Alumina-based ceramics (Al
2O
3) have been extensively studied and applied in various industrial sectors due to their exceptional properties, making them strategic materials for a wide range of applications. Al
2O
3 is widely used in structural components, cutting tools, high-performance coatings, and biomedical devices, such as prostheses and dental implants. Its extensive use is attributed to remarkable properties, including high thermal stability, wear resistance, dimensional integrity, and exceptional hardness—factors that ensure superior performance under extreme conditions such as high temperatures, intense friction, and exposure to aggressive chemical agents [
1,
2]. However, despite these advantages, ceramics in general exhibit significant limitations due to their brittle nature, making them susceptible to crack propagation and catastrophic failures under high stresses. Low flexural strength and limited fracture toughness present challenges for the development of these ceramics in applications requiring greater impact resistance and abrupt load variations. Consequently, recent research has focused on developing strategies to enhance the toughening of ceramics, whether through the introductionn of reinforcing phases, microstructural modifications, or advanced manufacturing processes [
3,
4].
To improve the properties of Al
2O
3, sintering additives are employed, allowing the modification of the conventional solid-state sintering (SSS) process to liquid-phase sintering (LPS). This method, widely used in the production of advanced ceramics, enables the achievement of dense and homogeneous structures. LPS occurs when low-melting-point additives are incorporated into the base material, forming a liquid phase during heating [
5]. This liquid phase “wets” the ceramic particles, promoting their rearrangement, increasing atomic diffusion rates, and facilitating particle coalescence at lower temperatures, resulting in greater material densification. Sintering additives are extensively used in the fabrication of advanced ceramics, such as metallic oxides and carbides, whose high melting points require techniques that enable efficient sintering [
6]. Among the most commonly used additives for liquid-phase formation are metallic oxides such as CaO, MgO, BaO, Nb
2O
5, Y
2O
3, SiO
2, and ZrO
2, which lower the sintering temperature and improve the final microstructure. Additionally, ternary eutectic compositions are employed to generate liquid phases with low melting points, with the choice of these compositions depending on the desired ceramic properties [
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27]. However, precise control of the liquid phase’s quantity and composition is essential, as an excess can lead to phase segregation or excessive grain growth, compromising the material’s mechanical strength [
6]. Controlled cooling after sintering also influences the distribution of the solidified liquid phase, affecting the final product’s porosity and thermal stability. In technological applications, this process is widely used in the fabrication of electronic components, wear-resistant coatings, and high-performance cutting materials, where the combination of high hardness and good fracture toughness is essential [
28,
29].
In the case of Al
2O
3, efficient sintering can be achieved by introducing hematite (Fe
2O
3) as an additive. The Al
2O
3-Fe
2O
3 system is a widely studied mixed oxide compound with applications in catalysis and adsorption. This material has been the subject of various investigations due to its physicochemical properties [
30,
31,
32,
33,
34]. Al
2O
3 is notable for its high mechanical strength, thermal stability, surface acidity, and insulating properties, while Fe
2O
3 is known for its redox behavior, sintering ease, and semiconductor and antiferromagnetic properties [
35,
36].
The use of Fe
2O
3 as a sintering additive in Al
2O
3 contributes to the improvement of its mechanical properties. In terms of application, this system can be utilized in the fabrication of oxidation catalysts with enhanced thermal stability, as well as powders with high mechanical resistance and improved redox functionality [
37]. The study of the Al
2O
3-Fe
2O
3 compound began in the 20th century with pioneering work by Muan [
37] and Muan and Gee [
38], in which a phase diagram of this system was developed to better understand the formation of its crystalline phases. Building on this initial study, various researchers have expanded the knowledge of this material, allowing a better understanding of the phases and microstructure resulting from the interaction between the two oxides [
39,
40,
41,
42].
Based on studies of the Al
2O
3-Fe
2O
3 system and aiming to understand the mechanical properties of ceramics in this compound, we recently published a paper [
4] investigating the influence of Fe
2O
3 on the mechanical properties of Al
2O
3. Concentrations ranging from 0 to 8 wt.% of Fe
2O
3 were analyzed, evaluating properties through dilatometry, density, flexural, and compression tests. The results indicated that additions of up to 2 wt.% of Fe
2O
3 improved the mechanical properties of Al
2O
3, whereas higher concentrations led to significant deterioration due to additive agglomeration during mixing, resulting from its high density.
2.1. Materials
The following materials were used in the production of ceramic bodies: α-Al
2O
3 (
ρ = 3.96 g/cm
3; Alcoa P-913, Belém, Brazil), with a particle size of 1 μm, as well as glycine (Sigma Aldrich, Duque de Caxias, Brazil) and iron nitrate (Neon Química, Suzano, Brazil), which were employed in the synthesis of hematite (Fe
2O
3) powder (
ρ = 5.26 g/cm
3). Polyethylene glycol (Isofar, Duque de Caxias, Brazil) was added to enhance the mechanical strength of the green bodies.
The theoretical density of the samples was determined using the Rule of Mixtures, as expressed in Equation (1). The calculation considered the densities and mass fractions of the composite components, excluding polyethylene glycol, since it is removed during the sintering process [
43]. presents the density values and the nomenclature adopted for each sample.
where
ρAl2O3 is the density of Al
2O
3,
mAl2O3 is the weight fraction of Al
2O
3,
ρFe2O3 is the density of Fe
2O
3, and
mFe2O3 is the weight fraction of Fe
2O
3. The compositions used in this study were based on the work of Silveira et al. [
4], in which variations of 0, 0.5, 1, and 2 wt.% of Fe
2O
3 were employed.
.
