1. Introduction
The increasing demand for high-power, energy-efficient electronic devices has driven significant interest in Wide-Bandgap (WBG) semiconductors, including Silicon Carbide (SiC) and Gallium Nitride (GaN). These materials offer superior thermal conductivity, high breakdown voltage, and lower switching losses compared to traditional silicon-based semiconductors, making them essential for applications in electric vehicles, renewable energy systems, and high-frequency power electronics. However, their fabrication remains challenging due to high defect densities, scalability limitations, and environmental concerns associated with conventional epitaxial growth processes. Ensuring the sustainability of WBG semiconductor manufacturing necessitates the adoption of low-energy epitaxy techniques, AI-driven defect control, and closed-loop recycling approaches [
1,
2].
The evolution of epitaxial growth techniques has played a crucial role in advancing semiconductor technology, enabling the fabrication of high-performance electronic and optoelectronic devices. Early methods such as Liquid Phase Epitaxy (LPE), Molecular Beam Epitaxy (MBE), and Metal-Organic Vapor Phase Epitaxy (MOVPE) facilitated the precise deposition of semiconductor layers, improving material quality and expanding device applications [
3,
4]. Over time, MBE and MOCVD became dominant techniques, offering enhanced doping control and scalability, significantly impacting the development of LEDs, laser diodes, and power electronics [
5]. The growing demand for WBG semiconductors, including SiC and GaN, has further accelerated advancements in epitaxial growth processes, emphasizing higher efficiency and improved thermal performance [
6,
7].
Recent advancements in epitaxial growth techniques have focused on optimizing material quality while minimizing energy consumption and waste production. Techniques such as Hydride Vapor Phase Epitaxy (HVPE), Metal-Organic Chemical Vapor Deposition (MOCVD), and Plasma-Enhanced Chemical Vapor Deposition (PECVD) have demonstrated substantial improvements in defect management and scalability. In particular, MOCVD has been widely adopted for GaN-based applications due to its compatibility with silicon substrates, enabling large-scale production and seamless integration into existing CMOS technology [
8,
9]. The development of large-diameter SiC wafers has helped lower production costs and enhance the commercial viability of high-voltage power applications [
10].
The emergence of ultrawide-bandgap (UWBG) materials such as Ga
2O
3 has presented new opportunities for next-generation power devices. Advances in Ga
2O
3 epitaxial growth have demonstrated its potential for high-efficiency power electronics. Yet, challenges such as p-type doping limitations, defect formation, and lattice mismatches continue to hinder large-scale commercialization [
11]. While these innovations have significantly improved semiconductor capabilities, achieving high-quality, defect-free layers and maintaining cost-effective scalability remain critical research challenges [
12].
Despite these advancements, several critical research gaps remain unresolved. Traditional epitaxial growth techniques struggle to achieve uniform defect-free layers at large scales, posing a major limitation for commercial WBG semiconductor adoption. P-type doping in UWBG materials such as Ga
2O
3 and Diamond remains a significant challenge, restricting their integration into next-generation power electronics [
13,
14]. Furthermore, the environmental footprint of epitaxial growth methods remains a concern, with high energy demands and chemical waste disposal issues requiring urgent attention.
While past reviews have explored the fundamental properties and performance improvements of WBG semiconductors, few have systematically examined the integration of sustainable manufacturing approaches and Industry 4.0-driven optimizations. This review differentiates itself by evaluating the sustainability of epitaxial growth techniques, including low-energy processing and AI-driven defect detection. The paper assesses the environmental impact of WBG semiconductor fabrication, highlighting strategies for waste reduction, energy efficiency, and material recycling. It further examines the role of Industry 4.0 in semiconductor manufacturing, focusing on automated process control, predictive maintenance, and digital twin simulations for enhanced scalability.
By addressing these critical gaps, this review provides a comprehensive roadmap for the future of sustainable WBG semiconductor epitaxy, emphasizing the need for scalable, eco-friendly, and cost-effective synthesis methods. The findings presented here will serve as a guiding framework for researchers, policymakers, and industry stakeholders seeking to advance the next generation of WBG semiconductor technologies.
2. Wide Bandgap Semiconductor Fundamentals
2.1. Overview of Wide Bandgap Semiconductors
Semiconductors are materials that have a conductivity between conductors (generally metals) and insulators (such as ceramics). Wide-bandgap (WBG) semiconductors are materials with bandgaps significantly larger than traditional semiconductors like silicon. A semiconductor is defined by its ability to conduct electricity under certain conditions, such as doping, thermal and optical excitation. These conditions are significantly influenced by bandgap (Eg)—the energy difference between the conduction band minimum (the bottom of the conduction band), Ec, and the valence band maximum (the top of the valence band), Ev, expressed as Eg = Ec − Ev [
15]. It is often expressed in electrovolts (eV). This bandgap is crucial in determining a semiconductor’s electrical, optical, and thermal properties, influencing its applications in electronics and photonics. In terms of electrical conductivity, if electrons in the valence band are provided with energy greater than the bandgap energy (from thermal energy or electrical energy), they can get excited and occupy energy levels in the conduction band, allowing them to participate in electrical conduction. For Optical properties, the bandgap determines the wavelength of light that a semiconductor can absorb or emit [
13]. Photons with energy less than the bandgap cannot be absorbed, while photons with energy greater than the bandgap can excite electrons across the gap, creating electron-hole pairs. For doping, the addition of impurities changes the bandgap and Fermi level of the semiconductor, allowing control over its electrical properties [
1]. Doping is essential for creating p-n junctions in devices like diodes and transistors. The relationship between doping and the energy band gap, resistivity, and mobility of semiconductors underscores the importance of doping in optimizing device performance [
16]. Techniques such as selective-area doping and novel methods like photoinduced electron doping in graphene have emerged, allowing for precise control over the doping process and creating stable p-n junctions [
17,
18].
Wide-bandgap semiconductors are a class of semiconductors with bandgaps larger than 3 eV. Some examples include Silicon Carbide (SiC), Gallium Nitride (GaN), and Aluminum Nitride (AlN). These materials have higher breakdown electric fields, higher thermal conductivity, and higher maximum operating temperatures compared to traditional semiconductors like silicon (Si) and gallium arsenide (GaAs). WBG semiconductors’ larger bandgap enables them to operate at higher voltages, temperatures, and frequencies [
1], making them ideal for power electronics and high-efficiency applications [
19,
20]. Other advantages of WBG semiconductors also include lower on-resistance, higher switching speed in power devices, and increased radiation hardness. Their unique properties allow for reduced energy losses and improved performance in various technologies, including renewable energy systems and electric vehicles [
1,
21,
22], where they can improve power density and operating temperatures. The significance of WBG materials lies in their potential to enhance energy efficiency and performance in modern electronic devices [
23]. However, challenges in cost, packaging, reliability, and manufacturing remain that need to be addressed for widespread adoption in automotive and other industries [
22]. Wider bandgaps also make growing high-quality crystals more challenging and achieve efficient doping. Nonetheless, WBG semiconductors enable new applications in power electronics, RF/microwave electronics, and optoelectronics.
Ultra-wide bandgap (UWBG) semiconductors represent a specialized category within wide-bandgap (WBG) semiconductors, characterized by even larger bandgaps than traditional semiconductors. UWBG semiconductors, such as Gallium Oxide (Ga
2O
3), β-Ga
2O
3, Diamond, and Aluminum Gallium Nitride (AlGaN), with bandgaps exceeding 3 eV, further enable them to function effectively at elevated voltages, temperatures, and frequencies, which is a significant advantage over silicon’s 1.1 eV bandgap. These properties facilitate advancements in optoelectronics and high-temperature applications [
23,
24]. The increased bandgap in UWBG materials improves efficiency and expands the operational range, thereby addressing the limitations of traditional semiconductors in demanding environments [
23,
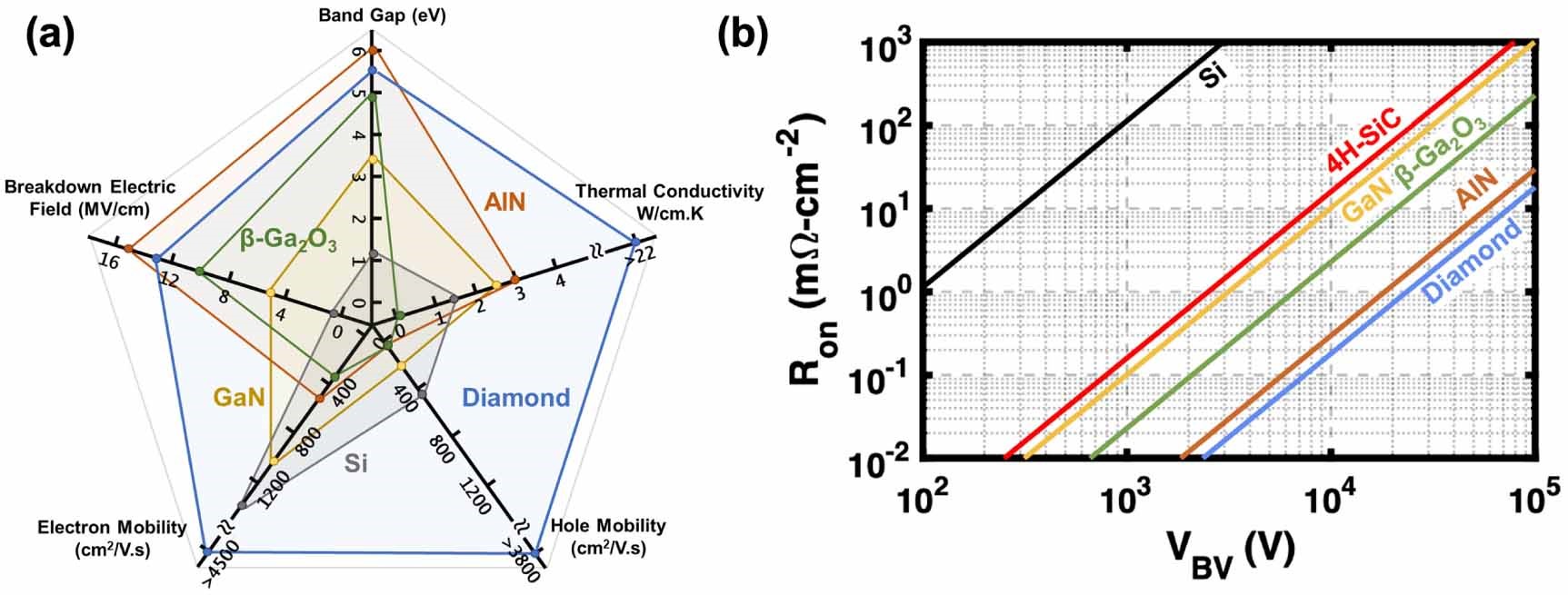
25]. The electronic properties of WBG and UWBG materials are listed in and illustrated in .
. (<b>a</b>) Material properties of U/WBG semiconductors presented in a spider chart; (<b>b</b>) The theoretical BFOM of 4H-SiC, GaN, AlN, Diamond, and β-Ga<sub>2</sub>O<sub>3</sub> materials compared to Si [
1,
26].
.
Properties of wide bandgap semiconductors [21].
| Property |
4H-SiC |
GaN |
ZnO |
In2o3 |
IGZO |
Ga2O3 |
Diamond |
AlN |
| Bandgap (eV) |
3.3 |
3.4 |
3.37 |
3.7 |
3.5 |
4.9 |
5.5 |
6.0 |
| Breakdown field (MV/cm) |
3.1 |
4.9 |
0.01 |
NA |
2.7 |
10.3 |
4.4 |
15.4 |
| Sat. velocity (107cm/s) |
2.2 |
1.4 |
3.2 |
0.25 |
0.8 |
1.8 |
1.5 |
1.6 |
| Thermal conductivity (WmK−1) |
490 |
230 |
50 |
2.2 |
1.4 |
13 |
2200 |
320 |
| Johnson FOM ratio vs. Si |
278 |
1089 |
NA |
NA |
NA |
2844 |
81,000 |
7744 |
| Baliga FOM ratio vs. Si |
712 |
3170 |
10 |
NA |
3.7 |
4125 |
62,954 |
38,181 |
| Tunneling eff. Mass (mo) |
NA |
0.15 |
0.24 |
0.40 |
0.34 |
0.31 |
0.69 |
NA |
| Melting point (°C) |
2730 |
2500 |
1975 |
1910 |
850 |
1700 |
3550 |
2830 |
| Thermal budget |
High |
High |
Low |
Low |
Low |
High |
High |
High |
| CMOS demonstration status |
Cree 2006 |
HRL 2016 |
NA |
NA |
NA |
NA |
NA |
NA |
Proposed methods for quantifying the suitability of semiconductor materials for great potential in microelectronics applications is by the Three figure-of-merits (FOMs), which include Johnson’s FOM (JFOM), Keyes’ FOM (KFOM), and the Baliga’s FOM (BFOM) [
27,
28,
29,
30]. JFOM is used to evaluate the suitability of semiconductor materials in high-frequency power devices, which is defined as: JFOM = $$\frac{E_{b} \cdot \nu_{s}}{2 \pi}$$ where
Eb is the breakdown field, and $$\nu_{s}$$ is the saturated drift velocity [
29,
30]. KFOM is used to evaluate the thermal limitation of the switching behavior of the semiconductor microelectronic devices, which is defined as: $$\sigma_{t h e r m a l}$$. $$\left( \frac{c \cdot \upsilon_{s}}{4 \pi \epsilon} \right)^{\frac{1}{2}}$$ , where σ is the thermal conductivity,
c is the velocity of light in free space, and
ε is the relative permittivity [
28,
30]. A simple method to quantify a device’s suitability for power applications (specifically low-frequency unipolar power switching) is by the Baliga figure of merit [
30] (
Equation (1),
Equation (2) [
31]).
where:
VB is the breakdown voltage,
R
on,sp is the specific on-resistance,
ε is the permissivity,
μ is the carrier mobility, and
EG is the bandgap.
Baliga’s Figure-of-Merit (BFOM) is a crucial metric for evaluating semiconductor materials for high-power and high-frequency applications. BFOM assesses the theoretical limits of a material’s performance in terms of on-resistance and efficiency. BFOM is based on parameters like materials’ mobility (
µγ), permittivity (
εγ), voltage breakdown (
VB), and bandgap (
EG)—(
Equation (1) and
Equation (2)). These equations are applied to compute the BFOM, which compares these materials based on the on-resistance per unit area, highlighting their suitability for high-performance power electronics. As illustrated in
b, advanced wide-bandgap (WBG) materials, such as 4H-SiC, GaN, β-Ga
2O
3, AlN, and Diamond, outperform silicon (Si) in BFOM. These materials can achieve significantly higher breakdown voltages at lower on-resistance per square centimeter than Si, enhancing their power-handling capability and efficiency. This capability is critical in next-generation power converters, as it reduces switching and conduction losses by offering higher speeds and lower on-resistances, respectively. The critical electric field strength, closely linked to the material’s bandgap, greatly influences BFOM. Materials with higher bandgaps tend to support stronger electric fields, allowing them to block higher voltages with minimal losses in the on-state. Thus, WBG materials’ superior BFOM values make them attractive for power devices, making them promising candidates for advanced power and energy applications.
2.2. Properties and Significance of Wide-Bandgap Semiconductors
Wide and Ultrawide-bandgap (WBG and UWBG) semiconductors exhibit superior properties that enhance their performance in high-power applications. Their high thermal conductivity (κ) allows for efficient heat dissipation, maintaining device reliability under high currents and voltages [
31]. WBG materials like GaN and SiC possess high breakdown voltages, enabling operation at elevated voltages without failure, which is essential for power electronics [
32,
33]. Their high electron mobility facilitates faster switching speeds, improving overall efficiency in electronic devices [
21,
33]. These properties position WBG and UWBG semiconductors as pivotal in advancing modern electronic technologies, particularly in power electronics, RF devices, and optoelectronics, where they offer reduced conduction losses and enhanced thermal stability [
1,
21].
High thermal conductivity in WBG semiconductors, such as SiC and GaN, enhances their performance in power electronics by allowing efficient heat dissipation. This capability supports operation at elevated temperatures and higher switching frequencies, improving the efficiency and compactness of power conversion systems [
33]. Research suggests that WBG materials with thermal conductivities exceeding 400 W/m·K minimize temperature rise in power devices, ensuring reliability and performance [
34]. Moreover, advancements in nanowire-based thermal management solutions open new possibilities for high-performance applications [
35]. However, challenges remain in packaging technologies, as inadequate designs may limit the benefits of high thermal conductivity [
36].
Breakdown voltage is a critical parameter influencing the performance and reliability of semiconductor devices, particularly in power electronics. It defines the maximum voltage a semiconductor can withstand before electrical breakdown, a key factor in preventing leakage currents and device failure. Various structural innovations enhance breakdown voltage, such as trench MOSFETs with edge termination regions, which effectively manage electric fields [
37]. Materials like GaN exhibit superior breakdown voltage capabilities due to their larger bandgap, allowing higher electric field strengths without breakdown [
38]. Additional techniques, including passivation layers and optimized defect densities, further improve breakdown voltage by reducing leakage currents [
38].
High electron mobility is essential for fast switching and efficient power conversion. Enhanced mobility enables high-frequency applications and better device responsiveness [
39]. High Electron Mobility Transistors (HEMTs) optimize current flow, enhancing device performance [
40]. Advanced oxide heterostructures have demonstrated mobilities exceeding 3.5 × 10
6 cm
2/Vs, enabling the exploration of quantum phenomena and reducing resistance without increasing carrier density [
41]. Plasmonic waveguides driven by light pulses present potential breakthroughs in ultrafast electronic circuits [
42].
