by increasing porosity, decreasing densification and grain size, and thus weakening the corrosion resistance. Therefore, in practical applications, NiO and ZnO doping amounts must be reasonably controlled to optimize the material properties.
3.6. Nano-Magnesium Oxide
Tibetan microcrystalline magnesite is characterized by its fine grain size and high purity, making it suitable for the production of high-end magnesium chemical products. As an inorganic antimicrobial material with small particle size, large specific surface area, non-toxic, long-lasting and broad-spectrum antimicrobial properties, nano-magnesium oxide not only overcomes the problems of expensive silver-based antimicrobial materials and poor stability but also has a clear advantage in the photocatalytic antimicrobial materials in the ultraviolet light dependence [
47,
48]. Yin et al. [
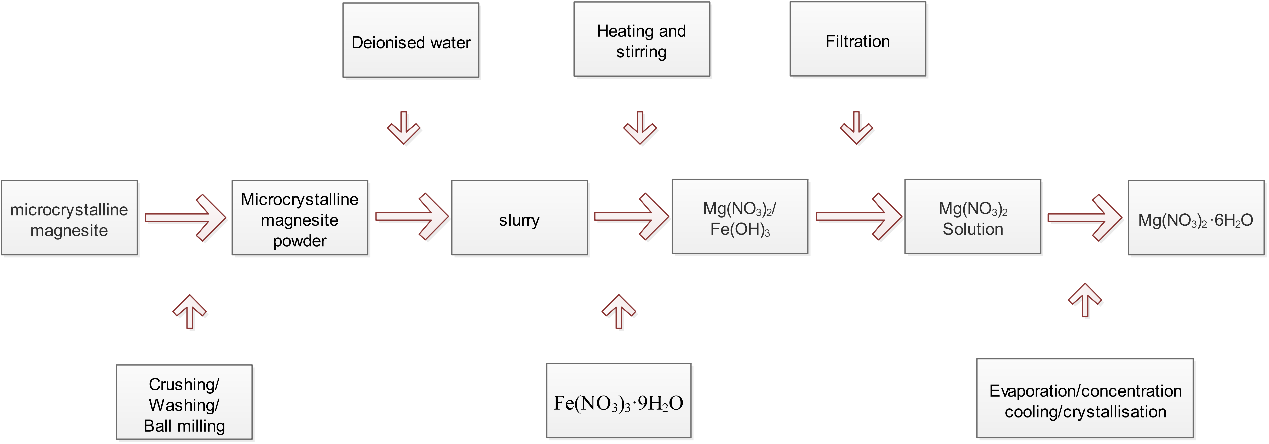
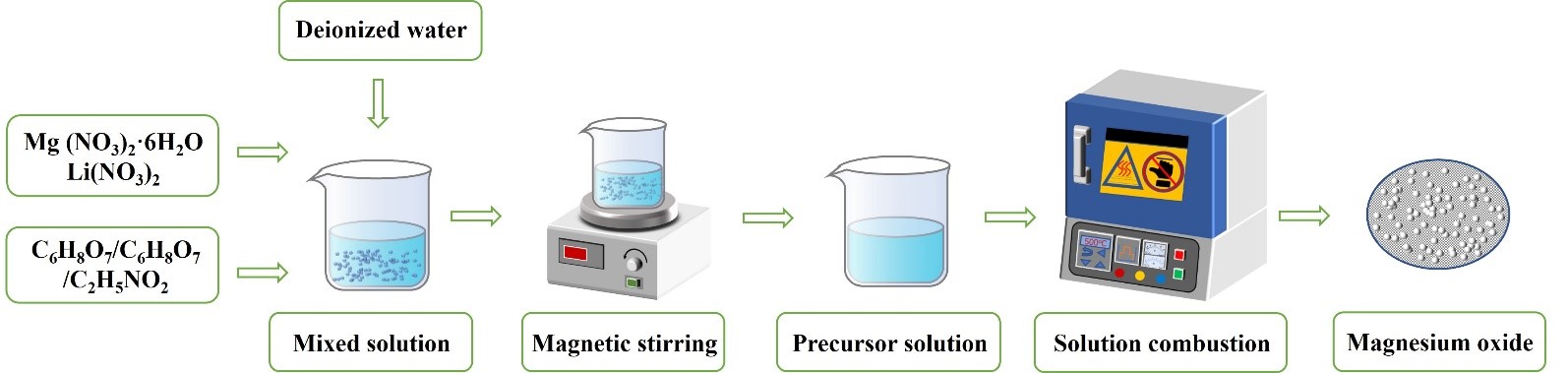
49] prepared magnesium nitrate hexahydrate by hydrolytic leaching and solution combustion using Tibetan microcrystalline magnesite as raw material and further synthesized magnesium oxide nanoparticles with different morphologies and particle sizes by solution combustion and microwave-assisted solution combustion. and show the process flow diagrams for the preparation of magnesium nitrate hexahydrate based on Tibetan microcrystalline magnesite and Li ion-doped Nano-magnesium oxide based on the solution combustion method, respectively.