Nomenclature, composition, and theoretical density of the samples obtained by the rule of mixtures. Theoretical density values obtained from the compositions with permission from Ref. [4].
| Sample |
Composition |
Density (g/cm3) |
| AL |
100 wt.% Al2O3 |
3.960 |
| ALFE05 |
99.5 wt.% Al2O3—0.5 wt.% Fe2O3 |
3.966 |
| ALFE10 |
99 wt.% Al2O3—1 wt.% Fe2O3 |
3.973 |
| ALFE20 |
98 wt.% Al2O3—2 wt.% Fe2O3 |
3.986 |
2.2. Synthesis of Fe2O3 Powders
The preparation of Fe
2O
3 powders was carried out using the solution combustion synthesis method, as described by Cao et al. [
44]. In this method, ferric nitrate [Fe(NO
3)
3·9H
2O] was used as the oxidizing agent and glycine [NH
2CH
2COOH] as the fuel. To begin the process, Fe(NO
3)
3·9H
2O and glycine were dissolved in 150 mL of deionized (DI) water, and the solution was stirred until homogeneous. The mixture was then transferred to a 500 mL beaker and heated to 100 °C on a heating plate. During the heating, the water evaporated, and the mixture turned into a gelatinous mass, a process that lasted about 10 min. After this period, the mixture swelled, releasing gases, and the gel underwent a non-explosive exothermic reaction, resulting in spontaneous combustion. The final product of this process was a foam composed of iron oxide.
2.3. Ceramic Processing
The Al
2O
3, Fe
2O
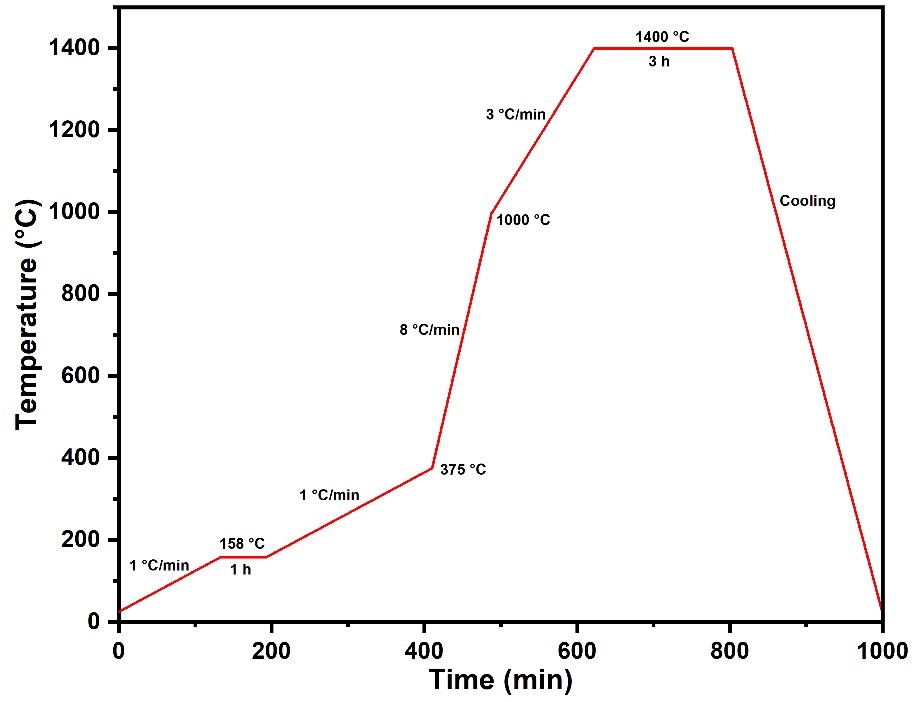
3, and polyethylene glycol were initially homogenized in a ball mill for 8 h, using distilled water in a 1:1 ratio with the mixture to facilitate homogenization. After this, the powders were dried for 48 h. Once dried, the powders were manually deagglomerated and sieved through a 60 mesh sieve. Discs with a diameter of 15 mm and a mass of 0.5 g were formed by cold uniaxial pressing using a load of 30 MPa. Pressureless sintering was performed in a JUNG furnace, with the process reaching a maximum temperature of 1400 °C, followed by inertial cooling of the furnace. The sintering process path is shown in .
. Heating ramp used for sintering of Al<sub>2</sub>O<sub>3</sub>-Fe<sub>2</sub>O<sub>3</sub> ceramics. Reprinted with permission from Ref. [<a href="#B4" class="html-bibr">4</a>].
2.4.1. Density Measurement
From the theoretical density value found by the Rule of Mixtures, it was possible to calculate the density and densification of the green bodies. To find the density value of the green body, the mass difference by the volume of the sample was used. The relative density of the green bodies (
dGB), Equation (2), was calculated on the percentage difference of the density value (
ρgreen) obtained by theoretical density (
ρtd) found in the Rule of Mixtures as:
The bulk density measurements were conducted on the sintered samples using Archimedes’ principle, on an analytical balance with an attached density kit. The bulk density of the samples (
ρ) was obtained by:
where,
Mdry and
Mwet are the masses of the sintered samples in air and liquid, respectively, and liquid is the density of water at room temperature. The linear shrinkage of the samples (
Ls) was obtained by:
where
dg is the diameter of the green body and
ds is the diameter of the sintered body.
2.4.2. X-ray Diffraction (XRD)
The phase composition, crystallite size, and lattice parameter of the sintered samples were analyzed using XRD (X’Pert Pro MRD, Malvern Panalytical, São Paulo, Brazil) using Co Ka radiation generated at 40 kV and 25 mA. The crystallite size and lattice parameters of the samples were calculated from the XRD pattern and Rietveld refinement using the Debye–Scherrer’s approximation:
where
D is the crystallite size (nm),
λ is the wavelength of Co Ka radiation (
λ = 1.7908 Α),
β is the full width at half maximum (FWHM) for the diffraction peak under consideration,
θ is the diffraction angle, and
k is the broadening constant.