2.3. Examples of Wide-Bandgap Semiconductors
2.3.1. Silicon Carbide (SiC)
4H-Silicon Carbide (4H-SiC) is a prominent wide bandgap semiconductor known for its exceptional properties, making it suitable for various high-performance applications. It features a bandgap of 3.3 eV and a high breakdown field of 3.1 MV/cm, which contributes to its effectiveness in power electronic devices capable of operating at high voltages and temperatures [
43,
44]. The material exhibits a high saturation velocity of 2.2 × 10
7 cm/s and an impressive thermal conductivity of 490 W/m·K, enhancing its thermal management capabilities [
45]. 4H-SiC is increasingly utilized in radiation detection, particularly in harsh environments, due to its high radiation resistance and efficient charge transport mechanisms [
44]. Its mechanical and acoustic properties make it an excellent candidate for Micro-Electro-Mechanical Systems (MEMS) applications [
46]. The material’s high melting point of 2730 °C further underscores its robustness in extreme conditions [
45]. 4H-SiC’s unique combination of electrical, thermal, and mechanical properties () positions it as a leading material in advanced electronic and sensor technologies. SiC is typically synthesized using vapor phases epitaxy techniques such as metal-organic chemical vapor deposition (MOCVD) and Hydride vapor phase epitaxy (HVPE). These methods allow for high-quality crystal growth essential for device performance [
1,
2].
2.3.2. Gallium Nitride (GaN)
Gallium Nitride (GaN) is a wide bandgap semiconductor with a bandgap of 3.4 eV, high breakdown field strength of 4.9 MV/cm, and excellent thermal conductivity of 230 W/m·K, making it ideal for high-power and high-frequency applications [
47,
48]. GaN High Electron Mobility Transistors (HEMTs) are particularly notable for their high electron mobility and saturation velocity of 1.4 × 10
7 cm/s, which enables efficient operation in demanding environments such as military systems and telecommunications [
48,
49]. Typical applications include radio frequency amplifiers, high-voltage power electronics, and LiDAR drivers, where their ability to handle high temperatures and voltages is crucial [
49,
50]. Despite their advantages, GaN devices face challenges such as reliability issues and thermal management, which require advanced design and fabrication techniques [
50,
51]. GaN’s unique properties () position it as a leading material in next-generation electronic devices. GaN is synthesized using vapor phases epitaxy techniques such as metal-organic chemical vapor deposition (MOCVD) and Hydride vapor phase epitaxy (HVPE). These methods allow for high-quality crystal growth essential for device performance [
1,
2].
2.3.3. Aluminum Gallium Nitride (AlGaN)
AlGaN (Aluminum Gallium Nitride) is a semiconductor material known for its wide bandgap, typically ranging from 3.4 eV to over 4 eV depending on the aluminum content, which makes it suitable for high-power and high-frequency applications [
52,
53]. It exhibits a high breakdown field (up to 3 MV/cm), enabling devices to operate under extreme conditions [
53]. The saturation velocity of AlGaN is notably high, reaching values around 2.5 × 10
7 cm/s, which is advantageous for fast electronic devices [
52]. AlGaN has good thermal conductivity, making it effective for heat dissipation in power electronics [
52]. Typical applications of AlGaN include high electron mobility transistors (HEMTs) used in RF power amplifiers, optoelectronic devices, and sensors, particularly in military and telecommunications sectors, due to their robustness and efficiency [
48,
54]. The material’s melting point is approximately 2000 °C, and it has demonstrated compatibility with CMOS technology, although challenges remain in thermal budget management [
52]. AlGaN’s unique properties position it as a critical material in advancing modern electronic and optoelectronic devices. AlGaN is often grown using MOCVD, which allows for precise control over composition and thickness, which is crucial for high electron mobility transistors (HEMTs) [
54].
2.3.4. Diamond
Diamond is a remarkable semiconductor material characterized by its ultra-wide bandgap of approximately 5.5 eV, high thermal conductivity (up to 2200 W/m·K), and exceptional mechanical properties, including the highest hardness and Young’s modulus. These properties make diamond suitable for high-power and high-frequency applications, such as Schottky barrier diodes (SBDs) and field-effect transistors (FETs) in power electronics, where it can handle high breakdown fields (up to 20 MV/cm) and high current densities (60 kA/cm
2) [
55,
56]. Diamond’s unique characteristics () enable its use in optoelectronic devices, including ultraviolet detectors and sensors, due to its high optical transmittance and exciton binding energy [
56]. One-dimensional diamond nanostructures exhibit enhanced properties, making them ideal for applications in micro/nano-electromechanical systems (MEMS/NEMS) and quantum technologies [
57,
58]. Despite challenges in doping for n-type conductivity, ongoing research continues to explore innovative applications and device structures for diamonds [
59]. Chemical vapor deposition (CVD) is the primary method for diamond synthesis, enabling the production of high-purity, single-crystal diamonds suitable for electronic applications [
58].
2.3.5. Gallium Oxide (Ga
2O
3)
Gallium Oxide (Ga
2O
3) is an ultrawide-bandgap semiconductor with a bandgap ranging from 4.5 to 4.9 eV, making it suitable for high-power and high-voltage applications due to its ability to withstand high-breakdown fields (up to 10.3 MV/cm) and elevated temperatures [
60,
61]. Its high saturation velocity (1.8 × 10
7 cm/s) and thermal conductivity (13 W/m·K) further enhance its performance in electronic devices [
61,
62]. Ga
2O
3 is particularly promising for power electronics, including high-voltage rectifiers and inverters, due to its superior Baliga’s figure of merit (BFOM) of 4125 (), which is significantly higher than that of silicon and other semiconductors [
61,
63]. Ga
2O
3 is being explored for optoelectronic applications, such as UV photodetectors and neuromorphic computing, leveraging its sensitivity to UV-C light and resistive switching properties [
62,
64]. However, challenges remain, particularly in achieving effective p-type doping and managing thermal limitations [
63]. Melt-based techniques like edge-defined film-fed growth (EFG) are used for Ga
2O
3, offering cost-effective production of large-area substrates [
64]. Combined Hydride Vapor Phase Epitaxy (HVPE) and ammonothermal growth are crucial for advancing Ga
2O
3 applications in power electronics and optoelectronics. These methods enable the growth of metastable phases like α- and ε-Ga
2O
3, which exhibit superior properties compared to β-Ga
2O
3, including a larger bandgap and higher breakdown field [
65]. While HVPE allows Ga
2O
3 growth on diverse substrates [
66] and offers precise doping control [
11,
67], challenges remain in stabilizing these phases across different techniques [
67].
2.4. Challenges and Emerging Solutions in Ultrawide-Bandgap and Wide-Bandgap Semiconductors
2.4.1. Limitation of P-Type Doping in Ga
2O
3 and Diamond
One of the most significant challenges in ultrawide-bandgap (UWBG) semiconductors, particularly in gallium oxide (Ga
2O
3) and diamond, is the difficulty in achieving stable p-type doping. Unlike conventional semiconductors, these materials exhibit deep acceptor levels, which hinder efficient hole conduction and limit their applicability in bipolar devices [
13,
68]. In Ga
2O
3, commonly investigated p-type dopants such as nitrogen and zinc introduce deep acceptor levels far from the valence band maximum (VBM), resulting in low hole concentrations and poor conductivity [
69,
70]. Similarly, boron-doped diamond suffers from self-compensation effects, where native defects counteract doping, leading to inefficient hole conduction [
70].
To overcome these limitations, co-doping strategies and defect compensation techniques have been explored. Co-doping, where multiple dopants are introduced simultaneously, has shown promise in Ga
2O
3 by reducing ionization energy and enabling shallower acceptor states [
69,
70]. For instance, co-doping with nitrogen and zinc has improved p-type conductivity, while in diamond, co-doping with boron and hydrogen has been explored to enhance hole mobility [
70]. Defect compensation strategies, such as controlling oxygen partial pressure during growth or annealing in a nitrogen-rich environment, have been successful in reducing native defects and enhancing acceptor ionization in Ga
2O
3 [
69,
71].
2.4.2. Substrate Compatibility Issues and Lattice Mismatch
Another major challenge in UWBG materials is substrate compatibility, as lattice mismatches between the epitaxial layer and substrate induce strain, high defect densities, and poor interface quality. For instance, Ga
2O
3 grown on sapphire suffers from a lattice mismatch of nearly 12%, resulting in high dislocation densities that degrade material performance [
68,
72]. Similarly, diamond grown on silicon exhibit a lattice mismatch of 31%, leading to interface stress and potential device failure under thermal cycling [
73,
74].
To mitigate these issues, strain engineering, buffer layers, and alternative substrate materials have been developed. The use of thin Al
2O
3 buffer layers in Ga
2O
3-on-sapphire systems helps reduce lattice mismatch and improve epitaxial quality [
75,
76]. Similarly, in GaN-on-SiC, an AlN buffer layer has proven effective in minimizing defects and improving device performance [
75,
77]. Efforts to grow Ga
2O
3 on single-crystal diamond substrates have demonstrated potential in improving crystal quality and thermal conductivity [
75,
76].
2.4.3. Thermal Challenges and Self-Heating Effects
Thermal management remains a critical limitation in UWBG materials, particularly in high-power applications where self-heating effects degrade device efficiency and longevity. Ga
2O
3, despite its attractive electronic properties, has low thermal conductivity (~10 W/m·K), leading to high junction temperatures and accelerated degradation [
77,
78]. In contrast, diamond, with its exceptional thermal conductivity (~2000 W/m·K), experiences thermal boundary resistance at heterointerfaces, limiting heat dissipation [
73,
74].
Researchers are exploring diamond heat spreaders and high-thermal-conductivity substrates to address these thermal challenges. The integration of diamond as a heat spreader in Ga
2O
3 devices has demonstrated significant temperature reductions, enhancing performance and reliability [
79,
80]. Adopting SiC and diamond substrates for GaN and Ga
2O
3 growth improves overall thermal management, reducing self-heating effects and increasing power efficiency [
74]. Innovations in vertical device architectures and double-sided cooling strategies have also been explored, with vertical FinFET structures reducing operating temperatures in Ga
2O
3 devices by up to 17.3% compared to conventional FinFETs [
79].
2.4.4. Future Directions and Emerging Trends
While challenges persist, significant progress has been made in addressing p-type doping, substrate compatibility, and thermal issues in UWBG semiconductors. The development of novel doping techniques, such as co-doping and defect compensation, is enabling improved carrier concentrations and conductivity. In parallel, advances in strain engineering, buffer layers, and new substrate materials are mitigating lattice mismatch effects, enhancing device scalability and integration. Thermal management solutions, including diamond heat spreaders, high-thermal-conductivity substrates, and innovative device architectures, continue to push the boundaries of UWBG semiconductor performance.
Moving forward, research efforts must focus on optimizing growth conditions, doping methodologies, and thermal management strategies to unlock the full potential of UWBG materials for next-generation power electronics and optoelectronic applications.
3. Epitaxial Growth Techniques
3.1. Molecular Beam Epitaxy (MBE)
Molecular Beam Epitaxy (MBE) is a sophisticated physical vapor deposition technique that enables the fabrication of semiconductor materials with atomic precision, allowing meticulous control over layer thickness and composition. MBE operates in ultra-high vacuum (UHV) conditions, typically between 8−10 and 10−12 Torr, which are essential for precisely regulating the composition and morphology of deposited layers, thus optimizing the electronic and optoelectronic properties of the materials. This process involves the deposition of atoms or molecules from a vapor phase onto a heated crystalline substrate, creating high-quality crystalline structures with minimal defects [
81,
82,
83].
MBE allows for the growth of layers with atomic-layer control, enabling the creation of structures with abrupt interfaces and tailored doping profiles [
83]. This method is particularly advantageous for fabricating complex semiconductor heterostructures and engineering band gaps essential for wide bandgap (WBG) semiconductors. Materials like Gallium Nitride (GaN), Silicon Carbide (SiC), and Aluminum Gallium Nitride (AlGaN) are commonly grown using MBE due to their wide bandgaps, high breakdown fields, and high electron saturation velocities, making them ideal for high-power, high-frequency, and high-temperature electronic devices [
8,
84].
A key feature of MBE is the use of Reflection High-Energy Electron Diffraction (RHEED) for real-time growth monitoring, enabling precise adjustments during deposition to maintain optimal conditions for layer formation [
84]. MBE’s growth mechanisms support the formation of two-dimensional thin films, one-dimensional nanorods, and zero-dimensional quantum dots, allowing complete carrier confinement on both lattice-matched and lattice-mismatched substrates [
85].
3.1.1. MBE Technique Process
In MBE, high-purity materials like gallium and arsenic are heated in effusion cells or electron-beam evaporators until they sublime, creating atomic or molecular beams. These beams travel through the vacuum chamber and condense onto the heated substrate, forming epitaxial layers one atomic layer at a time [
83]. This precise control over atomic-layer growth ensures high-quality, clean interfaces and enables the fabrication of complex semiconductor heterostructures with minimal defects.
The MBE process is governed by several kinetic processes, including adsorption, desorption, surface diffusion, migration, incorporation, and decomposition of reactive atoms or molecules on the heated substrate [
85]. Real-time monitoring techniques like RHEED provide feedback on surface structure and growth rates, allowing adjustments to beam intensities and substrate temperature to optimize layer formation [
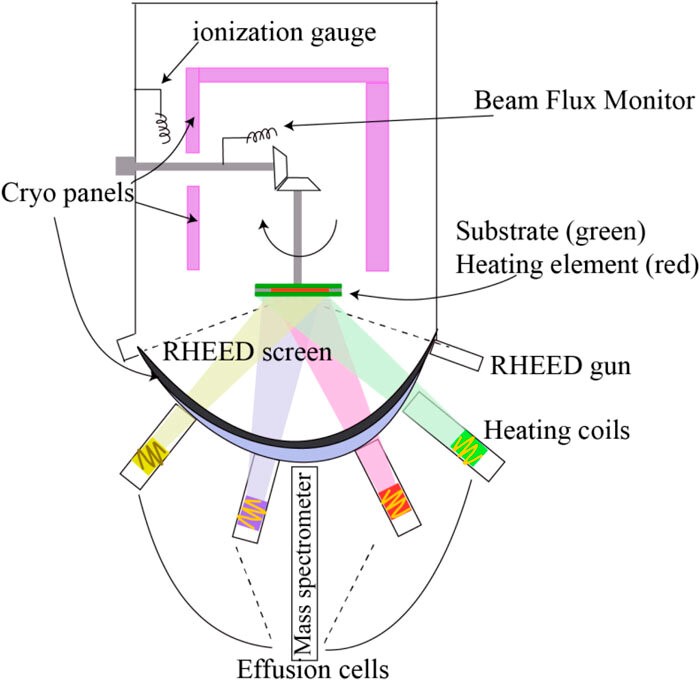
84]. The schematic diagram of MBE is shown in . The growth mechanisms in MBE enable the formation of two-dimensional thin films, one-dimensional nanorods, and zero-dimensional quantum dots, which are capable of complete carrier confinement on both lattice-matched and lattice-mismatched substrates [
85].
. Schematic diagram of a Molecular Beam Epitaxy (MBE) system. The system operates under ultra-high vacuum (UHV) conditions, utilizing effusion cells for atomic beam generation, a heated substrate for epitaxial growth, and RHEED for real-time surface structure and growth rate monitoring [
86].
3.1.2. MBE Advantages, Applications, and Challenges
MBE offers several advantages, including its ability to create high-quality epitaxial films with atomic precision, defect-free layers, and tailored doping profiles [
86]. Its low-temperature processes mitigate autodoping issues and support the fabrication of complex structures like quantum wells and superlattices essential for III–V semiconductors and wide-bandgap materials like GaN [
85,
87].
However, MBE also faces challenges. Its slow growth rate, typically between 0.01 and 0.3 μm/min, limits scalability for mass production. The requirement for costly UHV systems adds to its limitations, and surface contamination or structural defects can compromise epitaxial layer quality [
87].
Despite these limitations, MBE remains crucial in semiconductor fabrication and research. It plays a key role in developing devices like light-emitting diodes (LEDs), lasers, solar cells, and high-electron-mobility transistors (HEMTs). Its ability to create high-purity heterostructures makes it indispensable in advanced research areas, including nanotechnology and quantum computing [
88,
89]. As the demand for high-performance electronic devices grows, MBE continues to drive industrial and academic advancements in semiconductor technology and material science.
3.2. Chemical Vapor Deposition (CVD) or Epitaxial Chemical Vapor Deposition (E-CVD)
Chemical Vapor Deposition (CVD) is a versatile technique employed for the deposition of thin films and nanostructures, crucial in various technological applications such as electronics and photovoltaics. CVD operates through chemical reactions in the vapor phase, allowing precise control over film properties, which is essential for enhancing the quality and uniformity of deposited materials [
90,
91]. Variants like Plasma-Enhanced CVD (PECVD) and Hot-Filament CVD (HFCVD) are notable for their effectiveness in growing materials like diamond and silicon carbide (SiC). Microwave plasma CVD, for instance, achieves high nucleation densities for diamond films on SiC substrates by optimizing parameters like methane concentration and substrate temperature [
91].
PECVD enhances the traditional CVD process by utilizing plasma energy to drive chemical reactions at lower temperatures compared to thermal CVD methods, making it advantageous for temperature-sensitive substrates. HFCVD employs a heated filament to thermally decompose precursor gases, facilitating efficient and cost-effective deposition of materials like diamonds. Advancements in CVD technology continue to enable the synthesis of high-purity thin films, including 2D materials, while addressing challenges related to process control and scalability [
92].
3.2.1. Chemical Vapor Deposition Process
CVD is a sophisticated process where vapor-phase precursors react chemically on or near a heated substrate, leading to the deposition of solid films. The process typically involves three stages: heating, reaction, and cooling. The reaction chamber is heated to a predetermined temperature, vaporizing the precursors. During the reaction stage, these precursors undergo surface reactions, diffusion, and desorption, with temperature control being crucial for uniform film thickness and quality [
89]. The deposition occurs at high temperatures (900–1400 °C) under low pressure, optimizing the Gibbs free energy for solid formation [
90,
93].
PECVD uses radio frequency (RF) energy to ionize precursor gases, creating reactive species that facilitate film deposition at lower temperatures. HFCVD, on the other hand, uses a heated filament to decompose precursor gases, promoting efficient material breakdown and uniform deposition. A schematic diagram of PECVD and HFCVD is shown in .