. Process flow diagram for the preparation of magnesium nitrate hexahydrate based on Tibetan microcrystalline magnesite.
. Process flow diagram for the preparation of Li ion-doped Nano-magnesium oxide based on solution combustion method.
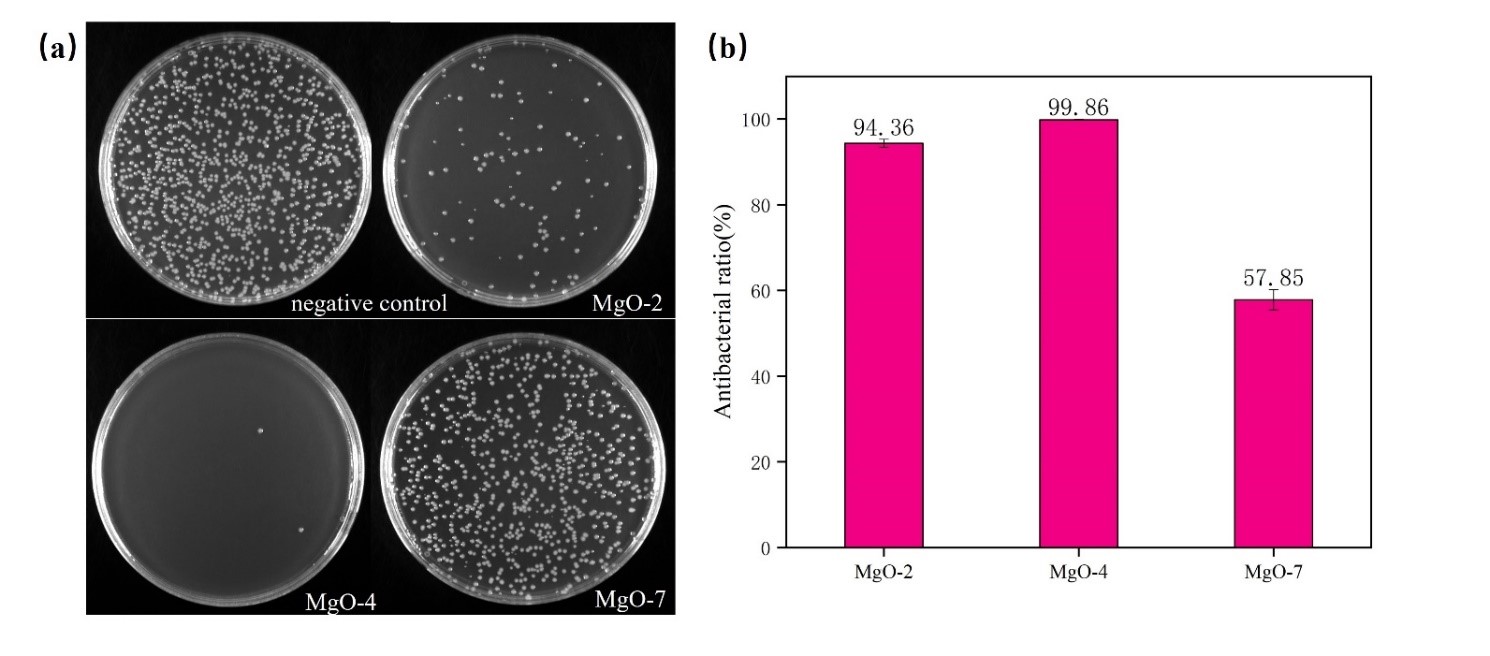
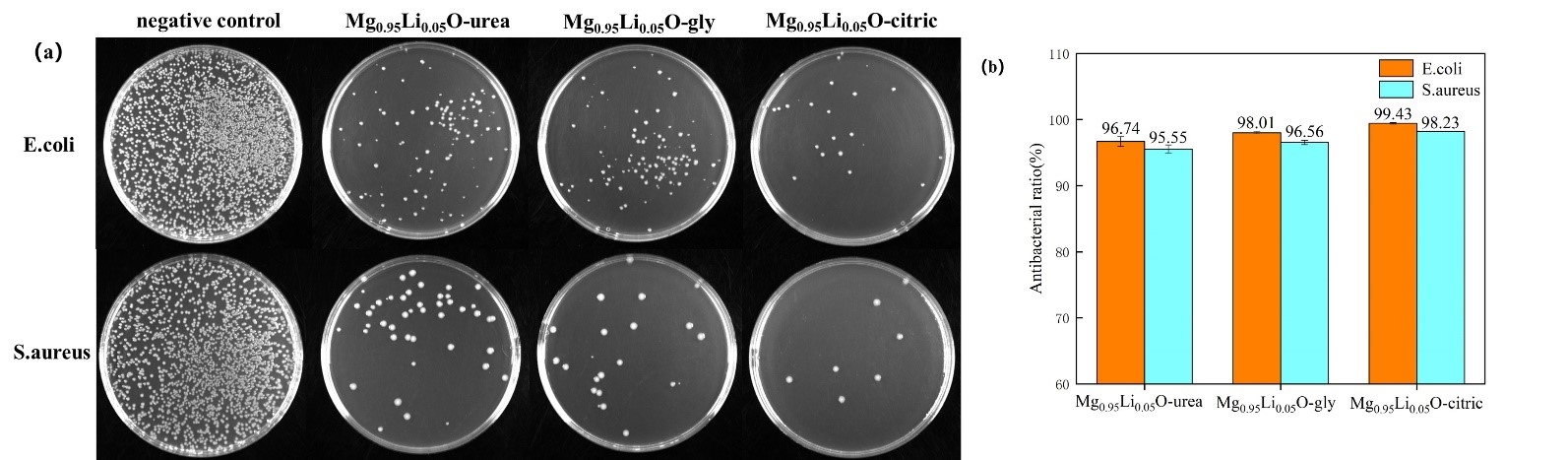
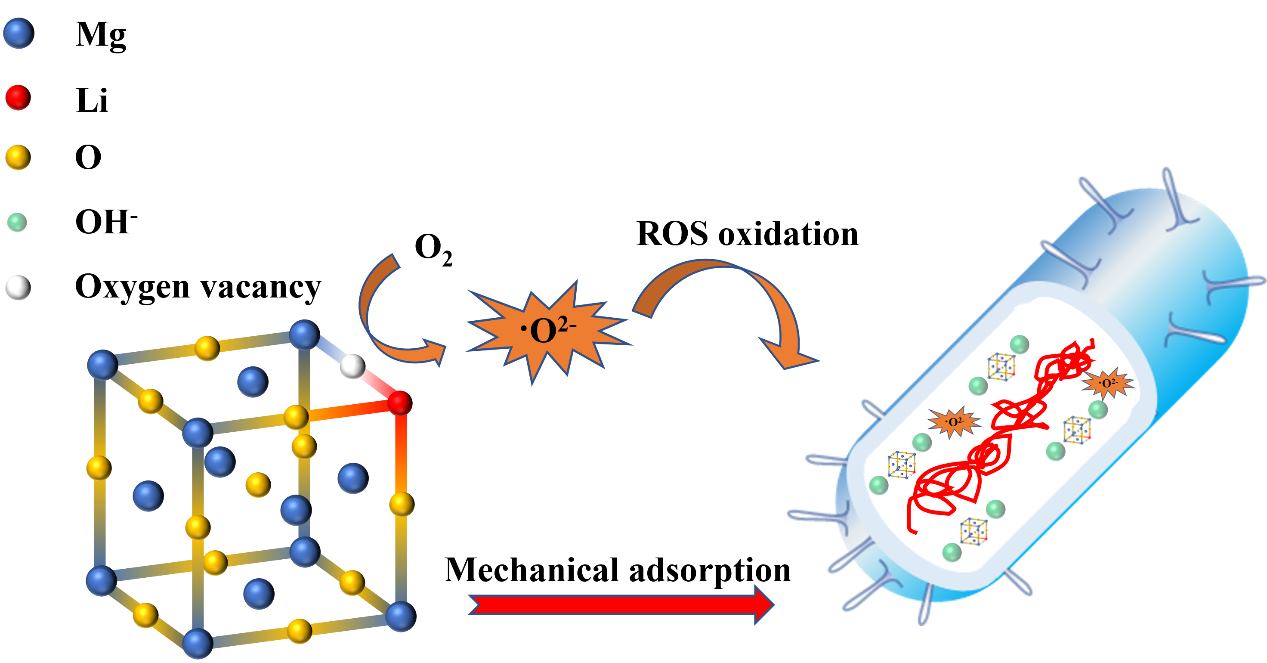
It was shown that using different fuels (e.g., citric acid, glycine, urea) and process parameters (e.g., roasting temperature, holding time) can significantly affect the microstructure and antibacterial properties of Nano-magnesium oxide. The results of antimicrobial experiments showed that the nanomagnesium oxide had good antimicrobial effects against Escherichia coli and Staphylococcus aureus, etc., especially the nanomagnesium oxide synthesized at precursor solution pH 4 showed the best antimicrobial properties. shows the colony counting experiments of the synthesized MgO nanoparticles under different precursor solution pH conditions, where Mg-2, Mg-4, and Mg-7 represent the pH of 2, 4, and 7, respectively. In addition, Li-ion doped MgO nanoparticles are further improved in antibacterial performance, showing higher zeta potential, lower electrochemical impedance, and more defects of the surface oxygen vacancies, and the results of antibacterial experiments and the mechanisms are shown in and , respectively.