2.4.3. Thermogravimetric Analysis (TG/DTG)
The TG/DTG and DTA analyses of the ceramic powders were performed in a Shimadzu DTG-60H machine (Shimadzu, Tokyo, Japan). The samples were carefully hand-crushed with a pestle/mortar and then were placed in a platinum crucible. The procedure was performed under a nitrogen atmosphere with a heating rate of 10 °C/min, from 20 to 900 °C.
2.4.4. Scanning Electron Microscopy (SEM) and Energy Dispersive Spectroscopy (EDX)
The morphology and elemental composition of the sintered samples were observed using SEM-FEG (Quanta 250 FEG, FEI, Hillsboro, OR, USA) operated at an accelerating voltage of 20 kV equipped with an EDX detector. The samples for SEM-FEG examination were prepared by placing the powders on a conductive carbon tape and further sputter coated with gold. The grain size was calculated using ImageJ software to count 100 grain size measurements, and OriginPro software was used to plot the histogram with the grain size distribution.
2.4.5. Statistical Analysis
The relative density results were subjected to statistical analysis through Analysis of Variance (ANOVA) to assess whether significant differences existed among the mean values, considering a 95% confidence level. ANOVA is a statistical method used to determine if the variations observed between group means are larger than what would be expected due to random sampling error alone. For performing the analysis of variance, OriginPro 2021 software was used. Following the ANOVA, pairwise comparisons of the means were performed using Tukey’s HSD (Honestly Significant Difference) test, which is specifically designed to control the Type I error rate when making multiple comparisons. Tukey’s test was applied to identify which specific pairs of means significantly differ from each other. The calculations for Tukey’s HSD test are as follows [
45]:
3.1. Effect of Fe2O3 on Densification
presents the average results for density, relative densification of the green bodies and sintered samples, and linear shrinkage. The densification data, which were previously reported in [
4] for compositions up to 2 wt.%, were included here to provide a comprehensive comparison and build upon the earlier findings, with a more detailed statistical analysis conducted in the present study.
.
Values of density, densification and linear shrinkage of samples before and after sintering. Data obtained with permission from Ref. [4].
| Sample |
Density of Green Bodies (g/cm3) |
Relative Density of Green Bodies (%) |
Density of Sintered Samples (g/cm3) |
Relative Density of Sintered Samples (%) |
Linear Shrinkage (%) |
| AL |
2.29 ± 0.09 |
57.79 ± 2.40 |
3.13 ± 0.11 |
78.88 ± 2.88 |
11.43 ± 0.43 |
| ALFE05 |
2.41 ± 0.08 |
60.89 ± 1.91 |
3.13 ± 0.07 |
79.06 ± 1.89 |
13.55 ± 1.31 |
| ALFE10 |
2.43 ± 0.10 |
61.13 ± 2.53 |
3.32 ± 0.03 |
83.61 ± 0.77 |
16.33 ± 0.36 |
| ALFE20 |
2.35 ± 0.05 |
58.99 ± 1.36 |
3.41 ± 0.05 |
85.49 ± 1.38 |
16.16 ± 0.40 |
Based on the data presented in , it is clear that the inclusion of Fe
2O
3 affected the relative densification of the green bodies. Specifically, the additions of 0.5 and 1.0 wt.% resulted in an increase in the densification of the ALFE05 and ALFE10 samples, compared to the pure alumina sample (AL). On the other hand, the addition of 2.0 wt.% of Fe
2O
3 caused a slight reduction in the densification of the green bodies, with this group achieving 58.99% of the theoretical density.
For ceramics to achieve high densification after the sintering process, it is essential to consider the particle size distribution. According to Francis [
46], unlike metallic powders, ceramic particles are difficult to deform, which hinder the compaction and formation of green bodies. As a result, green bodies typically reach between 50% and 60% of the theoretical density; in some cases, they can reach up to 65%. Due to their high strength and hardness, ceramic particles prevent effective compaction of the green body. In contrast, metallic powders can achieve much higher densification of green bodies since these materials have lower strength and deform easily under compaction pressure. Suresh et al. [
47] observed this discrepancy in relative density between metallic and ceramic green bodies, presenting a relationship that involves the compaction of different metallic powders. Considering the variation in the metal and the applied compaction pressure, achieving up to 90% of the theoretical density in metallic powders is possible. ANOVA statistical analysis was performed to verify whether the values obtained for green densification were statistically similar, taking into account the high standard deviation found for each group. The results found are presented in .
.
Variance Analysis for the green density of analyzed samples.
| Causes of Variation |
Degrees of Freedom |
Sum of Squares |
Mean Square |
F (Calculated) |
F (Critical) |
| Treatment |
3 |
45.77 |
15.26 |
3.44 |
3.10 |
| Residue |
20 |
88.61 |
4.43 |
|
|
| Total |
23 |
134.38 |
|
|
|
From the ANOVA calculations, it is possible to affirm that the results obtained for the groups studied are statistically different, considering that F
calculated > F
critical. In order to determine which values differ from each other, Tukey’s test was performed with a value of HSD = 3.40. Through Equation (6), the results obtained by the Tukey test are shown in .
.
HSD (honestly significant difference) test for the green density of analyzed samples.
| Sample |
AL |
ALFE05 |
ALFE10 |
ALFE20 |
| AL |
0.00 |
3.10 |
3.35 |
1.21 |
| ALFE05 |
3.10 |
0.00 |
0.25 |
1.89 |
| ALFE10 |
3.35 |
0.25 |
0.00 |
2.14 |
| ALFE20 |
1.21 |
1.89 |
2.14 |
0.00 |
The results shown in indicated that the values are statistically equal for all but the groups because all values of the mean difference between the groups are lower than the HSD value.