. Schematic diagrams of Chemical Vapor Deposition (CVD) systems. (<b>a</b>) Hot Filament CVD (HFCVD) system, where a heated filament decomposes precursor gases for uniform film deposition; (<b>b</b>) Plasma-Enhanced CVD (PECVD) system, utilizing plasma generated by a microwave source to enhance chemical reactions at lower substrate temperatures. Both systems enable the deposition of high-quality thin films for advanced material applications [
93].
3.2.2. CVD Advantages, Applications, and Challenges
CVD techniques offer significant advantages in semiconductor manufacturing, particularly in the growth and fabrication of high-quality thin films. CVD allows precise control over film composition and thickness, enabling the production of materials with tailored properties essential for advanced applications such as 2D materials and polymeric films [
92]. The method’s scalability and repeatability make it suitable for industrial applications, including solar cells and water filtration systems [
94].
Specific CVD variants like PECVD enhance deposition rates and support lower temperature processing, which is crucial for temperature-sensitive substrates. HFCVD provides improved film adhesion and uniformity, making it advantageous for complex geometries in semiconductor devices [
95]. CVD techniques are integral to advancing semiconductor technology through their versatility and efficiency. A comparison of the variant CVD is shown in .
Plasma-enhanced CVD and hot-filament CVD are pivotal for growing semiconductor materials like diamond and SiC, which are essential for high-performance power electronics. Diamond’s ultra-wide bandgap (5.47 eV) and exceptional thermal conductivity make it promising for high-power applications, including Schottky barrier diodes and field-effect transistors (FETs) that operate at elevated temperatures [
56,
96]. HFCVD has advanced single-crystal diamond production, achieving growth rates over 10 µm/h while addressing challenges like filament contamination and doping for improved crystallinity [
96]. SiC, known for its high breakdown voltage and thermal stability, is suitable for high-voltage applications [
97].
Despite its advantages, CVD faces challenges impacting its efficacy and cost-effectiveness. High precursor costs limit process scalability, especially in integrated circuit manufacturing, where cost efficiency is crucial [
98]. Achieving uniform film deposition remains complex due to the interactions between gas-phase and surface reactions, leading to potential variations in film quality [
99,
100]. Precise temperature control is essential, as deviations can trigger unwanted chemical reactions, affecting film characteristics. The opaque nature of CVD reactors further complicates optimization for consistent results [
99]. Addressing these challenges is vital for advancing CVD technologies.
.
Comparison of Different CVD Variants and Applications.
| Characteristic |
Plasma-Enhanced CVD (PECVD) |
Hot-Filament CVD (HFCVD) |
Low-Pressure CVD (LPCVD) |
High-Temperature CVD (HTCVD) |
Metal-Organic CVD (MOCVD) |
Atmospheric Pressure CVD (APCVD) |
| Application |
Diamond films |
SiC layers |
Si nanostructures |
SiC for power electronics |
Compound semiconductors |
General coatings |
| Deposition Rate |
Moderate to high |
Moderate |
High |
Variable |
Moderate |
Variable |
| Deposition Temperature |
Low (100–300 °C) |
High (800–1200 °C) |
Moderate to high (400–800 °C) |
Very high (above 1200 °C) |
Moderate to high (300–700 °C) |
Ambient |
| Pressure |
Low to atmospheric |
Atmospheric |
Low |
High |
Low to atmospheric |
Atmospheric |
| Advantages |
High quality, low temperature |
Cost-effective, scalable |
Uniformity, better control |
High-quality crystals |
Precise composition control |
Simplicity and low cost |
| Disadvantages |
Equipment complexity |
High temperature requirements |
Longer deposition times |
Energy-intensive |
Toxic precursor materials |
Limited control over thickness |
| Cost |
Moderate to high |
Moderate |
Moderate |
High |
High |
Low |
| Film Quality |
Excellent uniformity |
Good crystalline quality |
High uniformity and purity |
Exceptional crystal quality |
Excellent film properties |
Variable quality |
3.3. Metal-Organic Chemical Vapor Deposition (MOCVD)
Metal-Organic Chemical Vapor Deposition (MOCVD) is a critical chemical process utilized for the deposition of thin layers of semiconductor materials, particularly in the mass production of compound semiconductors like Gallium Nitride (GaN) and transition metal dichalcogenides (TMDs). This technique allows precise control over growth conditions, including precursor flux and reactor geometry, essential for achieving high-quality thin films with uniformity and desired properties [
100]. MOCVD is advantageous because it operates at high temperatures and under chalcogen overpressures, facilitating the epitaxial growth of monolayers and heterostructures. It is widely adopted in the semiconductor industry, especially for optoelectronic devices where thin film quality directly impacts device performance and reliability [
101,
102]. MOCVD remains one of the most prevalent techniques for the scalable production of advanced semiconductor materials [
102].
3.3.1. MOCVD Technique Process
The MOCVD process for depositing GaN involves critical gas-phase chemical reactions between metal-organic precursors, such as trimethylgallium (TMG), and hydrides like ammonia (NH
3). In the reactor, TMG decomposes to release gallium, while NH
3 provides nitrogen, forming GaN on a heated substrate. The efficiency of these reactions is influenced by the flow rates of TMG and NH
3, as well as the carrier gas composition, typically a mixture of hydrogen and nitrogen, which enhances deposition rates and film uniformity [
101,
102]. Reactor design and operating conditions, including pressure and temperature gradients, significantly optimise growth processes and minimise impurities [
103]. A typical MOCVD reactor includes a gas inlet for precursors, a substrate holder for the heated substrate, and an exhaust system for byproducts, ensuring effective material deposition and removal of excess gases. The schematic diagram of MOCVD is shown in .
. Schematic of a Metal-Organic Chemical Vapor Deposition (MOCVD) reactor, illustrating its fundamental working principle. Key stages include: I—Introduction of metal-organic precursors like trimethylgallium (TMG) and hydrides such as ammonia (NH<sub>3</sub>), II—Gas-phase decomposition and chemical reactions forming gallium and nitrogen species, III—Epitaxial deposition of GaN on the heated substrate, and IV—Exhaust and removal of byproduct gases. The efficiency and uniformity of the deposited film are influenced by gas flow rates, carrier gas composition, and reactor design [
104].
3.3.2. MOCVD Advantages, Applications and Challenges
MOCVD offers significant advantages in producing materials like GaN, AlGaN, and InGaN, particularly for LEDs and solar cells. Advanced reactor designs, such as multi-wafer systems, enable simultaneous processing of multiple substrates, enhancing uniformity and deposition rates while minimizing impurities [
101,
105]. The scalability of MOCVD supports effective transitions from laboratory research to large-scale production, ensuring consistent device performance across manufacturing stages [
105]. Its versatility allows deposition on different substrates, crucial for complex structures like multi-junction solar cells, while in situ monitoring ensures precise control over growth conditions [
101].
MOCVD plays a crucial role in growing semiconductors for high-power electronics, optoelectronics, and laser diodes. It enables epitaxial growth of high-quality materials like AlGaN and Ga
2O
3, which are essential for devices such as power diodes and LEDs. MOCVD has been successfully used to fabricate AlGaN-based P-i-N and Schottky diodes, achieving impressive breakdown voltages and high on/off ratios, critical for high-power applications [
106]. It also facilitates Ga
2O
3 growth, demonstrating the high throughput necessary for commercial power and photodetector application [
107]. Optimizing growth parameters like temperature and gas composition significantly enhances laser diode efficiency and output power [
108].
Despite its advantages, MOCVD faces challenges, including high defect densities and difficulties achieving uniform layer growth. Defect densities can reach levels as high as 108 cm
−2 (), considerably higher than those achieved through Molecular Beam Epitaxy (MBE) [
109,
110]. This can limit device performance, especially in LEDs and high-power electronics where material quality is critical. Achieving uniformity is complicated by the large lattice mismatch and thermal expansion coefficient differences between GaN and silicon substrates, leading to cracking and dislocation formation. Variations in temperature, precursor flow rates, and reactor conditions can result in non-uniform thickness and composition across the wafer, affecting device yield and reliability. Safety concerns arise from the use of toxic precursors like trimethyl gallium (TMGa) and ammonia (NH
3), necessitating stringent handling protocols [
110]. Advancements in buffer layer technology and growth rate optimization continue to mitigate these issues [
109].
.
Growth Rates and Defect Density Achieved by GaN and AlGaN with MOCVD.
| Material |
Growth Rate (μm/h) |
Defect Density (cm−2) |
| GaN |
1–3 |
106–108 |
| AlGaN |
0.5–2 |
106–109 |
3.4. Hydride Vapor Phase Epitaxy (HVPE)
Hydride Vapor Phase Epitaxy (HVPE) is a prominent technique for growing AlGaN and thick gallium nitride (GaN) layers, essential for producing bulk substrates used in GaN-based devices. This method is known for its cost-effectiveness and efficiency in mass production, enabling high-quality GaN crystals with minimal non-uniformity, achieving rates as low as 1% [
111]. HVPE employs advanced reactor designs, including vertical gas injectors and high-capacity gallium precursor sources, facilitating continuous growth and enhancing reproducibility. The technique supports various doping methods, which are crucial for tailoring the electrical properties of GaN to meet specific device requirements [
112]. HVPE remains a viable solution for addressing the demand for high-quality GaN substrates, advancing nitride technology development [
113].
3.4.1. Hydride Vapor Phase Epitaxy Process
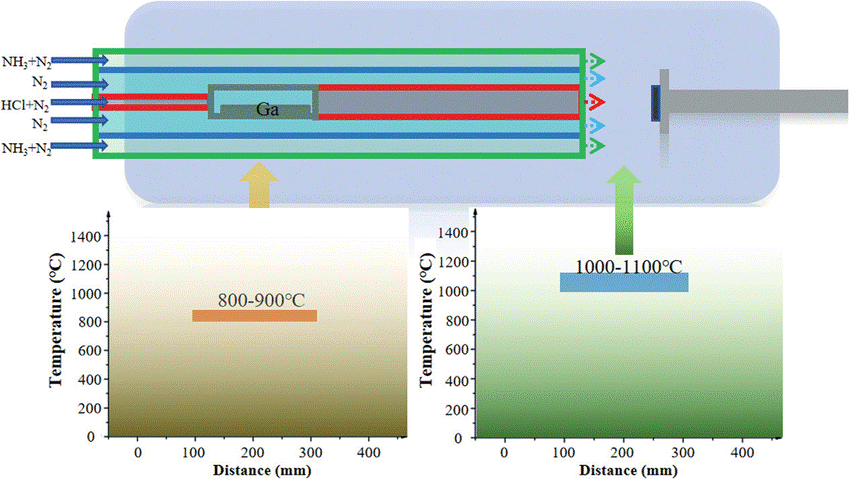
The hydride vapor phase epitaxy (HVPE) process utilizes hydrogen chloride (HCl) and metal sources, such as gallium, to synthesize gallium nitride (GaN) through a vapor-phase reaction with ammonia (NH
3). In this process, liquid gallium is introduced as a precursor and reacts with HCl gas to form gallium chloride (GaCl), which reacts with NH
3 in a high-temperature growth zone to form GaN on a substrate within a specialized growth chamber. The HVPE apparatus typically consists of a source chamber for gas mixing and a growth chamber where the deposition occurs, allowing for efficient gas flow and uniform temperature distribution, which is crucial for high-quality GaN production [
114]. The schematic diagram of HVPE is shown in . Advanced reactor designs, such as axisymmetric vertical gas injectors, enhance growth rate uniformity and scalability, enabling the production of large-diameter GaN crystals [
111]. This method is recognized for its high growth rates compared to other techniques, making it the preferred choice for mass-producing GaN substrates [
114].
. Schematic diagram of a Hydride Vapor Phase Epitaxy (HVPE) system. GaN is synthesized via the reaction of gallium chloride (GaCl), formed from liquid gallium and hydrogen chloride (HCl), with ammonia (NH<sub>3</sub>) in a high-temperature growth zone. The system features gas inlets for NH<sub>3</sub>, HCl, and N<sub>2</sub>, with distinct temperature zones (800–900 °C and 1000–1100 °C) to enable efficient and uniform GaN deposition [
115].
3.4.2. HVPE Advantages, Applications, and Challenges
Hydride Vapor Phase Epitaxy (HVPE) offers significant advantages for producing thick epitaxial layers, particularly in the growth of bulk GaN substrates essential for high-performance devices like LEDs and high-electron-mobility transistors (HEMTs). HVPE is characterized by high growth rates, which surpass those of Metal-Organic Chemical Vapor Deposition (MOCVD) and other methods, making it ideal for applications requiring substantial layer thickness [
116,
117]. The technique enables the production of large-area substrates with reduced defect concentrations, enhancing the quality of electronic-grade epitaxial films [
117]. HVPE-grown bulk GaN exhibits superior electrical properties, such as high carrier mobility and low specific contact resistivity, which are critical for the efficiency of vertical power devices [
112,
116]. HVPE’s ability to produce high-quality, thick GaN layers positions it as a pivotal method in advancing semiconductor technology.
Hydride vapor phase epitaxy (HVPE) grown GaN layers are pivotal for various applications, particularly in power devices, RF transistors, and optoelectronics. The uniformity of GaN crystal growth, influenced by the flow field in the HVPE reactor, is crucial for achieving high-quality layers essential for device performance [
118]. GaN-based high electron mobility transistors (HEMTs) exhibit superior characteristics such as low leakage current and high thermal conductivity, making them ideal for high-power and RF applications, including military and telecommunications systems [
47]. The integration of GaN with other wide-bandgap semiconductors like β-Ga
2O
3 enhances the performance of optoelectronic devices, leveraging their complementary properties for improved efficiency [
119]. Innovative substrate solutions, such as GaN-on-porous silicon, have been developed to reduce RF losses while maintaining high performance, thus broadening the applicability of GaN in advanced electronic systems [
120].
Hydride Vapor Phase Epitaxy (HVPE) faces several challenges, including high defect density, substrate bowing, and lattice mismatch during growth. High defect densities, particularly in GaAs and AlN layers, can arise from factors such as inappropriate growth conditions and substrate misorientation, leading to issues like microcrystal inclusions and spiral hillocks, which degrade surface quality [
121]. Substrate bowing is often exacerbated by thermal stresses during growth, particularly in thick layers, which can result in non-uniformities and further defects [
121]. Lattice mismatch between the substrate and the epitaxial layer can lead to dislocation formation, impacting the overall performance of devices like solar cells [
122]. Optimizing growth parameters, such as V/III ratios and growth rates, is crucial to mitigate these issues and enhance the quality of HVPE-grown materials [
122,
123].
3.5. Liquid Phase Epitaxy (LPE)
Liquid Phase Epitaxy (LPE) is a crystal growth technique where semiconductor layers are deposited from a molten solution onto a substrate, primarily used for thick layers of materials like GaAs, GaP, InP, and III-V compounds. This method enables the production of high-quality single-crystal films essential for applications such as light-emitting diodes (LEDs), laser diodes, and photovoltaic cells [
123]. LPE operates under conditions far from thermodynamic equilibrium, allowing the growth of lattice-mismatched layers with controlled composition gradients [
124]. Despite its historical prominence, LPE remains valuable for producing thick films and high-quality materials for magneto-optical devices [
125] and has recently shown potential for growing thin films at lower temperatures, enhancing its versatility.
3.5.1. LPE Technique Process
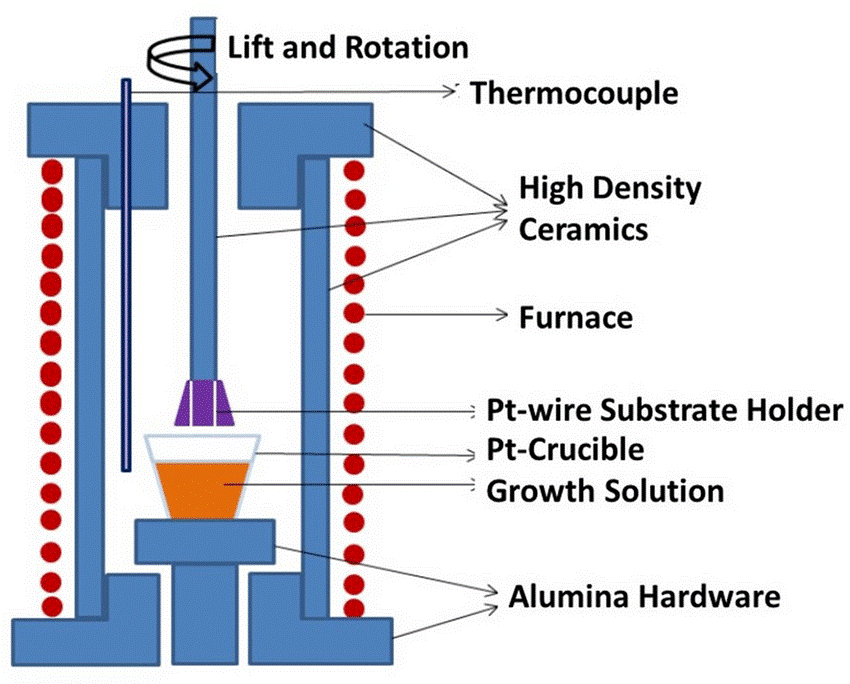
The LPE process involves heating a solution containing the desired material, such as gallium for GaAs, until it becomes molten, typically at temperatures ranging from several hundred to over 1200 °C [
123]. The substrate is dipped into the molten solution, and as the temperature decreases, a thin epitaxial layer solidifies on the substrate from the liquid phase [
124]. Precise control over temperature and melt composition ensures high-quality growth, as variations can lead to defects or non-uniform layers [
126]. Techniques like in situ monitoring and equilibrium phase diagrams help maintain optimal growth conditions [
126], enabling the production of high-purity, low-defect epitaxial layers essential for optoelectronics and semiconductor technologies [
127]. A schematic diagram of LPE is shown in .