. Colony counting experiments of synthesized MgO nanoparticles under different precursor solution pH conditions: (<b>a</b>) representative images of colony growth of MgO nanoparticles (100 μg/mL) co-cultivated with <i>Escherichia coli</i> (102-fold dilution, 10<sup>6</sup> CFU/mL) for 2 h and (<b>b</b>) corresponding antibacterial rates.
. Colony counting experiments with different lithium-doped Nano-magnesium oxide: (<b>a</b>) representative photograph of the antibacterial activity of the sample with a concentration of 600 μg/mL against <i>E. coli</i> (104-fold dilution, 10<sup>8</sup> CFU/mL) at 2 h and (<b>b</b>) the corresponding antimicrobial rates.
. Antimicrobial mechanism of lithium-doped nano-magnesium oxide.
3.7.1. Fireproof Cable Grade Magnesium Oxide
Fireproof cables utilize magnesium oxide as an insulating layer, which has the advantages of high-temperature resistance, fire prevention and explosion-proof. In specific environments, copper core and copper sheath magnesium oxide insulated fireproof cables must be used. The Tibetan microcrystalline magnesite in Tibet is an ideal raw material for preparing fire-rated cable-grade magnesium oxide due to its high purity and low iron content [
50]. Li et al. [
51] studied the process of preparing fireproof cable-grade magnesium oxide from Tibetan microcrystalline magnesite by light burning, electrofusion, crushing and other processes. They systematically analyzed the physical and electrical properties of the resulting material. The results show that the magnesium oxide powder prepared from Tibetan microcrystalline magnesite has excellent flowability, vibration density and electrical insulation properties due to its high purity and low iron content. Specifically, the flow rate of magnesium oxide powder is 135 s/100 g, and the vibration density is 2.22 g/cm
3, the cold-state compressive strength reaches 3860 V, the hot-state compressive strength is 2350 V, and the leakage current is only 0.065 mA, which is much lower than the national standard. shows the SEM pattern of fireproof cable-grade magnesium oxide. This study shows that Tibetan microcrystalline magnesite is an ideal raw material for the preparation of high-performance fireproof cable-grade magnesium oxide.