The addition of Fe
2O
3 to Al
2O
3 caused an increase in the relative densification of the sintered samples. The addition of 0.5 wt.% of Fe
2O
3 resulted in an average densification of 78.88%, however, its standard deviation was high, resulting in samples with different densifications. With increasing Fe
2O
3 content, an increase in densification occurred, coupled with a reduction in standard deviation. The ALFE10 and ALFE20 groups presented average densifications of 83.61 and 85.49% for sintering at 1400 °C, respectively. The values achieved were higher than those found in the work of Gomes et al. [
48] for the sintering of pure Al
2O
3 (AL) at temperatures of 1400 and 1600 °C, where the authors obtained average densification of 71.8% for sintering at 1600 °C. This comparison shows that the addition of Fe
2O
3 caused a considerable increase in the densification of the pure AL sample.
The linear shrinkage results followed the same trend as the increase in relative densification. As the densification of the samples increased, the linear shrinkage also increased, however, the ALFE20 sample suffered a small reduction in the linear shrinkage value. The same statistical calculation was performed for the densification of the sintered samples. The ANOVA results are shown in .
.
Analysis of variance for the densification of sintered samples.
| Causes of Variation |
Degrees of Freedom |
Sum of Squares |
Mean Square |
F (Calculated) |
F (Critical) |
| Treatment |
3 |
197.51 |
65.83 |
18.27 |
3.10 |
| Residue |
20 |
72.07 |
3.60 |
|
|
| Total |
23 |
269.58 |
|
|
|
From the ANOVA calculations, it is possible to affirm that the results obtained for the groups studied are statistically different, considering that F
calculated > F
critical. In order to know which values, differ from each other, Tukey’s test was performed with a value of HSD = 3.07. The results obtained by the Tukey test are shown in .
.
HSD (honestly significant difference) test for the densification of the sintered samples.
| Sample |
AL |
ALFE05 |
ALFE10 |
ALFE20 |
| AL |
0.00 |
0.17 |
4.73 |
6.61 |
| ALFE05 |
0.17 |
0.00 |
4.55 |
6.43 |
| ALFE10 |
4.73 |
4.55 |
0.00 |
1.88 |
| ALFE20 |
6.61 |
6.43 |
1.88 |
0.00 |
The results presented in indicated the statistical difference from the AL and ALFE05 groups to the ALFE10 and ALFE20 groups, due to the difference in densification groups obtained by adding 1 and 2 wt.% of Fe
2O
3. Between AL and ALFE05 there is no statistical difference, due to the fact that the difference was smaller than the HSD value. The same occurred upon comparing ALFE10 and ALFE20 groups.
3.2. Effect of Fe2O3 on Phase
The precursor powders used in this work (Al
2O
3 and Fe
2O
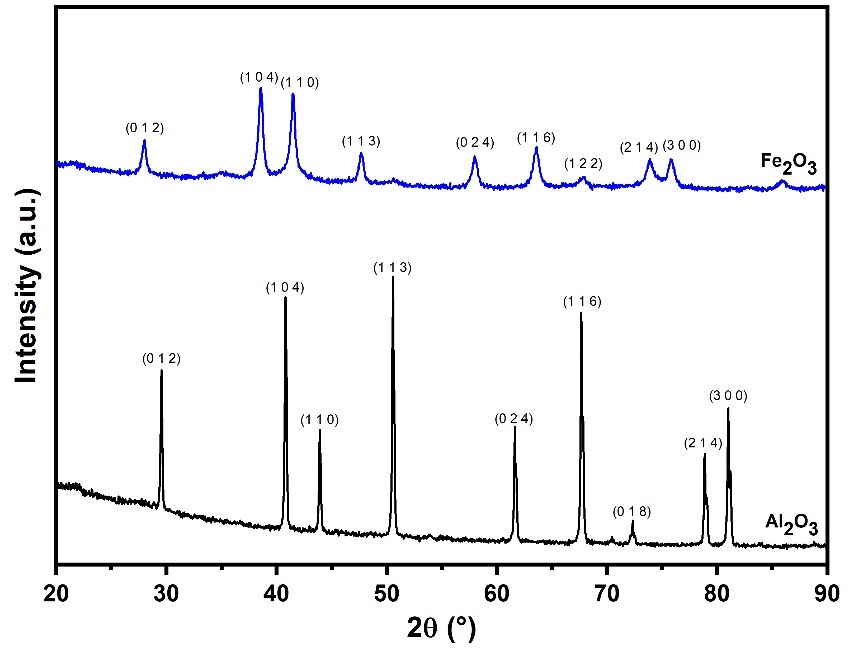
3) were analyzed by XRD to identify the phases present in .
. XRD patterns of Al<sub>2</sub>O<sub>3</sub> and Fe<sub>2</sub>O<sub>3</sub> powders.
The diffractogram of Al
2O
3 shows the presence of α-Al
2O
3 of rhombohedral structure, identified by crystallographic file JCPDS 00-005-0712 (Corundum). The crystallographic planes of Al
2O
3 shown in the corresponding peaks refer to the crystallographic planes of this structure. The Al
2O
3 normally occurs with the hexagonal structure. However, during Al
2O
3 production, the high calcination temperatures, above 750 °C transform the structure from hexagonal to rhombohedral, regardless of the use of precursors and/or additives [
49].