3.5.2. LPE Advantages, Applications and Challenges
LPE is a cost-effective and straightforward method for growing thick semiconductor layers, making it attractive for optoelectronics applications such as LEDs and photodetectors. Its simplicity allows the use of relatively inexpensive equipment and low operational costs, facilitating adoption in both academic and industrial settings [
126]. LPE is well-suited for heterostructure growth, particularly III-V compounds, due to its ability to produce high-purity materials with low defect densities [
124,
127]. Its selective and equilibrium growth capability enhances its utility in creating complex multilayer structures necessary for high-efficiency devices.
LPE has been successfully applied in developing solar cells (), particularly through the integration of Ge quantum dots within GaP matrices, demonstrating improved efficiency under concentrated sunlight [
128]. The method’s ability to grow complex structures at lower temperatures makes it a cost-effective choice for multilayer semiconductor applications.
Despite its advantages, LPE faces challenges in achieving uniformity over large areas, especially for ultrathin layers, due to its limitations in controlling growth parameters compared to techniques like Molecular Beam Epitaxy (MBE) and Metal-Organic Chemical Vapor Deposition (MOCVD) [
123]. Maintaining sharp interfaces between layers is difficult due to the complex dynamics of the liquid phase, which can lead to diffusion and intermixing at boundaries, compromising structural integrity [
125]. Non-uniform thickness and composition across the substrate are common issues due to LPE’s growth rates and temperature conditions, making it less suitable for applications requiring precise layer control [
123]. In contrast, MBE and MOCVD offer superior deposition rate control and environmental conditions, enabling high-quality, ultrathin films with well-defined interfaces [
124,
129].
.
Characteristics of Materials Grown by LPE.
| Material |
Growth Rate (μm/h) |
Application |
| GaAs |
5–10 |
LEDs, solar Cells |
| InP |
1–5 |
High-Speed electronics |
. Schematic diagram of a Liquid Phase Epitaxy (LPE) system. The process involves dipping a substrate into a molten growth solution contained in a platinum crucible, where an epitaxial layer forms as the temperature decreases. Key components include a Pt-wire substrate holder, a thermocouple for precise temperature control, a high-density ceramic furnace for heating, and alumina hardware for structural support. This setup ensures uniform epitaxial growth and high-quality layer formation critical for semiconductor applications [
129].
Atomic Layer Epitaxy (ALE), a variant of Atomic Layer Deposition (ALD), is an advanced epitaxial technique that enables the deposition of materials one atomic layer at a time, achieving atomic-level precision. This method is particularly advantageous for creating ultrathin layers and nanostructures, employing self-limiting surface reactions that ensure uniformity and control over film thickness, often down to angstrom levels [
130,
131]. Initially developed for thin-film electroluminescence, ALE now encompasses a wide range of materials, including high-k dielectrics essential for modern electronics. Its ability to finely tune microstructures and chemical compositions makes it invaluable in optoelectronics, quantum information technology, and renewable energy devices [
131,
132]. ALE continues to demonstrate potential for enhancing device performance through precise control of interfaces and material properties [
132].
3.6.1. ALE Technique Process
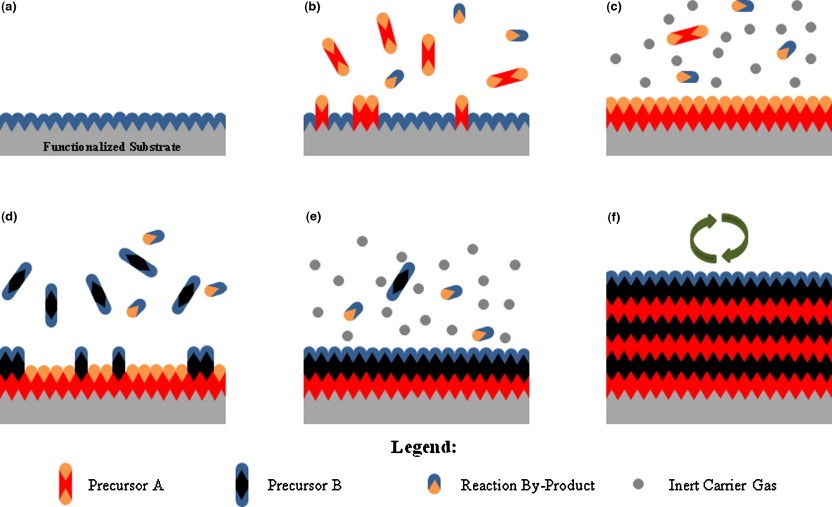
The ALE process involves a cyclic sequence of precursor introductions, depositing one atomic layer per cycle and providing exceptional film uniformity and quality. The process starts with the preparation of a clean, smooth substrate. A first gaseous precursor (Precursor A) in each cycle adsorbs onto the substrate’s surface, forming a monolayer through self-limiting adsorption. A purge step follows to remove unreacted Precursor A and excess gases. Then, a second precursor (Precursor B) reacts with the adsorbed layer to form a new atomic layer, releasing byproducts. Another purge step removes these byproducts, completing one deposition cycle. Repeating this cycle enables precise layer-by-layer growth to achieve the desired film thickness [
133]. A schematic diagram of ALE is shown in .
. Schematic diagram of the Atomic Layer Epitaxy (ALE) process. (<b>a</b>) A functionalized substrate is prepared; (<b>b</b>) Precursor A is introduced, forming a self-limiting monolayer; (<b>c</b>) Excess Precursor A and byproducts are purged; (<b>d</b>) Precursor B reacts with the monolayer; (<b>e</b>) Reaction byproducts are removed via purging; (<b>f</b>) The cycle is repeated to build the desired layer thickness with atomic precision [
134].
3.6.2. ALE Advantages, Applications and Challenges
ALE offers atomic-scale precision in film growth, enabling exceptional control over thickness and composition, which is crucial for nanostructures and superlattices. It allows for the deposition of materials with atomic-level accuracy, producing high-quality films with sharp interfaces essential for semiconductor device heterostructures [
135,
136]. ALE’s ability to create pinhole-free films across complex surfaces enhances the performance of electronic components like transistors and sensors by ensuring uniformity and conformality [
136]. Integrating ALE with other processes supports the development of advanced materials with tailored properties, advancing nanoscale engineering in applications like gas sensors and photovoltaics [
137,
138].
ALE is also critical in growing ultrathin films for high-performance transistors, quantum wells, and memory devices. It enables precise control over thickness and uniformity, which is crucial for fabricating two-dimensional materials like transition metal dichalcogenides (TMDs) and graphene, which offer superior electrical properties and scalability for commercial applications [
139,
140]. For instance, TMDs such as MoS
2 demonstrate high carrier mobility and tunable bandgaps, making them ideal for flexible electronics and non-volatile memory devices [
141,
142]. ALE’s ability to grow continuous multilayer films at low temperatures enhances the integration of these materials into existing semiconductor processes, addressing uniformity and performance challenges across large substrates [
142].
Despite its advantages, ALE faces challenges that affect its scalability for thick-layer deposition and large-scale production. A key issue is its inherently low growth rates, depositing films one atomic layer at a time, making it inefficient for applications requiring substantial material thickness [
143,
144]. Maintaining precise control over precursor gases and reactor conditions poses another challenge; variations in these parameters can lead to inconsistencies in film quality and uniformity [
144]. Meticulous gas flow and pressure management within the reaction chamber is essential, as any disturbances can introduce impurities and affect film compactness. Addressing these challenges is crucial for enhancing ALE’s viability in industrial applications [
144,
145].
3.7. Pulsed Laser Deposition (PLD)
Pulsed Laser Deposition (PLD) is an advanced thin-film deposition technique that utilizes high-energy pulsed lasers to ablate target materials, enabling the deposition of thin films onto various substrates. It is particularly beneficial for producing complex oxides, metallic films, and high-temperature superconductors due to its ability to create highly crystalline films with tailored properties. The process involves the ejection of material from a target in plasma form, which then condenses on a substrate, often a single-crystal oxide, facilitating thin-film growth [
146,
147]. PLD’s flexibility allows for the deposition of films with varying compositions and structures, making it suitable for optoelectronics, solar cells, and emerging advanced materials [
148,
149]. Recent advancements in hardware and simulation methods have enhanced its scalability and precision, improving film quality on larger substrates [
148,
150].
3.7.1. Pulsed Laser Deposition Process
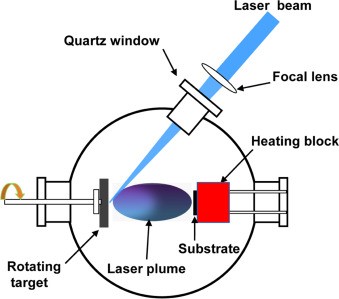
PLD is a physical vapor deposition technique that creates high-quality thin films by directing high-powered laser pulses onto a solid target. This process vaporizes the target material, forming a plasma plume of ions, atoms, and molecules condensing on a substrate within a vacuum chamber. The deposition process consists of four main stages: laser ablation, plasma expansion, material deposition, and nucleation and growth, all of which determine the film’s crystallinity and uniformity. Precise control of laser pulse energy, fluence, and target-substrate distance is essential for optimizing deposition rates and ensuring uniform film layers. A schematic diagram of PLD is shown in . Higher laser fluence increases the ablation rate but, if excessive, can cause non-uniform deposition or substrate damage [
147,
151]. The distance between the target and substrate influences plume dynamics, with an optimal distance ensuring uniform condensation, which is critical for microelectronics and nanophotonics applications () [
151]. Proper parameter adjustments are vital to achieving the desired film properties and performance [
149].
. Schematic of the Pulsed Laser Deposition (PLD) process, illustrating the key components and stages: a high-powered laser beam ablates the rotating target, forming a plasma plume that deposits material onto the heated substrate through a vacuum chamber [
152].
.
Key Parameters in Pulsed Laser Deposition.
| Parameter |
Value or Range |
Effect on Growth |
| Laser Fluence |
1–10 J/cm2 |
Controls ablation efficiency and film quality |
| Substrate Temperature |
300–800 °C |
Affects crystallinity and morphology |
| Oxygen Pressure (for oxides) |
10−6–10−2 Torr |
Determines stoichiometry in oxide films |
3.7.2. PLD Advantages, Applications and Challenges
PLD offers precise stoichiometric control of deposited films, which is essential for complex materials such as high-temperature superconductors and multilayered oxides. This technique enables accurate transfer of target material composition to the substrate, ensuring films with tailored properties that align with simulation results [
149]. It is particularly effective in growing epitaxial films on substrates with mismatched lattice parameters, which is crucial for high-quality crystalline structures in advanced applications [
147].
PLD’s versatility allows for the deposition of various materials—including metals, semiconductors, and insulators—within a single chamber, eliminating the need for extensive chemical processing and streamlining fabrication [
153]. It is widely used in growing complex oxide films such as YBCO, LaAlO
3, and SrTiO
3, which are essential for superconducting devices, photovoltaics, and thin-film transistors. The technique enables precise control over film stoichiometry and morphology, facilitating the fabrication of high-quality multilayered films and heterostructures, which are crucial for advanced microelectronics and optoelectronic devices [
152,
154]. Phase-field modeling of SrTiO
3 growth under PLD further demonstrates its ability to produce epitaxial films with desired properties, while the deposition of AZO thin films highlights the potential for crack-free structures with superior electrical and optical characteristics [
154,
155]. PLD enables the formation of nanostructures, such as quantum dots, enhancing the functionality of laser diodes and microelectronic components [
151].
However, PLD faces challenges in achieving uniform, high-quality epitaxy over large areas, particularly for complex materials. Maintaining consistent laser fluence is critical, as fluctuations can affect ablation rates, leading to target contamination and substrate damage [
154]. Key parameters such as substrate temperature and laser energy density must be optimized to mitigate these issues [
155]. Scaling up PLD for large-area deposition or high-throughput manufacturing is challenging due to the high costs of equipment and the need for precise control over deposition parameters [
149,
153]. Although innovative hardware designs and simulation methods have improved PLD’s reliability and efficiency, the inherent complexities of the process remain a barrier to widespread industrial adoption [
152,
153].
3.8. Ammonothermal Growth Techniques
Ammonothermal growth is a technique used to produce high-quality gallium nitride (GaN) crystals, essential for advanced semiconductor applications. This method utilizes supercritical ammonia as a solvent to dissolve and recrystallize GaN on a seed crystal, facilitating the formation of bulk GaN substrates with low defect densities and high structural quality. Unlike other growth techniques, ammonothermal growth enables the fabrication of native GaN substrates, which minimize lattice mismatches and defects, improving device performance [
156,
157].
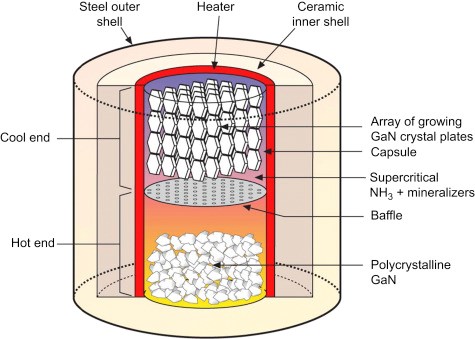
3.8.1. Ammonothermal Growth Process
The process occurs in a high-pressure autoclave (), where the GaN seed crystal is positioned to optimize growth quality. Supercritical ammonia is introduced to dissolve GaN nutrients, typically metallic Ga or polycrystalline GaN. The temperature and pressure are precisely controlled to achieve the desired solubility, with mineralizers enhancing dissolution rates [
156].
Once the GaN is dissolved, the material is transported to the lower-temperature growth region, where it recrystallizes onto the seed crystal. This temperature gradient-driven process ensures uniform deposition and high structural integrity [
158,
159]. After sufficient crystal growth, the autoclave is cooled gradually, and the resulting GaN crystal is harvested and processed into wafers for device fabrication.
. Schematic diagram of ammonothermal method [
160].
3.8.2. Ammonothermal Growth Advantages, Applications and Challenges
Ammonothermal GaN substrates are integral to optoelectronics, power electronics, and high-frequency applications. They are widely used in LEDs, laser diodes, and photodetectors, where their superior crystal quality enhances efficiency [
159]. In power electronics, GaN-on-GaN devices benefit from high breakdown voltage and thermal stability, making them ideal for high-power transistors and converters [
161,
162]. Their low defect density and high electron mobility also make them suitable for radio-frequency (RF) and microwave applications [
163,
164].
The ammonothermal method produces low-defect, high-purity GaN crystals, ensuring superior material properties for advanced semiconductor devices. Unlike other techniques, this method can be scaled up for producing large-diameter GaN wafers, reducing manufacturing costs [
158,
159,
164]. It allows for growth in multiple orientations, including polar, non-polar, and semi-polar, enabling customized device designs [
165].
Despite its advantages, ammonothermal growth has limitations. Low growth rates compared to hydride vapor phase epitaxy (HVPE) result in longer production times and increased costs. The high-pressure and high-temperature conditions require specialized autoclaves, making the process expensive and technically demanding [
166,
167]. While defect density is lower, point defects and native defects can still occur, requiring strict process control to minimize their impact [
168,
169].
3.9. EFG Growth Techniques
Edge-Defined Film-Fed Growth (EFG), also known as the Stepanov method, is a crystal growth technique widely used for producing high-quality semiconductors. This method enables the fabrication of large-area, defect-minimized crystals suitable for power electronics, optoelectronics, and photovoltaics. Unlike conventional techniques, EFG allows direct control over crystal shape and structure using a specialized die, reducing material waste and enhancing production efficiency [
170,
171].
3.9.1. EFG Growth Process
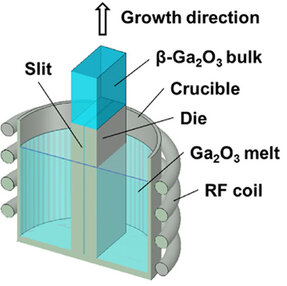
The EFG method begins with crucible preparation and material melting, where high-purity raw materials, such as gallium oxide (Ga
2O
3) or silicon, are melted at high temperatures to create a uniform molten pool [
167]. A high-temperature-resistant die, typically made of iridium, shapes the emerging crystal as molten material is fed through the die to form a thin film, which solidifies upon controlled pulling () [
172,
173].
The growth rate is precisely controlled to ensure structural uniformity and minimize defects, with typical pulling rates ranging from 2–10 mm/h for Ga
2O
3 crystals [
170,
173]. After crystallization, the material undergoes cooling and annealing to relieve internal stress and improve crystalline quality [
170,
171]. The final processing steps involve cutting and polishing the crystals into wafers for semiconductor applications [
174,
175].
. Schematic of an EFG-grown β-Ga<sub>2</sub>O<sub>3</sub> bulk crystal [
173].
3.9.2. EFG Growth Advantages, Applications and Challenges
EFG-grown crystals are extensively used in power electronics, where ultra-wide bandgap materials like Ga
2O
3 enable high-power and high-temperature operation. In optoelectronics, EFG-grown Ga
2O
3 supports the fabrication of deep-ultraviolet (DUV) detectors and LEDs due to its high crystalline quality. The method is also applied in photovoltaics, producing low-cost silicon ribbons for solar cells with efficiencies exceeding 14%. Ga
2O
3 crystals are used in sensor applications, offering high sensitivity and stability under extreme conditions [
174,
175].
The EFG method is cost-effective compared to other crystal growth techniques like Czochralski (CZ), as it minimizes material waste and enables high-yield production [
174]. The use of a die allows precise control over the solid-liquid interface, leading to high-quality crystals with low defect densities [
171,
172]. EFG is also highly scalable, making it suitable for large-area crystal growth in industrial applications. Furthermore, it offers versatility, allowing the growth of Ga
2O
3, silicon, and other semiconductor materials for diverse applications [
170,
171].
Despite its advantages, the EFG method presents several challenges. Defect control remains a significant concern, as oxygen vacancies and stacking faults can form during the growth process, requiring optimization of pulling rates and die design to minimize defects [
170,
176]. Impurity incorporation can also degrade the crystal’s optical and electrical properties, necessitating strict growth environment control and high-purity raw materials [
170,
171]. The high temperatures used in EFG introduce thermal stress, which can cause crystal cracking or warping, requiring careful annealing and cooling strategies [
170,
171]. Although EFG is scalable, further advancements are needed to increase throughput and reduce production costs for large-scale applications.