. SEM images of magnesium oxide for fireproof cable grade.
3.7.2. Electrotechnical Grade Magnesium Oxide
With the wide application of household electric heaters, the demand for electrical-grade magnesium oxide is growing as an ideal insulating filler material for electric heating components. However, due to the gap between the quality of domestically produced electrical-grade magnesium oxide and that of foreign countries, it is of great significance to study how to utilize high-quality Tibetan microcrystalline magnesite to prepare electrical-grade magnesium oxide [
52,
53]. Yang et al. [
54] discussed in detail the process of preparing electrical grade magnesium oxide from Tibet microcrystalline magnesite and its physical and electrical properties. The study firstly analyzed the chemical composition, microstructure and thermal decomposition behaviour of Tibetan microcrystalline magnesite, and found that its MgO content was as high as 47.56%, with low impurity content, high crystallinity, and grain size of 2~4 μm. Subsequently, the effects of talc addition and electrofusion parameters on the fused magnesia were investigated by experimental grade and industrial grade electrofusion smelting. The results showed that the addition of talc had no significant effect on the electrical properties. At the same time, the optimized electrofusion process and high-purity raw materials significantly improved the electrical properties of the products. The finally prepared electrotechnical grade magnesium oxide has good physical and electrical insulation properties, with a measured flow rate of 167 s/100 g, a vibration density of 2.27 g/cm
3, and a leakage current of 0.594 mA under a power load of 10 W/cm
2, which is close to the industry standard. The study shows that Tibetan microcrystalline magnesite is an ideal raw material for the preparation of high-performance electrical-grade magnesium oxide.
3.7.3. Magnesium Hydroxide
Guo et al. [
55] examined the calcination of Tibet microcrystalline magnesite at 920 °C to produce high-purity magnesium hydroxide by changing the amount of hydrating agent (NH
4Cl) added, the hydration temperature, the stirring time, and the solid-liquid ratio. The hydration process conditions were optimized, and the optimum conditions were obtained as follows: 0.75% NH
4Cl addition, hydration temperature of 95 °C, stirring time of 75 min, and solid-liquid ratio of 1:15. Under these optimum conditions, the resulting MgO content was greater than 99%, which indicated that high purity magnesium hydroxide could be prepared from Tibetan microcrystalline magnesite after light burning and hydration.
Cao et al. [
56] used high-activity MgO from calcined Tibetan microcrystalline magnesite as a raw material to prepare hexagonal flake Mg(OH)
2 by atmospheric pressure hydration and hydrothermal methods. The optimum hydration conditions under atmospheric pressure were: reaction temperature of 75 °C, time of 6 h, solid-liquid ratio of 1:10, and stirring rate of 400 r/min, under which the hydration rate of MgO reached 89.2%. Under the hydrothermal environment, the use of NaOH as a mineralizing agent can improve the dispersion of the product and produce regular hexagonal flakes of Mg(OH)
2.
Ling et al. [
57] used microcrystalline magnesite as a raw material and prepared nano-magnesium hydroxide and highly active nano-magnesium oxide through processes such as light-burning, calcination, hydration and hydrothermal treatment, and studied their adsorption properties for Cr(VI). By optimizing the hydration and hydrothermal conditions, different morphology of nano-magnesium hydroxide was prepared, and the best hydration conditions were hydration temperature of 80 °C, time of 90 min, and solid-liquid ratio of 1:10. It was found that the prepared high-activity nano-magnesium oxide could remove up to 98.12% of Cr (VI), and it has a good regeneration and recycling performance, which is a kind of high-efficiency and regenerative adsorbent.