The JCPDS crystallographic file JCPDS 00-033-0664 (Burnt Ochre) referring to hematite (α-Fe
2O
3) identifies the Fe
2O
3 powder with a rhombohedral crystal structure. The α-Fe
2O
3 has octahedral coordination, where the Fe atom is bonded to six oxygen atoms, causing the structure to become rhombohedral, similar to the corundum found in α-Al
2O
3 [
50]. This is evidenced in the diffractograms of Al
2O
3 and Fe
2O
3, where the peaks of the two materials indicate the same crystallographic planes. Therefore, they showed the same crystal structure, except for the (1 2 2) plane, which appears at 67.72° in the diffractogram of Fe
2O
3 and does not appear in the diffractogram of Al
2O
3.
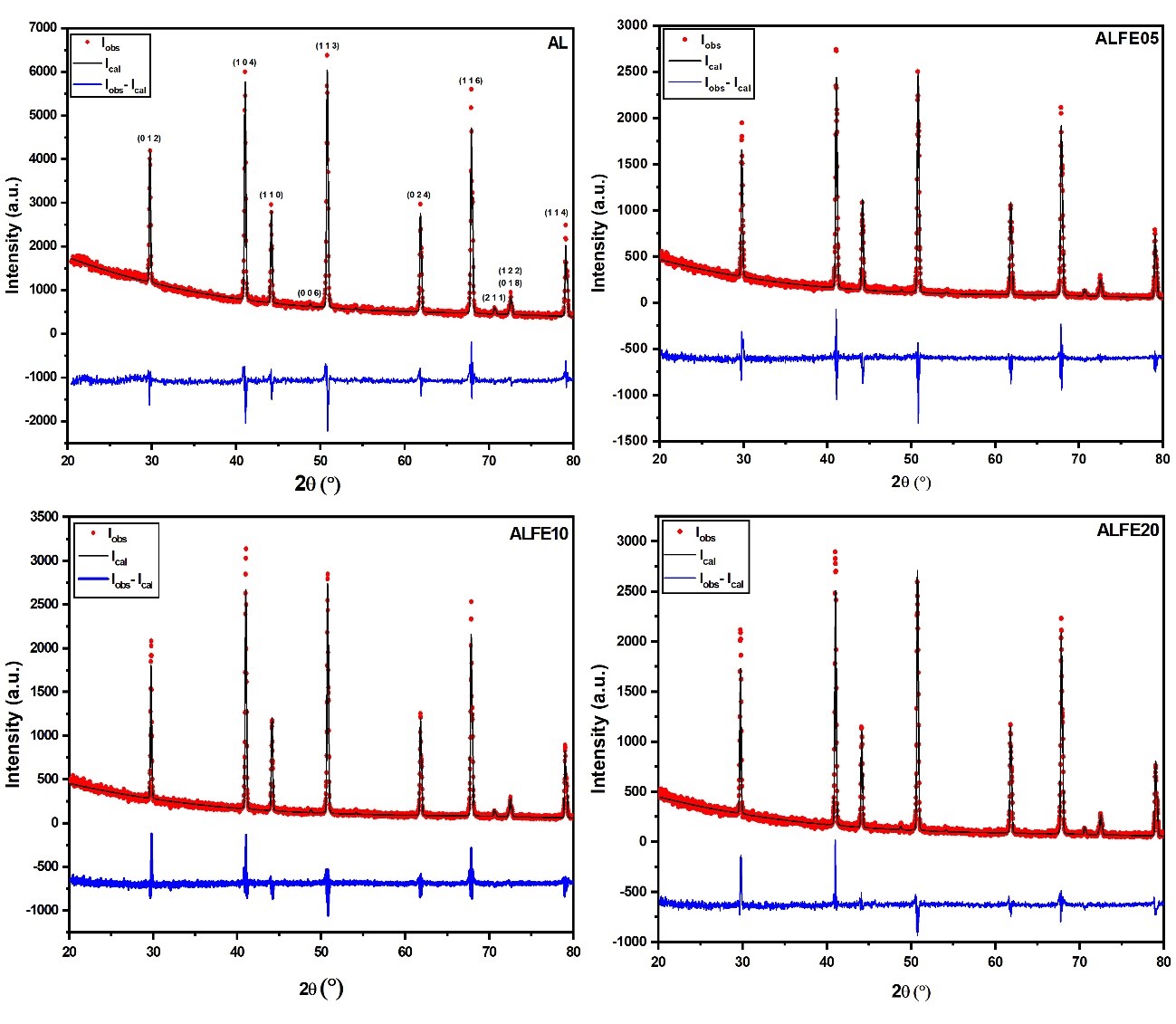
shows the Rietveld refined diffractograms of the sintered samples. From the Rietveld refinement performed on the XRD patterns, only the α-Al
2O
3 phase was found, refined by space group R-3c of the rhombohedral structure of corundum. No phases related to Fe
2O
3 or AlFeO
3 were found, indicating only corundum formation. According to the phase diagram of Al
2O
3-Fe
2O
3 system in which, only corundum formation will occur with the addition of hematite up to 12 wt.%. As no hematite-related peaks were found during the analysis, this is attributed to its formation below 5%, which is the detection limit of the X-ray diffractometer [
51].
. Rietveld refinement plot of sintered samples.
The formation of AlFeO
3, occurs by the homogenization of Al
2O
3 with Fe
2O
3, followed by diffusion during sintering. Indeed, the substitution of Fe
3+ ions for Al
3+ ions occurs to form an orthorhombic structure [
52,
53]. ABO
3-ordered materials, called perovskite, are known to exhibit photocatalytic and photoluminescent properties [
54]. Despite few studies about the formation of AlFeO
3, some works report the emergence of this phase through the synthesis of Al
2O
3 doped with Fe or Fe
2O
3. In all works, an increase in catalytic activity from the presence of AlFeO
3 was reported [
55,
56]. Thus, the formation of AlFeO
3, even if not detected by XRD, may have a direct relationship with the increase in the densification of the samples when compared with the densification of pure Al
2O
3, processed with similar parameters in the works of Gomes et al. [
48] and Lopes et al. [
17].