3.10. Comparative Analysis of Epitaxial Growth Techniques
Epitaxial growth techniques play a vital role in fabricating high-performance semiconductor materials, each offering unique advantages and facing distinct challenges. These methods differ in terms of growth rates, material quality, and environmental impact, making them suitable for specific applications in electronic and optoelectronic devices. The following table () provides a comparative overview of the most prominent epitaxial growth techniques, highlighting their growth rates, the quality of materials they produce, and their respective environmental implications.
.
Comparative Overview of Epitaxial Growth Techniques.
| Epitaxial Growth Method |
Growth Rate (μm/h) |
Material Quality |
Environmental Impact |
| Molecular Beam Epitaxy (MBE) |
1–18 |
High purity, atomic-layer control, minimal defects |
Requires ultra-high vacuum, costly infrastructure |
| Chemical Vapor Deposition (CVD) |
0.5–10 (varies by type) |
High uniformity and control, but defect formation is possible |
Toxic precursor materials, high energy use |
| Metal-Organic CVD (MOCVD) |
1–3 (GaN), 0.5–2 (AlGaN) |
High-quality heterostructures, scalable for mass production |
Uses toxic precursors like TMGa, high process temperature |
| Hydride Vapor Phase Epitaxy (HVPE) |
High (>10) |
High-quality, thick layers, low non-uniformity |
Uses HCl and NH3, requiring careful handling |
| Liquid Phase Epitaxy (LPE) |
5–10 (GaAs), 1–5 (InP) |
High-purity, low-defect layers for thick films |
Lower energy consumption, but limited for thin films |
| Atomic Layer Epitaxy (ALE) |
Very low (atomic scale) |
Exceptional film uniformity, atomic precision, and composition control |
Low material waste, but slow process |
| Pulsed Laser Deposition (PLD) |
Variable |
High crystalline films with tailored properties |
Requires high-energy lasers, potential target contamination |
| Ammonothermal Growth |
Low |
Low-defect GaN crystals, high structural quality |
High-pressure process, expensive autoclaves |
| Edge-Defined Film-Fed Growth (EFG) |
2–10 (Ga2O3) |
Large-area, defect-minimized crystals |
Cost-effective, but impurity incorporation is a concern |
4. Current Innovations and Future Research Directions
Recent advancements in epitaxial growth for wide-bandgap (WBG) semiconductors, especially in materials like Gallium Nitride (GaN), Silicon Carbide (SiC), and emerging ultra-wide-bandgap (UWBG) materials like β-Ga
2O
3, have significantly improved device performance through innovations in defect engineering, nanostructure fabrication, and heterostructure development. Recent techniques such as Molecular Beam Epitaxy (MBE), Metal-Organic Chemical Vapor Deposition (MOCVD), and Mist Chemical Vapor Deposition (Mist CVD) have played a crucial role in enhancing growth rates, reducing defect densities and improving crystalline quality, which is essential for scalable manufacturing of high-performance epitaxial structures [
11,
177].
Defect engineering remains a critical strategy in optimizing epitaxial layer quality. For instance, controlled defects created by focused ion beams on substrates act as nucleation sites for high-quality 2D heterostructures, such as hexagonal boron nitride (h-BN) [
176]. Engineered substrates, such as Qromis Substrate Technology (QST) used by Vanguard International Semiconductor (VIS), offer improved thermal expansion matching with GaN, enabling the growth of high-quality, crack-free GaN layers that enhance manufacturing scalability. Similarly, the introduction of advanced buffer layers and strain relaxation techniques in SiC growth has significantly improved layer quality and reduced residual strain [
178,
179].
Nanostructure fabrication is another key area of innovation, where WBG materials like SiC and GaN are developed into nanowires with high electron mobility and mechanical robustness. These nanostructures are ideal for nanoelectromechanical systems (NEMS) applications, environmental monitoring, and energy harvesting technologies [
178]. Recent developments in heterostructure engineering also demonstrate promise. The synthesis of WZ-GaN/3C-SiC core-shell heterostructures utilizes stacking faults in SiC to guide GaN growth, showcasing the effectiveness of defect-induced nucleation [
179]. Integrating WBG semiconductors with 2D materials offers an emerging approach to enhance device performance and scalability, addressing challenges in crystal quality and cost-effectiveness [
180].
Artificial intelligence (AI) has emerged as a transformative tool in optimizing epitaxial growth processes. Machine learning (ML) models, such as deep reinforcement learning, have been applied to tune reactor settings, including temperature, gas flow, and pressure, to optimize crystal quality and electron transport properties in Ga
2O
3 [
181]. AI-driven real-time feedback control systems, such as 3D ResNet models analyzing RHEED data, provide dynamic adjustments to growth parameters, improving the uniformity of InAs/GaAs quantum dots during MBE growth [
182]. Autonomous platforms like SemiEpi leverage ML to optimize multi-step MBE processes, enhancing reproducibility and scalability in commercial applications [
183].
AI has contributed to sustainability by predicting defective growth conditions and reducing material waste while enabling energy-efficient techniques such as Hot-Filament Chemical Vapor Deposition (HFCVD) [
184]. AI-driven defect monitoring and Industry 4.0 are transforming epitaxial growth techniques by integrating predictive analytics and automation to reduce defects and enhance sustainability. Machine learning models are increasingly used to predict and control substrate conditions, optimizing processes like MBE for consistent results across diverse equipment and substrates. Techniques such as optical profilometry and broadband plasma optical measurements are employed to detect defects in semiconductor wafers, improving reliability and performance metrics like breakdown voltage [
185,
186,
187].
4.1. Industry 4.0 and Smart Manufacturing in Epitaxial Growth
Industry 4.0 has driven significant advancements in epitaxial growth through automation, digital twin systems, and predictive analytics. AI-driven automation enables real-time monitoring and adjustment of growth parameters, reducing defects and improving scalability. Smart manufacturing techniques, such as AI-integrated process control, allow continuous optimization of material quality while reducing human intervention [
184]. Digital twin systems have further enhanced production efficiency by simulating epitaxial growth conditions and optimizing material recovery in real-time [
186]. In addition, smart sensor networks provide predictive maintenance for semiconductor fabs, reducing downtime and improving throughput [
187]. The combination of AI-driven optimization and Industry 4.0 principles ensures that epitaxial growth processes remain scalable, cost-effective, and energy-efficient. Machine learning models, such as Interpolation-ViT, predict substrate status for automated deoxidation in MBE, standardizing processes across equipment. Optical profilometry and broadband plasma optical measurements with machine learning filter background noise, enabling high-throughput defect assessment, further enhancing Industry 4.0 applications in semiconductor manufacturing [
185,
186,
187].
4.2. Innovation in Defect Management
Low-energy epitaxial growth techniques, including MOCVD, HVPE, and PECVD, have become essential for reducing energy consumption in semiconductor manufacturing. AI-driven frameworks optimize process parameters, reducing defects and enhancing production rates [
188]. AI models predict and adjust energy usage in real-time, contributing to eco-friendly electronics manufacturing [
189]. These techniques align with sustainability goals by minimizing energy demands while maintaining high crystalline quality.
4.3. Innovation in Defect Management
Recent innovations in defect management for semiconductor materials have focused on advanced strain relaxation layers and buffer layers to mitigate lattice mismatch. For example, AlGaN step-graded buffers have successfully reduced dislocation densities in GaN on Si substrates, optimized using X-ray diffraction techniques [
190]. Rotated double-aspect ratio trapping techniques have emerged as a solution for reducing defect densities in lattice-mismatched layers, demonstrating significant improvements in epitaxial quality [
191].
4.4. Innovation in Nanostructure Fabrication
Atomic Layer Epitaxy (ALE) and Molecular Beam Epitaxy (MBE) remain transformative techniques in nanostructure fabrication. These methods enable the precise growth of quantum wells, dots, and superlattices essential for quantum computing and photonics. ALE facilitates ultra-thin layer growth with controlled thickness, producing high-quality GaN quantum wells on AlN substrates with excellent structural integrity and optical properties [
192]. Meanwhile, MBE enables the growth of AlGaAs nanowires with embedded InGaAs quantum dots, demonstrating significant photoluminescence properties [
193].
4.5. Challenges and Future Research Needs
Despite these advancements, epitaxial growth techniques face scalability, cost, and uniformity challenges. Current epitaxial methods are optimized for small-scale environments, and maintaining consistent quality over large substrates remains difficult. Variations in temperature and pressure lead to defects that adversely affect device performance [
194]. The high costs of ultra-high vacuum systems, high-purity precursors, and process control equipment restrict accessibility for smaller research institutions and industrial players.
Addressing these challenges requires a multi-faceted approach, integrating scalable manufacturing, policy considerations, and next-generation UWBG materials. Future research should focus on scalability in epitaxial growth through innovations such as hybrid epitaxial techniques that combine ALE with CVD to enhance uniformity while maintaining atomic precision. AI-driven optimization is also promising for improving process control and reducing variability in large-scale manufacturing [
195]. To ensure environmentally friendly semiconductor fabrication, sustainable manufacturing and policy considerations must be prioritized. This includes developing material recycling approaches, energy-efficient processing, and regulatory frameworks supporting sustainability [
195]. Research into eco-friendly precursors for ALE and CVD can further reduce the environmental footprint of epitaxial growth [
196].
The adoption of next-generation UWBG materials presents both opportunities and challenges. Materials like rutile GeO
2 and p-type diamond offer potential solutions to the thermal and electrical limitations of WBG devices. Future work should focus on optimizing doping strategies and exploring hetero-integration techniques to overcome these barriers [
174,
197]. By advancing these areas, epitaxial growth techniques can transition from research-scale breakthroughs to industry-wide adoption, ultimately driving the next generation of high-performance semiconductor devices [
59,
198].
Closed-loop recycling has emerged as a critical approach to addressing sustainability challenges in semiconductor manufacturing. AI-driven optimization has enabled more efficient material recovery and resource utilization. Machine learning models applied in Taiwan’s resource recycling industry, for instance, have improved material recovery rates while reducing waste and raw material usage [
186]. Digital twin systems have also facilitated predictive maintenance and process control, ensuring higher resource efficiency in recycling workflows [
184]. AI-enabled frameworks, such as the SMART-IC project, integrate sensor data with machine learning models to forecast production outcomes and optimize recycling processes [
187]. Implementing universal AI-driven deoxidation techniques has further standardized epitaxial growth processes, improved material consistency and minimizing production costs [
185]. Semiconductor waste reduction efforts focus on defect prediction and process optimization, leveraging previous technology learnings [
197]. Sustainable maintenance practices, driven by AI, enhance equipment efficiency and reduce waste, further contributing to semiconductor sustainability [
198].
Policy and regulatory frameworks play a crucial role in guiding sustainable semiconductor manufacturing. The environmental impact of semiconductor production has led to increasing regulatory scrutiny, particularly in the EU and US, where policies on carbon-neutral fabs and government incentives for sustainable WBG research have been introduced [
199]. However, technical challenges such as effective doping and lattice mismatch management continue to pose regulatory hurdles. The difficulties in achieving p-type doping in GaN and β-Ga
2O
3 highlight the need for adaptive policies that support both innovation and environmental sustainability [
11,
197]. Moreover, the integration of sustainability measures within the global semiconductor supply chain is critical in ensuring long-term environmental viability, particularly as next-generation materials introduce further complexities in interface engineering and thermal management [
59].
By advancing AI-optimized growth techniques, closed-loop recycling, and policy-driven sustainability measures, epitaxial growth processes can transition from research-scale breakthroughs to large-scale industrial adoption, driving the next generation of high-performance semiconductor devices [
184,
200].
5. Conclusions
This review has systematically examined the latest advancements in epitaxial growth techniques for Wide-Bandgap (WBG) and Ultrawide-Bandgap (UWBG) semiconductors, focusing on scalability, defect engineering, and sustainability challenges. Key findings indicate that MOCVD and HVPE remain dominant for GaN-based devices, while HFCVD has demonstrated efficiency in SiC growth, and ALE has enabled precise control over ultrathin film deposition for quantum applications. The integration of AI-driven defect monitoring and closed-loop material recycling has further optimized semiconductor manufacturing, paving the way for more sustainable and resource-efficient fabrication methods.
Despite these advances, critical challenges persist, including p-type doping limitations in UWBG materials, substrate compatibility issues, and thermal management constraints in high-power applications. Addressing these obstacles requires a multi-faceted approach, combining defect engineering, buffer-layer optimization, and next-generation heat dissipation techniques such as diamond heat spreaders.
The future of sustainable WBG semiconductor manufacturing hinges on the adoption of low-energy epitaxy, closed-loop recycling, and AI-enhanced quality control systems. By providing a structured roadmap, this review serves as a valuable resource for researchers, policymakers, and industry leaders, guiding efforts toward scalable, cost-effective, and environmentally sustainable semiconductor fabrication.
Acknowledgments
The authors express their sincere gratitude to the Agricultural Engineering and Materials Science & Engineering Departments of the School of Engineering Sciences, University of Ghana for their invaluable administrative and technical support during this research. We also extend our appreciation to our colleagues and reviewers from the School of Engineering Sciences, University of Ghana, and the Department of Materials Engineering, Kwame Nkrumah University of Science and Technology for their insightful feedback, which greatly enhanced the quality of this work.
Author Contributions
Conceptualization, L.A.Y., P.S.A. and A.A.M.; Methodology, L.A.Y.; Software, P.S.A.; Validation, A.A.M., P.A.O. and J.A.M.; Formal Analysis, S.T.T. and W.M.Z.; Investigation, R.A.A.A. and B.W.H.; Resources, S.O.-A.; Data Curation, P.S.A.; Writing—Original Draft Preparation, L.A.Y. and P.S.A.; Writing—Review & Editing, L.A.Y., W.M.Z., A.A.M., S.T.T. and J.A.M.; Visualization, R.A.A.A. and B.W.H.; Supervision, L.A.Y.; Project Administration, P.S.A. and S.O.-A.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No data was used for the research described in the article.
Funding
Not applicable.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
1.
Woo K, Bian Z, Noshin M, Martinez P, Malakoutian M, Shankar B, et al. From wide to ultrawide-bandgap semiconductors for high power and high frequency electronic devices.
J. Phys. Mater. 2024,
7, 022003. doi:10.1088/2515-7639/AD218B.
[Google Scholar]
2.
Rafin SMSH, Ahmed R, Haque MA, Hossain MK, Haque MA, Mohammed OA. Power Electronics Revolutionized: A Comprehensive Analysis of Emerging Wide and Ultrawide Bandgap Devices.
Micromachines 2023,
14, 2045. doi:10.3390/MI14112045.
[Google Scholar]
3.
Irvine SJC. Film growth and epitaxy methods. In Encyclopedia of Condensed Matter Physics; Elsevier: Amsterdam, The Netherlands, 2024; pp. 248–260. doi:10.1016/B978-0-323-90800-9.00210-9.
4.
Maryenko D. Epitaxy. In Encyclopedia of Condensed Matter Physics; Elsevier: Amsterdam, The Netherlands, 2024; pp. 528–543. doi:10.1016/B978-0-323-90800-9.00208-0.
5.
Hidayat W, Usman M. Applications of molecular beam epitaxy in optoelectronic devices: An overview.
Phys. Scr. 2024,
99, 112002. doi:10.1088/1402-4896/AD8318.
[Google Scholar]
6.
Xu J. Comprehensive analysis of emerging semiconductor materials: background, advancements, and their prospective challenges.
IET Conf. Proc. 2024,
2024, 588–591. doi:10.1049/ICP.2024.4047.
[Google Scholar]
7.
Hu Q. Advancements and prospects in third-generation semiconductor materials: A comprehensive analysis.
Highlights Sci. Eng. Technol. 2024,
81, 631–636. doi:10.54097/CBCYX445.
[Google Scholar]
8.
Liu AC, Lai YY, Chen HC, Chiu AP, Kuo HC. A brief overview of the rapid progress and proposed improvements in gallium nitride epitaxy and process for third-generation semiconductors with wide bandgap.
Micromachines 2023,
14, 764. doi:10.3390/MI14040764.
[Google Scholar]
9.
Han L, Tang X, Wang Z, Gong W, Zhai R, Jia Z, et al. Research progress and development prospects of enhanced GaN HEMTs.
Crystals 2023,
13, 911. doi:10.3390/CRYST13060911.
[Google Scholar]
10.
Raghavan PS, Drachev R, Bathey B, Chou H. A comparative study of the crystal growth techniques of silicon carbide, technology adaption and the road to low-cost silicon carbide materials.
Mater. Sci. Forum 2019,
963, 51–55. doi:10.4028/WWW.SCIENTIFIC.NET/MSF.963.51.
[Google Scholar]
11.
Rahaman I, Ellis HD, Chang C, Mudiyanselage DH, Xu M, Da B, et al. Epitaxial growth of Ga
2O
3: A review.
Materials 2024,
17, 4261. doi:10.3390/MA17174261.
[Google Scholar]
12.
Thirumalai S, Mohandoss K. Advancements and challenges in wide bandgap semiconductor devices for high-efficiency power electronics.
Suranaree J. Sci. Technol. 2024,
31, 1–6. doi:10.55766/SUJST-2024-04-E02766.
[Google Scholar]
13.
Lyons JL, Wickramaratne D, Janotti A. Dopants and defects in ultra-wide bandgap semiconductors.
Curr. Opin. Solid State Mater. Sci. 2024,
30, 101148. doi:10.1016/J.COSSMS.2024.101148.
[Google Scholar]
14.
Pearton SJ, Yang J, Cary PH, IV, Ren F, Kim J, Tadjer MJ, et al. A review of Ga
2O
3 materials, processing, and devices.
Appl. Phys. Rev. 2018,
5, 011301. doi:10.1063/1.5006941.
[Google Scholar]
15.
Tsao JY, Chowdhury S, Hollis MA, Jena D, Johnson NM, Jones KA. et al. Ultrawide-bandgap semiconductors: research opportunities and challenges.
Adv. Electron. Mater. 2018,
4, 1600501. doi:10.1002/AELM.201600501.
[Google Scholar]
16.