The aforementioned studies demonstrate that high-purity and high-performance magnesium hydroxide and its derivatives can be prepared by optimizing the process conditions, and that these materials have a wide range of applications in environmental protection and other fields. These studies provide a scientific basis and technical support for efficiently utilizing microcrystalline magnesite resources in Tibet.
Tibetan microcrystalline magnesite has become a pivotal raw material for synthesizing high-performance magnesium materials, largely due to its distinctive physicochemical properties and extensive resource reserves. This paper presents a comprehensive analysis of the composition, microstructure, and thermal decomposition behaviour of Tibetan microcrystalline magnesite, focusing on its applications in refractories and magnesium chemical materials. The findings elucidate the exceptional qualities and extensive potential of this resource. Notwithstanding the considerable strides made in exploiting Tibetan microcrystalline magnesite resources in China, there remains considerable scope for advancement in the research of tailings treatment, energy conservation and emission reduction, and the development of high-performance magnesium materials. The further optimization of the utilization of tailings resources, the promotion of research into high-performance magnesium materials and their subsequent application to industrial production represent the key research directions to be pursued in the future.
In light of the sustained growth in global demand for high-performance materials, the potential for the advancement and utilization of Tibetan microcrystalline magnesite is set to expand further. Further research is required to ascertain the service performance of Tibetan microcrystalline magnesite in different application scenarios and to develop new processing technologies and modification methods. This will enhance the product performance and market competitiveness of the material. In nascent fields such as gas-phase nanomaterials, green chemicals and electronic materials, the utilization of Tibetan microcrystalline magnesite will facilitate further research and development. It is anticipated that Tibetan microcrystalline magnesite will assume a more prominent role in the future high-tech industry, contingent upon the continuation of technological innovation and the optimization of resources.
From a strategic standpoint, the development of distinctive Tibetan microcrystalline magnesite resources is of paramount importance in achieving the high-quality advancement of magnesium material products, optimizing the configuration of magnesium raw material production, and enhancing the overall standard of high-end basic refractories, high-purity magnesium oxide targets, and electrical insulating materials. The future research directions include the basic theoretical research of high-purity and high-density magnesium raw materials, the development of high-purity and high-activity magnesium oxide materials needed in the field of national defence and aerospace, the industrial production and application of new magnesium refractories, as well as the wide application of magnesium chemical materials in the fields of flame retardant, medicine, food and so on. Furthermore, research into the efficient and comprehensive utilization of process resources and energy will provide substantial support for sustainable development and technological advancement.
This work was supported by the National Natural Science Foundation of China (No. 51472220, No. 51872265, No. 51902290), Joint Founds of R&D Program of Henan Province (222301420034), Collaborative Innovation Major Special Project of Zhengzhou (No. 20XTZX12025) and Program for Leading Talents of Science and Technology in the Central Plain of China 2022 (No. 234200510002). The authors would like to thank the above for their support.
Conceptualization, C.M. and L.C.; Methodology, S.L.; Software, Z.Y.; Validation, S.L., Z.Y. and A.W.; Formal Analysis, C.Y.; Investigation, R.F. and G.L.; Resources, X.T.; Data Curation, S.L., A.W. and C.Y.; Writing—Original Draft Preparation, S.L. and L.C.; Writing—Review & Editing, S.L. and L.C.; Visualization, S.L. and X.T.; Supervision, C.M. and L.C.; Project Administration, C.M.; Funding Acquisition, C.M.
Not applicable.
Not applicable.
This work was supported by the National Natural Science Foundation of China (No. 51472220, No. 51872265, No. 51902290), Joint Founds of R&D Program of Henan Province (222301420034), Collaborative Inno-vation Major Special Project of Zhengzhou (No. 20XTZX12025) and Program for Leading Talents of Science and Technology in the Central Plain of China 2022 (No. 234200510002).
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.