Based on the data presented in , several trends can be observed regarding the crystallite size, lattice parameters, and unit cell volume of the sintered samples. The crystallite size of the pure alumina sample (AL) was found to be 65.001 nm, which serves as a baseline for comparison. Upon adding 0.5 wt.% of Fe
2O
3, the crystallite size decreased to 56.690 nm, indicating that the incorporation of small amounts of Fe
2O
3 inhibited the growth of crystallites. This reduction may be attributed to the increased nucleation sites provided by the Fe
2O
3, which likely promoted a finer grain structure. However, further additions of Fe
2O
3, specifically 1.0 and 2.0 wt.%, led to an increase in crystallite size. The samples ALFE10 and ALFE20 exhibited crystallite sizes of 69.862 nm and 66.990 nm, respectively. This increase could result from a more pronounced sintering process, where larger crystallites form due to the coalescence of smaller particles or enhanced diffusion at higher Fe
2O
3 concentrations. This trend reflects the complex interplay between nucleation and growth that occurs during the sintering process.
.
Lattice parameters of sintered samples.
| Sample |
D (nm) |
DP (nm) |
a = b (nm) |
c (nm) |
V (nm3) |
| AL |
65.001 |
5.440 |
4.759 |
12.995 |
254.955 |
| ALFE05 |
56.690 |
4.554 |
4.761 |
13.001 |
255.295 |
| ALFE10 |
69.862 |
6.013 |
4.762 |
13.002 |
255.360 |
| ALFE20 |
66.990 |
5.672 |
4.763 |
13.004 |
255.525 |
In addition to the crystallite size, the samples’ lattice parameters (a, b, and c) slightly increased with higher Fe
2O
3 content. Specifically, the values of the unit cell parameters for the AL sample were a = 4.759 nm, b = 4.759 nm, and c = 12.995 nm. For the ALFE05, ALFE10, and ALFE20 samples, the parameters showed a small but consistent increase in both the a, b, and c values, with the largest increase in the c parameter. This suggests that the Fe
2O
3 incorporation led to slight changes in the crystal structure, likely due to the substitution of Al
3+ ions by Fe
3+ ions or interstitial occupation by oxygen atoms, which can cause slight lattice distortions.
Consequently, the unit cell volume also increased with the addition of Fe
2O
3. The unit cell volume for the AL sample was 254.955 nm
3, and this value increased slightly with the incorporation of Fe
2O
3, reaching 255.295 nm
3 for the ALFE05 sample, 255.360 nm
3 for the ALFE10 sample, and 255.525 nm
3 for the ALFE20 sample. These increases in unit cell volume reflect the cumulative effect of changes in lattice spacing and the incorporation of heavier Fe
3+ ions into the crystal lattice, which can expand the unit cell slightly.
3.3. Morphological Analysis
The surface morphology of the sintered samples was investigated using SEM (Scanning Electron Microscopy), and the images are presented in . The grain size of the sintered samples was also evaluated to verify the influence of Fe
2O
3 on the grain growth of Al
2O
3, with a histogram showing the grain size distribution. SEM images provide direct information about the morphology of the samples.
The image of the AL sample exhibits a large number of pores due to low densification during sintering; however, the average grain size was the largest among all the sintered samples. The AL group presented D = 2.79 ± 0.96 μm, resulting from disordered grain growth and the possible occurrence of the Ostwald ripening phenomenon during sintering, in which larger particles grow at the expense of smaller particles, “engulfing” them. This phenomenon can occur when there is a disparity in particle size. In contrast to disordered grain growth, the absence of additives in this sample led to a high presence of pores. Particle size also directly affects the densification of Al
2O
3 during sintering since smaller particles result in materials with higher surface energy, which allows for higher densification and, consequently, greater mechanical strength [
57].
The addition of 0.5 wt.% of Fe
2O
3 promoted a slight increase in the densification of the ALFE05 group samples. A lower number of pores was observed; however, the grain growth of Al
2O
3 was considerably reduced, generating grains with irregular sizes. The average grain size of the sintered ALFE05 sample was D = 1.20 ± 0.67 μm. Due to the increase in densification, a slight growth in the grain size of the ALFE10 and ALFE20 groups occurred, which can be observed in the corresponding micrographs, showing more densified surfaces and the presence of isolated, spherical-shaped pores, indicating that the material entered the final stage of sintering [
6].
Figure 4. Micrographs of the surface of Al<sub>2</sub>O<sub>3</sub>-Fe<sub>2</sub>O<sub>3</sub> ceramics and their respective grain size distribution histograms after sintering.
The addition of Fe
2O
3 in contents of 1 and 2 wt.% resulted in larger grain sizes, with ALFE10 and ALFE20 samples obtaining values of D = 1.67 ± 0.97 μm and 2.27 ± 1.14 μm, respectively. The isolation of pores is also highlighted in the ALFE20 group. This sample, which showed the highest densification among the four studied groups, exhibited the largest grain growth. However, the average grain size was still smaller than that of pure Al
2O
3 (AL). This may be associated with the action of Fe
2O
3 in inhibiting Al
2O
3 grain growth, exhibiting a behavior similar to that of MgO [
58].