Pramanik MB, Al Rakib MA, Siddik MA, Bhuiyan S. Doping effects and relationship between energy band gaps, impact of ionization coefficient and light absorption coefficient in semiconductors.
Eur. J. Eng. Technol. Res. 2024,
9, 10–15. doi:10.24018/ejeng.2024.9.1.3118.
[Google Scholar]
17.
Kirihara K, Okigawa Y, Ishihara M, Hasegawa M, Mukaida M, Horike S, et al. Transparent patternable large-area graphene p-n junctions by photoinduced electron doping.
ACS Appl. Mater. Interfaces 2024,
16, 1198–1205. doi:10.1021/ACSAMI.3C12419.
[Google Scholar]
18.
Blackburn J, Palacios MAH, Ferguson AJ. (Invited) Electronic doping in two-dimensional semiconductors.
ECS Meet. Abstr. 2024,
245, 1012. doi:10.1149/MA2024-01121012MTGABS.
[Google Scholar]
19.
Burgos R. Wide Bandgap Generation (WBGen): Developing the Future Wide Bandgap Power Electronics Engineering Workforce; OSTI.GOV: TN, USA, 2024; doi:10.2172/2369630.
20.
Lu S. A systematic analysis of wide band gap semiconductor used in power electronics.
Appl. Comput. Eng. 2024,
65, 161–166. doi:10.54254/2755-2721/65/20240487.
[Google Scholar]
21.
Yuvaraja S, Khandelwal V, Tang X, Li X. Wide bandgap semiconductor-based integrated circuits.
Chip 2023,
2, 100072. doi:10.1016/J.CHIP.2023.100072.
[Google Scholar]
22.
Berube Y, Ghazanfari A, Blanchette HF, Perreault C, Zaghib K. Recent advances in wide bandgap devices for automotive industry.
IECON Proc. 2020,
2020, 2557–2564. doi:10.1109/IECON43393.2020.9254478.
[Google Scholar]
23.
Wang Q, Kumar A, Öberg O, Bakowski M, Lim J-K, Murthy HK, et al. (Invited) Wide bandgap semiconductor-based devices for digital and industrial applications.
ECS Trans. 2023,
112, 37. doi:10.1149/11202.0037ECST.
[Google Scholar]
24.
Pavlidis G, Jamil M, Bista B. (Invited) Sub-bandgap thermoreflectance imaging of ultra-wide bandgap semiconductors.
ECS Meet. Abstr. 2023,
243, 1822. doi:10.1149/MA2023-01321822MTGABS.
[Google Scholar]
25.
Tingsuwatit A, Hossain NK, Alemoush Z, Almohammad M, Li J, Lin JY, et al. Properties of photocurrent and metal contacts of highly resistive ultrawide bandgap semiconductors.
Appl. Phys. Lett. 2024,
124, 162105. doi:10.1063/5.0202750.
[Google Scholar]
26.
Patel R, Panda B, Snehalika S, Dash P. A Comprehensive Analysis on the Performance of SiC and GaN Devices. In Proceedings of the 2022 International Virtual Conference on Power Engineering Computing and Control: Developments in Electric Vehicles and Energy Sector for Sustainable Future, PECCON 2022, Chennai, India, 5–6 May 2022. doi:10.1109/PECCON55017.2022.9851186.
27.
Usman M, Munsif M, Anwar AR, Jamal H, Malik S, Islam NU. Quantum efficiency enhancement by employing specially designed AlGaN electron blocking layer.
Superlattices Microstruct. 2020,
139, 106417. doi:10.1016/J.SPMI.2020.106417.
[Google Scholar]
28.
Mondal RK, Chatterjee V, Pal S. Effect of step-graded superlattice electron blocking layer on performance of AlGaN based deep-UV light emitting diodes.
Physica E Low Dimens. Syst. Nanostruct. 2019,
108, 233–237. doi:10.1016/J.PHYSE.2018.11.022.
[Google Scholar]
29.
Chu C, Tian K, Fang M, Zhang Y, Li L, Bi W, et al. On the AlxGa
1−xN/Al
yGa
1−yN/Al
xGa
1−xN (x>y) p-electron blocking layer to improve the hole injection for AlGaN based deep ultraviolet light-emitting diodes.
Superlattices Microstruct. 2018,
113, 472–477. doi:10.1016/J.SPMI.2017.11.029.
[Google Scholar]
30.
Yang J, Liu K, Chen X, Shen D. Recent advances in optoelectronic and microelectronic devices based on ultrawide-bandgap semiconductors.
Prog. Quantum Electron. 2022,
82, 100397 doi:10.1016/j.pquantelec.2022.100397.
[Google Scholar]
31.
Vecchia MD, Ravyts S, Van den Broeck G, Driesen J. Gallium-nitride semiconductor technology and its practical design challenges in power electronics applications: An overview.
Energies 2019,
12, 14663. doi:10.3390/EN12142663.
[Google Scholar]
32.
Tran D. Thermal conductivity of wide and ultra-wide bandgap semiconductors.
DiVA 2023,
2334, 31247311. doi:10.3384/9789180752824.
[Google Scholar]
33.
Bhupathi HP, Bobba BP, Niharika U, Sattur Akshitha. Investigation of WBG based power converters used in E-Transportation.
E3S Web Conf. 2024,
552, 01145. doi:10.1051/E3SCONF/202455201145.
[Google Scholar]
34.
Shenai K. Future prospects of widebandgap (WBG) semiconductor power switching devices.
IEEE Trans. Electron. Devices 2015,
62, 248–257. doi:10.1109/TED.2014.2360641.
[Google Scholar]
35.
Boteler L, Lelis A, Berman M, Fish M. Thermal conductivity of power semiconductors—when does it matter? In Proceedings of the 2019 IEEE 7th Workshop on Wide Bandgap Power Devices and Applications (WiPDA), Raleigh, NC, USA, 29–31 October 2019; pp. 265–271. doi:10.1109/WIPDA46397.2019.8998802.
36.
Pham TA, Dinh T, Nguyen N, Phan H. Thermal properties of wide bandgap nanowires. In Wide Bandgap Nanowires; Wiley: Hoboken, NJ, USA, 2022; pp. 123–137. doi:10.1002/9781119774419.CH7.
37.
Jung JP, Lee J-H, Jung D. High technology and latest trends of WBG power semiconductors.
J. Microelectron. Packag. Soc. 2018,
25, 17–23. doi:10.6117/KMEPS.2018.25.4.017.
[Google Scholar]
38.
Jeong JH, Cha JH, Kim GH, Cho SH, Lee HJ. Study of a SiC trench MOSFET edge-termination structure with a bottom well for a high breakdown voltage.
Appl. Sci. 2020,
10, 753. doi:10.3390/APP10030753.
[Google Scholar]
39.
Patnaik A. Breakdown Voltage Analysis of High Electron Mobility Transistor. 2018. Available online: http://ethesis.nitrkl.ac.in/9646/ (accessed on 24 August 2024).
40.
Ghibaudo G, Rafhay Q. Electron and hole mobility in semiconductor devices. In Wiley Encyclopedia of Electrical and Electronics Engineering; Wiley: Hoboken, NJ, USA, 2014; pp. 1–13. doi:10.1002/047134608X.W3148.PUB2.
41.
Moens P, Banerjee A, Vanmeerbeek P. Electronic Device Including High Electron Mobility Transistors, US Patent 10,811,527 B2, 20 October 2020. Available online: https://patents.google.com/patent/US10811527B2/en (accessed on 30 September 2024).
42.
Trier F, Christensen DV, Pryds N. Electron mobility in oxide heterostructures.
J. Phys. D Appl. Phys. 2018,
51, 293002. doi:10.1088/1361-6463/AAC9AA.
[Google Scholar]
43.
Huang Y, Wang R, Yang D, Pi X. Impurities in 4H silicon carbide: Site preference, lattice distortion, solubility, and charge transition levels.
J. Appl. Phys. 2024,
135, 195703. doi:10.1063/5.0190242/3294050.
[Google Scholar]
44.
Mao W, Cui C, Xiong H, Zhang N. Surface defects in 4H-SiC: Properties, characterizations, and passivation schemes.
Semicond. Sci. Technol. 2023,
38, 073001. doi:10.1088/1361-6641/ACD4DF.
[Google Scholar]
45.
Pornsuwancharoen N, Youplao P, Amiri IS, Ali J, Yupapin P. Electron driven mobility model by light on the stacked metal–dielectric interfaces.
Microw. Opt. Technol. Lett. 2017,
59, 1704–1709. doi:10.1002/MOP.30612.
[Google Scholar]
46.
Kaygusuz K. Interdisciplinary Studies on Contemporary Research Practices in Engineering in the 21st Century-IV; Ozgur Press: Istanbul, Turkey, 2023; doi:10.58830/OZGUR.PUB250.
47.
Gachovska TK, Hudgins JL. SiC and GaN Power Semiconductor Devices. In Power Electronics Handbook; Elsevier: Amsterdam, The Netherlands, 2024; pp. 87–150. doi:10.1016/B978-0-323-99216-9.00039-1.
48.
Mohanbabu A, Maheswari S, Vinodhkumar N, Murugapandiyan P, Kumar RS. Advancements in GaN Technologies: Power, RF, Digital and Quantum Applications. In Nanoelectronic Devices and Applications; Bentham Science: Sharjah, United Arab Emirates, 2024; pp. 1–28. doi:10.2174/9789815238242124010003.
49.
Du C, Ye R, Cai X. Advancements in GaN HEMT structures and applications: A comprehensive overview.
J. Phys. Conf. Ser. 2024,
2786, 012003. doi:10.1088/1742-6596/2786/1/012003.
[Google Scholar]
50.
Collaert N. Gallium nitride technologies for wireless communication. In New Materials and Devices Enabling 5G Applications and Beyond; Elsevier: Amsterdam, The Netherlands, 2024; pp. 101–137. doi:10.1016/B978-0-12-822823-4.00004-2.
51.
Xu R. Applications and Research Progress of GaN.
Highlights Sci. Eng. Technol. 2023,
32, 271–278. doi:10.54097/HSET.V32I.5177.
[Google Scholar]
52.
Younsi AM, Rabehi A, Douara A. A theoretical study of Structural and electronic properties of Al0.125B0.125Ga0.75N; optoelectronic applications.
All. Sci. Abstr. 2023,
1, 12. doi:10.59287/AS-ABSTRACTS.1431.
[Google Scholar]
53.
Ye H, Gaevski M, Simin G, Khan A, Fay P. Electron mobility and velocity in Al0.45Ga0.55N-channel ultra-wide bandgap HEMTs at high temperatures for RF power applications.
Appl. Phys. Lett. 2022,
120, 103505. doi:10.1063/5.0084022/2833173.
[Google Scholar]
54.
Joshi BC. AlGaN/GaN heterostructures for high power and high-speed applications.
Int. J. Mater. Res. 2023,
114, 712–717. doi:10.1515/IJMR-2021-8749/MACHINEREADABLECITATION/RIS.
[Google Scholar]
55.
Makino T. Development and Recent Progress on Diamond Semiconductor Devices.
IEEJ Trans. Electron. Inf. Syst. 2024,
144, 193–197. doi:10.1541/IEEJEISS.144.193.
[Google Scholar]
56.
Zhao F, He Y, Huang B, Zhang T, Zhu H. A Review of Diamond Materials and Applications in Power Semiconductor Devices.
Materials 2024,
17, 3437. doi:10.3390/MA17143437.
[Google Scholar]
57.
Lu J, Xu D, Huang N, Jiang X, Yang B. One-dimensional diamond nanostructures: Fabrication, properties and applications.
Carbon N. Y. 2024,
223, 119020. doi:10.1016/J.CARBON.2024.119020.
[Google Scholar]
58.
Sun H, Zhang Z, Liu Y, Chen G, Li T, Liao M. Diamond MEMS: From Classical to Quantum.
Adv. Quantum Technol. 2023,
6, 2300189. doi:10.1002/QUTE.202300189.
[Google Scholar]
59.
Rajan S, Li X. Progresses and Frontiers in Ultrawide Bandgap Semiconductors.
Adv. Electron. Mater. 2025,
11, 2400934. doi:10.1002/AELM.202400934.
[Google Scholar]
60.
Manju VV, Hegde VN, Pradeep TM, Hemaraju BC, Somashekar R. Synthesis and characterization of Ga
2O
3 nanoparticles for electronic device applications.
Inorg. Chem. Commun. 2024,
165, 112562. doi:10.1016/J.INOCHE.2024.112562.
[Google Scholar]
61.
Reddy MN, Panda DK. Next Generation High-Power Material Ga2O3: Its Properties, Applications, and Challenge. In Nanoelectronic Devices and Applications; Bentham Science: Singapore, 2024; pp. 160–188. doi:10.2174/9789815238242124010010.
62.
Li B, Wang Y, Luo Z, Xu W, Gong H, You T, et al. Gallium oxide (Ga
2O
3) heterogeneous and heterojunction power devices.
Fundam. Res. 2023. doi:10.1016/J.FMRE.2023.10.008.
[Google Scholar]
63.
He Y, Zhao F, Huang B, Zhang T, Zhu H. A Review of β-Ga
2O
3 Power Diodes.
Materials 2024,
17, 1870. doi:10.3390/MA17081870.
[Google Scholar]
64.
Al-Hardan NH, Abdul Hamid MA, Jalar A, Firdaus-Raih M. Unleashing the potential of gallium oxide: A paradigm shift in optoelectronic applications for image sensing and neuromorphic computing applications.
Mater. Today Phys. 2023,
38, 101279. doi:10.1016/J.MTPHYS.2023.101279.
[Google Scholar]
65.
Singh R, Lenka TR, Nguyen HPT. Evolution and Present State-of-Art Gallium Oxide HEMTs–The Key Takeaways.
Springer Nat. Singap. 2023, 209–219. doi:10.1007/978-981-19-2165-0_14.
[Google Scholar]
66.
Biswas M, Nishinaka H. Thermodynamically metastable α-, ε-(or κ-), and γ-Ga
2O
3: From material growth to device applications.
APL Mater. 2022,
10, 060701. doi:10.1063/5.0085360/2834993.
[Google Scholar]
67.
Yao Y, Okur Serdal, Lyle LAM, Tompa GS, Salagaj T, Sbrockey N, et al. Growth and characterization of α-, β-, and ϵ-phases of Ga
2O
3 using MOCVD and HVPE techniques.
Mater. Res. Lett. 2018,
6, 268–275. doi:10.1080/21663831.2018.1443978.
[Google Scholar]
68.
Nandi A, Sanyal I, Petkov A, Pomeroy JW, Cherns D, Kuball M. Heterogenous integration of gallium oxide with diamond and SiC.
SPIE. Digit. Libr. 2024,
12887, 61–65. doi:10.1117/12.3013691.
[Google Scholar]
69.
Liu X, Huang J, Wei Q, Ye L. Potential design strategy of wide-bandgap semiconductor p-type β-Ga
2O
3.
Semicond. Sci. Technol. 2024,
39, 043001. doi:10.1088/1361-6641/AD28F2.
[Google Scholar]
70.
Zeng H, Ma C, Wu M. Exploring the effective P-type dopants in two-dimensional Ga
2O
3 by first-principles calculations.
AIP Adv. 2024,
14, 055221. doi:10.1063/5.0215475/3294039.
[Google Scholar]
71.
Ma C, Wu Z, Zhang H, Zhu H, Kang J, Chu J, et al. P-type nitrogen-doped β-Ga
2O
3: the role of stable shallow acceptor NO–VGa complexes.
Phys. Chem. Chem. Phys. 2023,
25, 13766–13771. doi:10.1039/D3CP00245D.
[Google Scholar]
72.
Cheng Z, Huang Z, Sun J, Wang J, Feng T, Ohnishi K, et al. Ultrawide Bandgap β-Ga2O3 Semiconductor: Theory and Applications. In Ultrawide Bandgap β-Ga2O3 Semiconductor; Applied Physics Reviews: New York, NY, USA, 2023; doi:10.1063/9780735425033.
73.
Zhao D, Lui Z, Wang W, Chen Z, Lu Q, Wang Q, et al. High-temperature performance of metal/n-Ga
2O
3/p-diamond heterojunction diode fabricated by ALD method.
Appl. Phys. Lett. 2025,
126, 022111. doi:10.1063/5.0238924/3331512.
[Google Scholar]
74.
Zhao X, Hu W. Progress in the semiconductor/diamond heterogeneous integrations: Technical methods, interfacial phonon transport, and thermal characterizations.
Surf. Interfaces 2024,
46, 104178. doi:10.1016/J.SURFIN.2024.104178.
[Google Scholar]
75.
Goorsky MS, Liao ME, Huynh K, Carson B. (Invited) Heterointegration of Wide and Ultrawide Bandgap Semiconductors.
ECS Meet. Abstr. 2024,
36, 2524. doi:10.1149/MA2024-02362524MTGABS.
[Google Scholar]
76.
Mishra A, Nandi A, Sanyal I, Abdallah Z, Pomeroy JW, Kuball M. Ultra-wide bandgap Ga
2O
3 technologies: Benefits of heterogenous integration.
SPIE. Digit. Libr. 2023,
12422, 31–35. doi:10.1117/12.2662307.
[Google Scholar]
77.
Jacobs AG, Spencer JA, Hite JK, Hobart KD, Anderson TJ, Feigelson BN. Novel Codoping Moiety to Achieve Enhanced P-Type Doping in GaN by Ion Implantation.
Phys. Status Solidi (a) 2023,
220, 2200848. doi:10.1002/PSSA.202200848.
[Google Scholar]
78.
Bosi M, Mazzolini P, Seravalli L, Fornari R. Ga
2O
3 polymorphs: tailoring the epitaxial growth conditions.
J. Mater. Chem. C Mater. 2020,
8, 10975–10992. doi:10.1039/D0TC02743J.
[Google Scholar]
79.
Wang AF, Ma HP. Development of β-Ga2O3 Thermal Management: A Review. In Proceedings of the 2023 20th China International Forum on Solid State Lighting and 9th International Forum on Wide Bandgap Semiconductors (SSLCHINA: IFWS), Xiamen, China, 27–30 November 2023; pp. 291–295. doi:10.1109/SSLCHINAIFWS60785.2023.10399754.