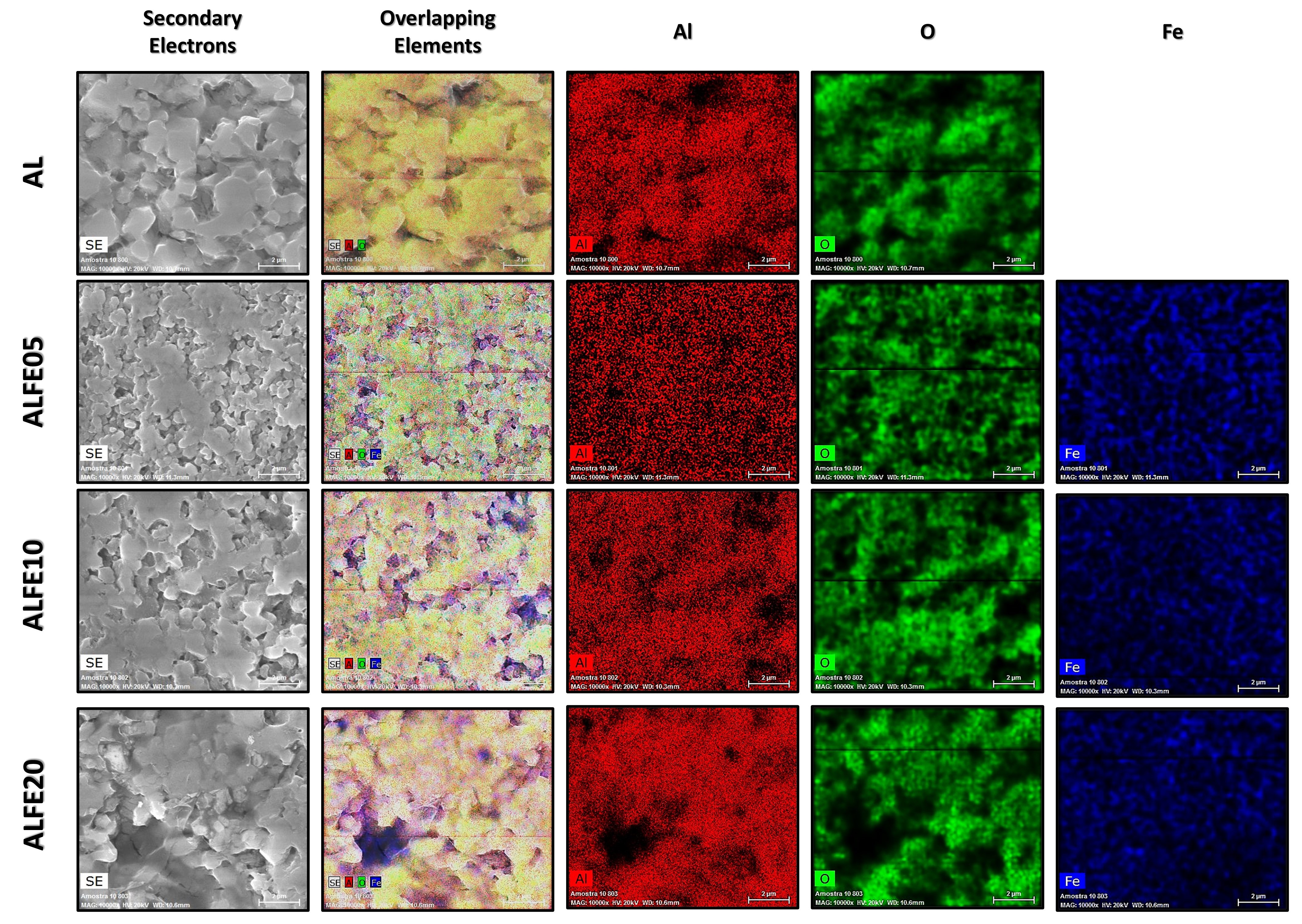
and show the EDX spectra with the compositional map of the sintered samples and the quantification of each present element, respectively. In the AL sample analysis, aluminum and oxygen atoms are observed, as expected for the sample without a sintering additive. On the other hand, the ALFE05, ALFE10, and ALFE20 samples show the presence of iron, highlighted in blue.
As observed, with the increase in Fe
2O
3 content, the Fe concentration also appeared higher in the spectrum, being distributed throughout the sample. However, the compositional map of the ALFE20 sample indicates Fe concentration in regions with a higher number of pores or larger grains. This predominance of Fe in the pores can be explained by the fact that Fe
2O
3 is denser than Al
2O
3, leading to small agglomeration regions. Additionally, the high surface energy of Fe
2O
3 powders, obtained through the self-combustion technique, may have contributed to the formation of these agglomerations at higher Fe
2O
3 contents.
.
Elemental composition (wt.%) of the elements found in the EDX map.
| Sample |
Al (wt.%) |
O (wt.%) |
Fe (wt.%) |
| AL |
67.70 |
32.30 |
- |
| ALFE05 |
67.19 |
32.01 |
0.80 |
| ALFE10 |
67.32 |
31.42 |
1.27 |
| ALFE20 |
66.91 |
30.94 |
2.55 |
Figure 5. Compositional map of sintered Al<sub>2</sub>O<sub>3</sub>-Fe<sub>2</sub>O<sub>3</sub> samples.
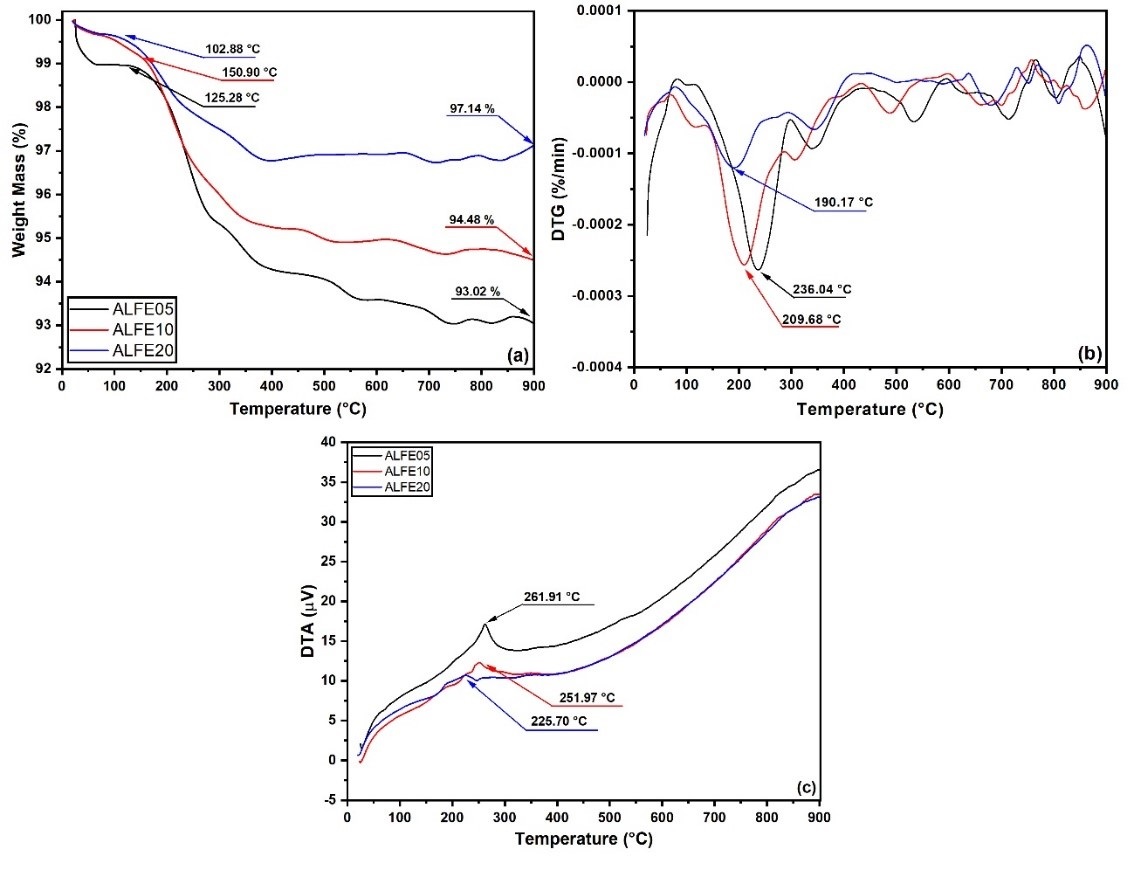
shows the TG/DTG curves of samples ALFE05, ALFE10 and ALFE20.
. Thermal analysis plots of ALFE05, ALFE10 and ALFE20 samples: (<b>a</b>) TG; (<b>b</b>) DTG; (<b>c</b>) DTA.
The addition of Fe
2O
3 influences the onset of degradation. The sample ALFE05 showed the beginning of the degradation event, resulting from the elimination of the polyethylene glycol (PEG) at 125.28 °C. The maximum degradation point was defined from the DTG plot in b, where the peak of thermal degradation is shown at 236.04 °C. The PEG degradation event in sample ALFE05 ended at the T
endset temperature, which was 287.65 °C. At the end of the test, at 900 °C, the material showed a residue percentage of 93.02%. The addition of Fe
2O
3 in higher contents resulted in a change in the TG curve of the ALFE10 and ALFE20 samples. The sample with 1 wt.% Fe
2O
3 showed T
onset at higher temperature (150.90 °C). The peak of the DTG curve indicates that the maximum degradation occurred at 209.68 °C, and T
endset occurred at 261.83 °C. The sample with 2 wt.% Fe
2O
3 showed anticipation in the thermal events when compared to the other two samples, in which T
onset = 102.88 °C, T
max = 190.17 °C, and T
endset = 243.17 °C. The addition of the sintering aid in higher contents promoted an increase in thermal stability, where the residue at 900 °C of the ALFE10 and ALFE20 samples was 94.48 and 97.14%, respectively.
The authors thank the Brazilian agencies CNPq, CAPES, and FAPERJ for supporting this investigation. This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brasil (CAPES)—Finance Code 001. The authors thank the Brazilian Navy Research Institute (IPqM) researchers for performing the thermal analyses. Pedro Henrique Poubel Mendonça da Silveira and Marcelo Henrique Prado da Silva thank the Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro (FAPERJ) for their support—grant numbers E-26/200.338/2024 and 200.339/2024.
Conceptualization, P.H.P.M.d.S. and A.V.G.; Methodology, P.H.P.M.d.S. and A.V.G.; Software, P.H.P.M.d.S.; A.E.E.; J.L.d.S.; Validation, M.H.P.d.S. and A.V.G.; Formal Analysis, P.H.P.M.d.S.; Investigation, P.H.P.M.d.S. and N.V.L.S.; Resources, M.H.P.d.S.; Data Curation, A.E.E.; Writing—Original Draft Preparation, P.H.P.M.d.S. and N.V.L.S.; Writing—Review & Editing, J.L.d.S.; Visualization, A.V.G. and M.H.P.d.S.; Supervision, M.H.P.d.S.; Project Administration, M.H.P.d.S.; Funding Acquisition, A.V.G.
Not applicable.
Not applicable.
The data supporting findings of this study are available upon reasonable request.
This research was funded by the Carlos Chagas Filho Foundation for Research Support of the State of Rio de Janeiro (FAPERJ), grant numbers E-26/200.338/2024 and E-26/200.339/2024.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.