80.
Li Y, Zheng X, Zhang F, He Y, Yuan Z, Wang X, et al. Thermal management and switching performance of β-Ga
2O
3 vertical FinFET with diamond-gate structure.
Semicond. Sci. Technol. 2024,
39, 075001. doi:10.1088/1361-6641/AD4ABF.
[Google Scholar]
81.
Suyolcu YE, Logvenov G. Precise control of atoms with MBE: from semiconductors to complex oxides.
Europhys. News 2020,
51, 21–23. doi:10.1051/EPN/2020403.
[Google Scholar]
82.
Nunn W, Truttmann TK, Jalan B. A review of molecular-beam epitaxy of wide bandgap complex oxide semiconductors.
J. Mater. Res. 2021,
36, 4846–4864. doi:10.1557/S43578-021-00377-1.
[Google Scholar]
83.
Shen C, Zahn W, Li M, Sun Z, Tang J, Wu Z, et al. Development of in situ characterization techniques in molecular beam epitaxy.
J. Semicond. 2024,
45, 031301. doi:10.1088/1674-4926/45/3/031301.
[Google Scholar]
84.
Zhang Q, Yin X, Martel E, Zhao S. Molecular beam epitaxy growth and characterization of AlGaN epilayers in nitrogen-rich condition on Si substrate.
Mater. Sci. Semicond. Process 2021,
135, 106099. doi:10.1016/J.MSSP.2021.106099.
[Google Scholar]
85.
Tu CW. Molecular Beam Epitaxy. In The Handbook of Surface Imaging and Visualization; Taylor & Francis: Abingdon, UK, 2022; pp. 433–447. doi:10.1201/9780367811815-30.
86.
Pant R, Singh DK, Chowdhury AM, Roul B, Nanda KK, Krupanidhi SB. Next-generation self-powered and ultrafast photodetectors based on III-nitride hybrid structures.
APL Mater. 2020,
8, 020907. doi:10.1063/1.5140689.
[Google Scholar]
87.
Tam MCA. Molecular Beam Epitaxial Growth Optimization for Next Generation Optoelectronic Devices Based on III-V Semiconductors. University of Waterloo. 2020. Available online: http://hdl.handle.net/10012/16221 (accessed on 24 August 2024).
88.
Dziwoki A, Blyzniuk B, Freindl K, Madej E, Młyńczak E, Wilgocka-Ślęzak D, et al. The use of external fields (magnetic, electric, and strain) in molecular beam epitaxy—The method and application examples.
Molecules 2024,
29, 3162. doi:10.3390/MOLECULES29133162.
[Google Scholar]
89.
Sorokin SV, Avdienko PS, Sedova IV, Kirilenko DA, Davydov VY, Komkov OS, et al. Molecular beam epitaxy of layered group III metal chalcogenides on GaAs(001) substrates.
Materials 2020,
13, 3447. doi:10.3390/MA13163447.
[Google Scholar]
90.
Sabzi M, Anijdan SHM, Shamsodin M, Farzam M, Hojjati-Najafabadi A, Feng P, et al. A review on sustainable manufacturing of ceramic-based thin films by chemical vapor deposition (CVD): Reactions kinetics and the deposition mechanisms.
Coatings 2023,
13, 188. doi:10.3390/COATINGS13010188.
[Google Scholar]
91.
Alsmadi MM, Farahneh S. Enhancing the efficacy of thin films via chemical vapor deposition techniques.
Int. J. Electron. Devices Netw. 2023,
4, 01–04. doi:10.22271/27084477.2023.V4.I2A.45.
[Google Scholar]
92.
Wei S, Xie R, Li Y, Meng J, Lin R, Weng J, et al. Deposition of diamond films by microwave plasma CVD on 4H-SiC substrates.
Mater. Res. Express 2023,
10, 126404. doi:10.1088/2053-1591/AD094F.
[Google Scholar]
93.
Wang JT. Chemical vapor deposition and its applications in inorganic synthesis. In Modern Inorganic Synthetic Chemistry, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 167–188. doi:10.1016/B978-0-444-63591-4.00007-0.
94.
Rifai A, Houshyar S, Fox K. Progress towards 3D-printing diamond for medical implants: A review.
Ann. 3D Print. Med. 2021,
1, 100002. doi:10.1016/J.STLM.2020.100002.
[Google Scholar]
95.
Vernardou D. Special Issue: Advances in Chemical Vapor Deposition.
Materials 2020,
13, 4167. doi:10.3390/MA13184167.
[Google Scholar]
96.
Wu Y, Herrera C, Hardy A, Muehle M, Zimmermann T, Grotjohn TA. Diamond Metal-Semiconductor Field Effect Transistor for High Temperature Applications. In Proceedings of the 2019 Device Research Conference (DRC), Notre Dame, IN, USA, 23–26 June 2019; pp. 155–156. doi:10.1109/DRC46940.2019.9046336.
97.
Ohmagari S. Single-crystal diamond growth by hot-filament CVD: A recent advances for doping, growth rate and defect controls.
Funct. Diamond 2023,
3, 2259941. doi:10.1080/26941112.2023.2259941.
[Google Scholar]
98.
Wellmann PJ. Power Electronic Semiconductor Materials for Automotive and Energy Saving Applications—SiC, GaN, Ga
2O
3, and Diamond.
Z. Anorg. Allg. Chem. 2017,
643, 1312–1322. doi:10.1002/ZAAC.201700270.
[Google Scholar]
99.
Nunomura S, Kondo M. Thin-film Silicon Growth by Plasma-enhanced CVD: Gas-phase, Surface and In-film Reactions for High-quality Film Formation.
OUCI 2024,
67, 44–51. doi:10.1380/VSS.67.44.
[Google Scholar]
100.
Chatterjee S, Abadie T, Wang M, Matar OK, Ruoff RS. Repeatability and Reproducibility in the Chemical Vapor Deposition of 2D Films: A Physics-Driven Exploration of the Reactor Black Box.
Chem. Mater. 2024,
36, 1290–1298. doi:10.1021/ACS.CHEMMATER.3C02361.
[Google Scholar]
101.
Jumaah OD, Jaluria Y. Manufacturing of Gallium Nitride Thin Films in a Multi-Wafer MOCVD Reactor.
J. Therm. Sci. Eng. Appl. 2023,
15, 059801. doi:10.1115/1.4056980.
[Google Scholar]
102.
Jumaah OD, Jaluria Y. Experimental Study of the Effect of Precursor Composition on the Microstructure of Gallium Nitride Thin Films Grown by the MOCVD Process.
J. Heat Transfer. 2021,
143, 102101. doi:10.1115/1.4051672.
[Google Scholar]
103.
Longo M. Special Issue ‘Thin Films and Nanostructures by MOCVD: Fabrication, Characterization and Applications—Volume II’.
Coatings 2023,
13, 428. doi:10.3390/COATINGS13020428.
[Google Scholar]
104.
Zhang Y, Chen Z, Zhang K, Feng Z, Zhao H. Laser-Assisted Metal–Organic Chemical Vapor Deposition of Gallium Nitride.
Phys. Status Solidi RRL 2021,
15, 2170024. doi:10.1002/PSSR.202170024.
[Google Scholar]
105.
Li J, Fei Z-y, Xu Y-f, Wang J, Fan B-f, Ma X-J, et al. Study on the optimization of the deposition rate of planetary GaN-MOCVD films based on CFD simulation and the corresponding surface model.
R. Soc. Open Sci. 2018,
5, 171757. doi:10.1098/RSOS.171757.
[Google Scholar]
106.
Venugopalarao A, Kanta S, Chandrasekar H, Gowrisankar A, Rengarajan MR, Nath DN, et al. Metal-Organic Chemical Vapor Deposition Grown Low-Temperature Aluminum Nitride Gate Dielectric for Gallium Nitride on Si High Electron Mobility Transistor.
Phys. Status Solidi A 2024,
221, 2400050. doi:10.1002/PSSA.202400050.
[Google Scholar]
107.
Chen H, Zhang S, Yang T, Mi T, Wang X, Liu C. MOCVD Growth and Fabrication of Vertical P-i-N and Schottky Power Diodes Based on Ultra-wide Bandgap AlGaN Epitaxial Structures. In Proceedings of the 2024 International Symposium on Power Semiconductor Devices and ICs (ISPSD), Seoul, Korea, 2–6 June 2024; pp. 295–298. doi:10.1109/ISPSD59661.2024.10579608.
108.
Alema F, Osinsky A. Metalorganic Chemical Vapor Deposition 1.
Springer Ser. Mater. Sci. 2020,
293, 141–170. doi:10.1007/978-3-030-37153-1_8.
[Google Scholar]
109.
Yang J, Deng H, Park J-S, Chen S. From Challenges to Solutions, Heteroepitaxy of GaAs-Based Materials on Si for Si Photonics. In Thin Films—Growth, Characterization and Electrochemical Applications; IntechOpen: London, UK, 2023; doi:10.5772/INTECHOPEN.114062.
110.
Matsumoto K, Yamaoko Y, Ubukata A, Arimura T, Piao G, Yano Y, et al. Opportunities and challenges in GaN metal organic chemical vapor deposition for electron devices.
Jpn. J. Appl. Phys. 2016,
55, 05FK04. doi:10.7567/JJAP.55.05FK04/XML.
[Google Scholar]
111.
Matsumoto K, Yamguchi A, Tokunaga H, Mishima A, Tomita Y, Yamaoka Y, et al. Challenges and opportunities of MOVPE and THVPE/HVPE for nitride light emitting device.
Proc. SPIE 2020,
11302, 73–80. doi:10.1117/12.2543943.
[Google Scholar]
112.
Voronenkov V, Bochkareva N, Zubrilov A, Lelikov Y, Gorbunov R, Latyshev P, et al. Hydride vapor-phase epitaxy reactor for bulk GaN growth.
Phys. Status Solidi (a) 2020,
217, 1900629. doi:10.1002/PSSA.201900629.
[Google Scholar]
113.
Zhang Y-M, Wang J-F, Cai D-M, Ren G-Q, Xu Y, Wang M-Y, et al. Growth and doping of bulk GaN by hydride vapor phase epitaxy.
Chin. Phys. B 2020,
29, 026104. doi:10.1088/1674-1056/AB65B9.
[Google Scholar]
114.
Hu H, Zhang B, Liu L, Xu D, Shao Y, Wu Y, et al. Growth of freestanding gallium nitride (GaN) through polyporous interlayer formed directly during successive hydride vapor phase epitaxy (HVPE) process.
Crystals 2020,
10, 141. doi:10.3390/CRYST10020141.
[Google Scholar]
115.
Hu J, Wei H, Yang S, Li C, Li H, Liu X, et al. Hydride vapor phase epitaxy for gallium nitride substrate.
J. Semicond. 2019,
40, 101801. doi:10.1088/1674-4926/40/10/101801.
[Google Scholar]
116.
Xia S, Zhang Y, Wang J, Chen J, Xu K. HVPE growth of bulk GaN with high conductivity for vertical devices.
Semicond. Sci. Technol. 2020,
36, 014009. doi:10.1088/1361-6641/ABCA4E.
[Google Scholar]
117.
Sumiya M, Goto O, Takahara Y, Imanaka Y, Sang L, Fukuhara N, et al. Fabrication of AlGaN/GaN heterostructures on halide vapor phase epitaxy AlN/SiC templates for high electron mobility transistor application.
Jpn. J. Appl. Phys. 2023,
62, 085501. doi:10.35848/1347-4065/ACE671.
[Google Scholar]
118.
Freitas JA, Culbertson JC, Hite JK, Gallangher J, Ebrish M, Mastro M, et al. (Invited) Optical characterization of bulk GaN substrates and homoepitaxial films.
ECS Meet. Abstr. 2022,
242, 1359. doi:10.1149/MA2022-02371359MTGABS.
[Google Scholar]
119.
Wu Y, Chen C, Yu J, Wang G, Wang S, Liu L, et al. Optimizing HVPE flow field to achieve GaN crystal uniform growth.
J. Cryst. Growth 2023,
614, 127214. doi:10.1016/J.JCRYSGRO.2023.127214.
[Google Scholar]
120.
Dhaka R, Yadav A, Gupta G, Dutta S, Shukla AK. Growth of β-Ga
2O
3 nanostructures by thermal oxidation of GaN-on-sapphire for optoelectronic devices applications.
J. Alloys Compd. 2024,
997, 174789. doi:10.1016/J.JALLCOM.2024.174789.
[Google Scholar]
121.
Scheen G, Tuyaerts R, Cardinael P, Ekoga E, Aouadi K, Pavageau C. GaN-on-Porous Silicon for RF Applications. In Proceedings of the 2023 53rd European Microwave Conference (EuMC), Berlin, Germany, 19–21 September 2023; pp. 842–845. doi:10.23919/EUMC58039.2023.10290465.
122.
Sun K, Wang Z, Wang S, Zhang S. Morphology evolution of homoepitaxial growth of aluminum nitride by hydride vapor phase epitaxy.
J. Cryst. Growth 2024,
627, 127503. doi:10.1016/J.JCRYSGRO.2023.127503.
[Google Scholar]
123.
Oshima R, Ogura A, Shoji Y, Makita K, Ubukata A, Koseki S, et al. Ultra-high-speed growth of GaAs solar cells by triple-chamber hydride vapor phase epitaxy.
Crystals 2023,
13, 370. doi:10.3390/CRYST13030370.
[Google Scholar]
124.
Mauk MG. Liquid-Phase Epitaxy. In Digital Encyclopedia of Applied Physics; Wiley-VCH: Weinheim, Germany, 2023; pp. 1–31. doi:10.1002/3527600434.EAP812.
125.
Galván Montalvo JA, Silva Juárez CV, Compeán Jasso VH, Salazar FDA, Michournyi V, Gorbatchev A. Analysis of thermodynamic conditions to grow GaAsP epitaxial layers by LPE on GaAs and GaP substrates.
MRS Adv. 2020,
5, 3327–3335. doi:10.1557/ADV.2020.400/METRICS.
[Google Scholar]
126.
Rao Y-H, Zhang H-W, Yang Q-H, Zhang D-N. Liquid phase epitaxy magnetic garnet films and their applications.
Chin. Phys. B 2018,
27, 086701. doi:10.1088/1674-1056/27/8/086701.
[Google Scholar]
127.
Mahi F.T., Nakajima K. Liquid Phase Epitaxy. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. doi:10.1016/B978-0-12-803581-8.03677-8.
128.
Mauk MG. Liquid-Phase Epitaxy. In Handbook of Crystal Growth: Thin Films and Epitaxy: Second Edition; Elsevier: Amsterdam, The Netherlands, 2015; Volume 3, pp. 225–316. doi:10.1016/B978-0-444-63304-0.00006-8.
129.
Graniel O, Puigmartí-Luis J, Muñoz-Rojas D. Liquid atomic layer deposition as emergent technology for the fabrication of thin films.
Dalton Trans 2021,
50, 6373–6381. doi:10.1039/D1DT00232E.
[Google Scholar]
130.
Liu Y, Zhang H, Kang S. Emerging atomic layer deposition technology toward high-k gate dielectrics, energy, and photocatalysis applications.
Energy Technol 2023,
11, 2300289. doi:10.1002/ENTE.202300289.
[Google Scholar]
131.
Solanki D, He C, Lim Y, Yanagi R, Hu S. Where atomically precise catalysts, optoelectronic devices, and quantum information technology intersect: Atomic layer deposition.
Chem. Mater. 2024,
36, 1013–1024. doi:10.1021/ACS.CHEMMATER.3C00589/ASSET/IMAGES/MEDIUM/CM3C00589_0001.GIF.
[Google Scholar]
132.
Molina-Reyes J. Atomic-layer deposition for development of advanced electron devices. In Proceedings of the 2022 IEEE International Conference on Engineering Veracruz (ICEV), Veracruz, Mexico, 24–28 October 2022. doi:10.1109/ICEV56253.2022.9959116.
133.
Zaidi SJA, Park JC, Han JW, Choi JH, Ali MA, Basit MA, et al. Interfaces in atomic layer deposited films: Opportunities and challenges.
Small Science 2023,
3, 2300060. doi:10.1002/SMSC.202300060.
[Google Scholar]
134.
Muhler JAM. Atomic Layer Deposition. In Catalysis from A to Z; Wiley-VCH: Weinheim, Germany, 2020; doi:10.1002/9783527809080.CATAZ01269.
135.
Suyatin DB, Jam RJ, Karimi M, Khan SA, Sundqvist J. (Invited) ALE based manufacturing of nanostructures below 20 nm.
ECS Meet. Abstr. 2022,
242, 1115. doi:10.1149/MA2022-02311115MTGABS.
[Google Scholar]
136.
Karasulu B. (Invited) Atomistic insights into continuous and area-selective ALD processes: First-principles simulations of the underpinning surface chemistry.
ECS Meet. Abstr. 2023,
244, 1458. doi:10.1149/MA2023-02291458MTGABS.
[Google Scholar]
137.
Xu H, Akbari MK, Kumar S, Verpoort F, Zhuiykov S. Atomic layer deposition—state-of-the-art approach to nanoscale hetero-interfacial engineering of chemical sensors electrodes: A review.
Sens. Actuators B Chem 2021,
331, 129403. doi:10.1016/J.SNB.2020.129403.
[Google Scholar]
138.
Pan H, Zhou L, Zheng W, Liu X, Zhang J, Pinna N. Atomic layer deposition to heterostructures for application in gas sensors.
Int. J. Extreme Manuf. 2023,
5, 022008. doi:10.1088/2631-7990/ACC76D.
[Google Scholar]
139.
Li Z, Zhao X, Wu S, Lu M, Xie X, Yan J. Atomic layer deposition of transition-metal dichalcogenides.
Cryst. Growth Des 2024,
24, 1865–1879. doi:10.1021/ACS.CGD.3C01044/ASSET/IMAGES/MEDIUM/CG3C01044_0018.GIF.
[Google Scholar]
140.
Aspiotis N, Morgan K, März B, Müller-Caspary K, Ebert M, Huang C-C, et al. Scalable, Highly Crystalline, 2D Semiconductor Atomic Layer Deposition Process for High Performance Electronic Applications. 2022. Available online: https://arxiv.org/abs/2203.10309v1 (accessed on 7 November 2024).
141.
Kim Y, Woo WJ, Kim D, Lee S, Chung S-M, Park J, et al. Atomic-layer-deposition-based 2D transition metal chalcogenides: Synthesis, modulation, and applications.
Adv. Mater. 2021,
33, 2005907. doi:10.1002/ADMA.202005907.
[Google Scholar]
142.
Baek S, Kim S, Han SA, Kim YH, Kim S, Kim JH. Synthesis strategies and nanoarchitectonics for high-performance transition metal dichalcogenide thin film field-effect transistors.
ChemNanoMat 2023,
9, e202300104. doi:10.1002/CNMA.202300104.
[Google Scholar]
143.
Zhuiykov S, Hai Z, Kats E, Akbari MK, Xue C. Atomic layer deposition of ultra-thin oxide semiconductors: Challenges and opportunities.
Key Eng. Mater. 2017,
735, 215–218. doi:10.4028/WWW.SCIENTIFIC.NET/KEM.735.215.
[Google Scholar]
144.
Meng X, Byun Y-C, Kim HS, Lee JS, Lucero AT, Cheng L, et al. Atomic layer deposition of silicon nitride thin films: A review of recent progress, challenges, and outlooks.
Materials 2016,
9, 1007. doi:10.3390/MA9121007.
[Google Scholar]
145.
Wang X, Chen R, Sun S. Material manufacturing from atomic layer.
Int. J. Extreme Manuf. 2023,
5, 043001. doi:10.1088/2631-7990/ACF3B8.
[Google Scholar]
146.
Shepelin NA, Tehrani ZP, Ohannessian N, Schneider CW, Pergolesi D, Lippert T. A practical guide to pulsed laser deposition.
Chem. Soc. Rev. 2023,
52, 2294–2321. doi:10.1039/D2CS00938B.
[Google Scholar]
147.
Soonmin H, Alhajj M, Tubtimtae A. Recent advances in the development of pulsed laser deposited thin films.
Springer Proc. Mater. 2024,
44, 80–93. doi:10.1007/978-981-97-1594-7_11.
[Google Scholar]
148.
Delmdahl R, de Vreede L, Berenbak B, Janssens A. Pulsed laser deposition—materials that matter.
PhotonicsViews. 2022,
19, 45–47. doi:10.1002/PHVS.202200001.
[Google Scholar]
149.
Lorenz M, Hochmuth H, von Wenckstern H, Grundmann M. Flexible hardware concept of pulsed laser deposition for large areas and combinatorial composition spreads.
Rev. Sci. Instrum. 2023,
94, 083905. doi:10.1063/5.0142085/2908188.
[Google Scholar]
150.
Lysne H, Brakstad T, Kildemo M, Reenaas T. Improved methods for design of PLD and combinatorial PLD films.
J. Appl. Phys. 2022,
132, 125301. doi:10.1063/5.0105298/2837612.
[Google Scholar]
151.
Gaudiuso R. Pulsed laser deposition of carbon-based materials: A focused review of methods and results.
Processes 2023,
11, 2373. doi:10.3390/PR11082373.
[Google Scholar]
152.
Virt I, Potera P, Cieniek B. Laser Growth of Multi-Walled Carbon Nanotube Thin Films. In Proceedings of the 2022 IEEE 12th International Conference “Nanomaterials: Applications and Properties” (NAP), Krakow, Poland, 11–16 September 2022. doi:10.1109/NAP55339.2022.9934644.
153.
Kim H, Piqué A. Laser Processing of Energy Storage Materials. In Encyclopedia of Materials: Technical Ceramics and Glasses; Elsevier: Amsterdam, The Netherlands, 2021; Volume 3, pp. 59–73. doi:10.1016/B978-0-12-803581-8.12086-7.
154.
Anyanwu VO, Moodley MK. PLD of transparent and conductive AZO thin films.
Ceram. Int. 2023,
49, 5311–5318. doi:10.1016/J.CERAMINT.2022.10.054.
[Google Scholar]
155.
Conde Garrido JM, Silveyra JM. A review of typical PLD arrangements: Challenges, awareness, and solutions.
Opt. Lasers Eng. 2023,
168, 107677. doi:10.1016/J.OPTLASENG.2023.107677.
[Google Scholar]
156.
Sochacki T. How does a bulk GaN crystal grow? In Gallium Nitride Materials and Devices XVII; SPIE: San Diego, CA, USA, 2022; p. PC1200101. doi:10.1117/12.2607701.
157.
Pimputkar S. (Invited) Progress in elucidating the growth process for basic ammonothermal GaN.
ECS Meet. Abstr. 2022,
242, 1357. doi:10.1149/MA2022-02371357MTGABS.
[Google Scholar]
158.
Han P, Gao B, Song B, Yu Y, Tang X, Liu S. Improving the GaN growth rate by optimizing the nutrient basket geometry in an ammonothermal system based on numerical simulation.
ACS Omega 2022,
7, 9359–9368. doi:10.1021/ACSOMEGA.1C06154/ASSET/IMAGES/LARGE/AO1C06154_0014.JPEG.
[Google Scholar]
159.
Kharisov BI, Kharissova OV, De la Fuente IG. Less-common methods of the ‘direct synthesis’ area. In Direct Synthesis of Metal Complexes; Elsevier: Amsterdam, The Netherlands, 2018; pp. 415–433. doi:10.1016/B978-0-12-811061-4.00012-8.
160.
Stoddard N, Pimputkar S. Progress in ammonothermal crystal growth of gallium nitride from 2017–2023: Process, defects and devices.
Crystals 2023,
13, 1004. doi:10.3390/CRYST13071004.
[Google Scholar]
161.
Bockowski M, Lucznik B, Amilusik M, Fijakowski M, Sierakowski K, Sakowski S, et al. Recent progress in bulk GaN growth (Conference Presentation). In Gallium Nitride Materials and Devices XV; SPIE: San Diego, CA, USA, 2020; Volume 11280, p. 1128004. doi:10.1117/12.2545062.
162.
Hashimoto T, Letts ER, Key D. Progress in near-equilibrium ammonothermal (NEAT) growth of GaN substrates for GaN-on-GaN semiconductor devices.
Crystals 2022,
12, 1085. doi:10.3390/CRYST12081085.
[Google Scholar]
163.
Tomida D, Bao Q, Saito M, Osanai R, Shima K, Kojima K, et al. Ammonothermal growth of 2-inch long GaN single crystals using an acidic NH4F mineralizer in a Ag-lined autoclave.
Appl. Phys. Express. 2020,
13, 055505. doi:10.35848/1882-0786/AB8722.
[Google Scholar]
164.
Schlücker E, Kimmel ACL. Technological challenges of autoclave design for ammonothermal syntheses.
Springer Ser. Mater. Sci. 2021,
304, 27–44. doi:10.1007/978-3-030-56305-9_3.
[Google Scholar]
165.
Duta L, Mihailescu IN. Advances and challenges in pulsed laser deposition for complex material applications.
Coatings. 2023,
13, 393. doi:10.3390/COATINGS13020393.
[Google Scholar]
166.
Meissner E, Jockel D, Koch M, Niewa R. A new perspective on growth of GaN from the basic ammonothermal regime.
Springer Ser. Mater. Sci. 2021,
304, 77–103. doi:10.1007/978-3-030-56305-9_6.
[Google Scholar]
167.
Wostatek T, Chirala VYM, Stoddard N, Civas EN, Pimputkar S, Schimmel S. Ammonothermal crystal growth of functional nitrides for semiconductor devices: Status and potential.
Materials 2024,
17, 3104. doi:10.3390/MA17133104.
[Google Scholar]
168.
Han P, Gao B, Song B, Yu Y, Tang X, Liu B. Large-sized GaN crystal growth analysis in an ammonothermal system based on a well-developed numerical model.
Materials 2022,
15, 4137. doi:10.3390/MA15124137.
[Google Scholar]
169.
Bauman DA, Panov DI, Spiridonov VA, Kremleva AV, Romanov AE. On the successful growth of bulk gallium oxide crystals by the EFG (Stepanov) method.
World Sci. 2023,
16, 2340026. doi:10.1142/S179360472340026X.
[Google Scholar]
170.
Galazka Z. Growth of bulk β-Ga2O3 single crystals. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2025; pp. 106–131. doi:10.1016/B978-0-323-96027-4.00006-1.
171.
Mu W, Jia Z, Yin Y, Fu B, Zhang J, Zhang J, et al. Solid–liquid interface optimization and properties of ultra-wide bandgap β-Ga
2O
3 grown by Czochralski and EFG methods.
CrystEngComm 2019,
21, 2762–2767. doi:10.1039/C8CE02189A.
[Google Scholar]
172.
Fu B, Mu W, Zhang J, Wang X, Zhuang W, Yin Y, et al. A study on the technical improvement and the crystalline quality optimization of columnar β-Ga
2O
3 crystal growth by an EFG method.
CrystEngComm 2020,
22, 5060–5066. doi:10.1039/D0CE00683A.
[Google Scholar]
173.
Sun S, Wang C, Alghamdi S, Zhou H, Hao Y, Zhang J. Recent advanced ultra-wide bandgap β-Ga
2O
3 material and device technologies.
Adv. Electron. Mater. 2025,
11, 2300844. doi:10.1002/AELM.202300844.
[Google Scholar]
174.
Yuan Y, Weibing H, Mu W, Wang Z, Chen X, Liu Q, et al. Toward emerging gallium oxide semiconductors: A roadmap.
Fundam. Res. 2021,
1, 697–716. doi:10.1016/J.FMRE.2021.11.002.
[Google Scholar]
175.
Heinselman KN, Haven D, Zakutayev A, Reese SB. Projected cost of gallium oxide wafers from edge-defined film-fed crystal growth.
Cryst. Growth Des. 2022,
22, 4854–4863. doi:10.1021/ACS.CGD.2C00340.
[Google Scholar]
176.
Zhang Z, Yan P, Song Q, Chen H, Zhang W, Yuan H, et al. Recent progress of Ga
2O
3 materials and devices based on the low-cost, vacuum-free Mist-CVD epitaxial growth method.
Fundam. Res. 2024,
4, 1292–1305. doi:10.1016/J.FMRE.2023.01.001.
[Google Scholar]
177.
Heilmann M, Deinhart V, Tahraoui A, Höflich K, Lopes JM. Spatially controlled epitaxial growth of 2D heterostructures via defect engineering using a focused He ion beam.
Npj 2D Mater. Appl. 2021,
5, 1–7. doi:10.1038/s41699-021-00250-z.
[Google Scholar]
178.
Kujofsa T, Ayers JE. Strain compensation in a semiconducting device structure using an intentionally mismatched uniform buffer layer.
Semicond Sci Technol. 2016,
31, 125005. doi:10.1088/0268-1242/31/12/125005.
[Google Scholar]
179.
Pham TA, Qamar A, Dinh T, Masud MK, Rais-Zadeh M, Senesky DG, et al. Nanoarchitectonics for wide bandgap semiconductor nanowires: Toward the next generation of nanoelectromechanical systems for environmental monitoring.
Adv. Sci. 2020,
7, 2001294. doi:10.1002/ADVS.202001294.
[Google Scholar]
180.
Liu B, Yang B, Yuan F, Liu Q, Shi D, Jiang C, et al. Defect-induced nucleation and epitaxy: A new strategy toward the rational synthesis of WZ-GaN/3C-SiC core-shell heterostructures.
Nano Lett. 2015,
15, 7837–7846. doi:10.1021/ACS.NANOLETT.5B02454.
[Google Scholar]
181.
Choi SH, Kim Y, Jeon I, Kim H. Heterogeneous integration of wide bandgap semiconductors and 2D materials: Processes, applications, and perspectives.
Adv. Mater. 2024,
37, 2411108. doi:10.1002/ADMA.202411108.
[Google Scholar]
182.
Constantin S, Putman M, Bordelanne V. Artificial intelligence process control: Deep reinforcement learning for Ga
2O
3 wafer production.
SPIE. Digit. Libr. 2023,
12422, 135–143. doi:10.1117/12.2668706.
[Google Scholar]
183.
Shen C, Zhan W, Xin K, Li M, Sun Z, Cong H, et al. Machine-Learning-Assisted and Real-Time-Feedback-Controlled Growth of InAs/GaAs Quantum Dots. June 2023. Available online: https://arxiv.org/abs/2306.12898v3 (accessed on 13 March 2025).
184.
Shen C, Zhan W, Xin K, Pan S, Cheng X, Liu R, et al. SemiEpi: Self-Driving, Closed-Loop Multi-Step Growth of Semiconductor Heterostructures Guided by Machine Learning. Aug. 2024. Available online: https://arxiv.org/abs/2408.03508v3 (accessed on 13 March 2025).
185.
Matham S, Durfee C, Mendoza B, Sadana DK, Bedell SW, Gaudiello J. High-throughput, nondestructive assessment of defects in patterned epitaxial films on silicon by machine learning-enabled broadband plasma optical measurements. In Proceedings of the 2019 30th Annual SEMI Advanced Semiconductor Manufacturing Conference (ASMC), Saratoga Springs, NY, USA, 6–9 May 2019.
186.
Shen C, Zhan W, Tang J, Wu Z, Xu B, Zhao C, et al. Universal Deoxidation of Semiconductor Substrates Assisted by Machine-Learning and Real-Time-Feedback-Control. Dec. 2023. Available online: https://arxiv.org/abs/2312.01662v1 (accessed on 13 March 2025).
187.
Fang IW, Yen FC, Hsu YH. Using Artificial intelligence for Recycling—A Case Study in Taiwan’s Resource Recycling Industry. In Proceedings of the 10th Multidisciplinary International Social Networks Conference, Phuket, Thailand, 4–6 September 2023; pp. 129–132. doi:10.1145/3624875.3624897.
188.
Alamin KSS, Appello D, Beghi A, Dall’Ora N, Depaoli F, Di Cataldo S. An AI-Enabled Framework for Smart Semiconductor Manufacturing. In Proceedings of the 2024 Design, Automation and Test in Europe Conference (DATE), Valencia, Spain, 25–27 March 2024. doi:10.23919/DATE58400.2024.10546768.
189.
Hassan NM, Hamdan A, Shahin F, Abdelmaksoud R, Bitar T. An artificial intelligent manufacturing process for high-quality low-cost production.
Int. J. Qual. Reliab. Manag. 2023,
40, 1777–1794. doi:10.1108/IJQRM-07-2022-0204.
[Google Scholar]
190.
Esho AO, Aderamo AT, Olisakwe HC. Sustainability-driven electrical engineering optimizing energy efficiency through AI and developing eco-friendly electronics.
Glob. J. Res. Eng. Technol. 2024,
2, 039–048. doi:10.58175/GJRET.2024.2.2.0031.
[Google Scholar]
191.
Reznik RR, Ilkiv IV, Kotlyar KP, Gridchin VO, Bondarenko DN, Lendyashova VV, et al. Molecular-beam epitaxy growth and properties of AlGaAs nanowires with InGaAs nanostructures.
Physica Status Solidi (RRL) 2022,
16, 2200056. doi:10.1002/PSSR.202200056.
[Google Scholar]
192.
Leung B, Han J, Sun Q. Strain relaxation and dislocation reduction in AlGaN step-graded buffer for crack-free GaN on Si (111).
Phys. Status Solidi (C) 2014,
11, 437–441. doi:10.1002/PSSC.201300690.
[Google Scholar]
193.
Lozano MS, Gómez VJ. Epitaxial growth of crystal phase quantum dots in III–V semiconductor nanowires.
Nanoscale Adv. 2023,
5, 1890–1909. doi:10.1039/D2NA00956K.
[Google Scholar]
194.
Lee C-H, Nguyen TDH, Dien VK, Lin S-Y, Lin M-F. Open issues and future challenges. In Fundamental Physicochemical Properties of Germanene-Related Materials; Elsevier: Amsterdam, The Netherlands, 2023; pp. 491–519. doi:10.1016/B978-0-443-15801-8.00005-0.
195.
Pal P, Kumar A, Saini GS. Futuristic frontiers in science and technology: Advancements, requirements, and challenges of multi-approach research.
J. Auton. Intell. 2024,
7. doi:10.32629/JAI.V7I1.743.
[Google Scholar]
196.
Tan CW, Xu L, Er CC, Chai S-P, Kozinsky B, Yang HY, et al. Toward sustainable ultrawide bandgap van der Waals materials: An ab initio screening effort.
Adv. Funct. Mater. 2024,
34, 2308679. doi:10.1002/ADFM.202308679.
[Google Scholar]
197.
Chi Z, Asher JJ, Jennings MR, Chikoidze E, Pérez-tomás A. Ga
2O
3 and related ultra-wide bandgap power semiconductor oxides: New energy electronics solutions for CO
2 emission mitigation.
Materials 2022,
15, 1164. doi:10.3390/MA15031164.
[Google Scholar]
198.
Ho J, Qi X, Jiang F, Sun Y, Hong L. An artificial intelligence machine learning (AI/ML) approach with cross-technology node learning for multi-layer process defect predictions.
SPIE. Digit. Libr. 2024,
12954, 102–110. doi:10.1117/12.3011296.
[Google Scholar]
199.
Glaser S, Feuchter P, Díaz A. Looking beyond energy efficiency—Environmental aspects and impacts of WBG devices and applications over their life cycle. In Proceedings of the 2023 25th European Conference on Power Electronics and Applications (EPE’23 ECCE Europe), Aalborg, Denmark, 4–8 September 2023. doi:10.23919/EPE23ECCEEUROPE58414.2023.10264531.
200.
Singh A. AI-Driven Innovations for Enabling a Circular Economy: Optimizing Resource Efficiency and Sustainability. pp. 47–64. Available online: https://services.igi-global.com/resolvedoi/resolve.aspx?doi=10.4018/979-8-3373-0578-3.ch003 (accessed on 30 September 2024).