1. Introduction
Worldwide, more than 1 billion used tires reach the end of their life every year [
1,
2]. In Europe alone, the volume of used tires is approximately 3.5 million tons per year [
3,
4], of which about 500,000 tons are generated in Germany [
5].
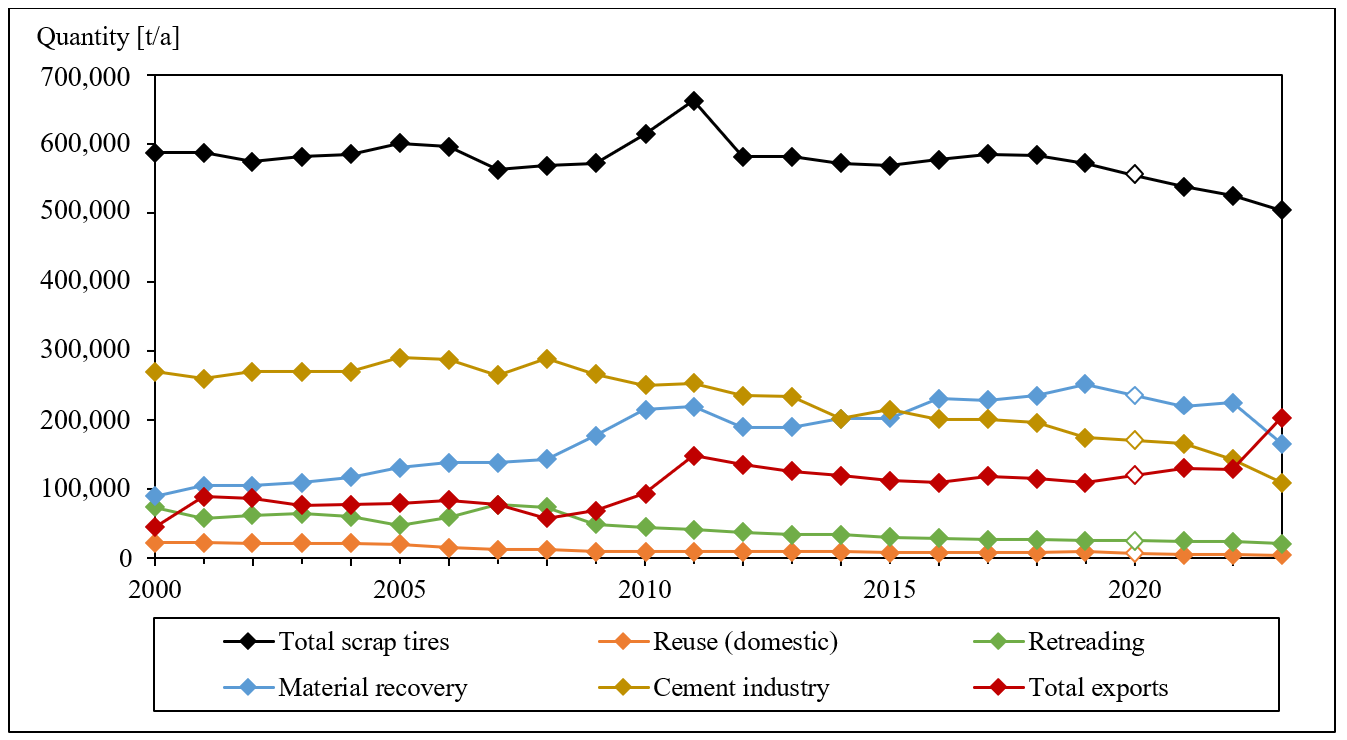
Based on data from the ‘Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS)’ and the ‘Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK)’, summarizes the volume of scrap tires and the corresponding utilization routes in Germany for the years 2000 to 2023.
. Scrap tire volumes and recycling routes in Germany (2000–2023) according to data from GAVS [
6,
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23] and WDK [
5,
24,
25,
26,
27], the missing data for 2020 due to the corona pandemic was interpolated, sum of total exports contains exports for reuse, exports of retreads and exports for energy recovery.
The established recycling channels in Germany are trending downward. Retreading of used tires, domestic recycling and, above all, co-incineration in cement plants are in sharp decline. The rising discussion and regulation of polycyclic aromatic hydrocarbons (PAH) content in scrap tire granulation is also currently slowing the growth trend in mechanical recycling [
28]. This effect is likely to be exacerbated by the recently announced EU ban on using plastic infill in artificial turf and sports surfaces [
29].
The declining domestic recycling capacity is offset by a significant increase in exports of used tires from Germany, which has been evident for more than 10 years. In 2023 alone, annual exports from Germany were about 117,000 tons [
5]. This development is not at all in line with the European Green Deal presented in 2019, which aims to reduce waste exports at the European level and promote the establishment of national circular economy models [
30]. Especially as it is predicted that Germany will continue to have an annual volume of used tires that can no longer be recycled domestically [
31], appropriate ecological alternatives must be found.
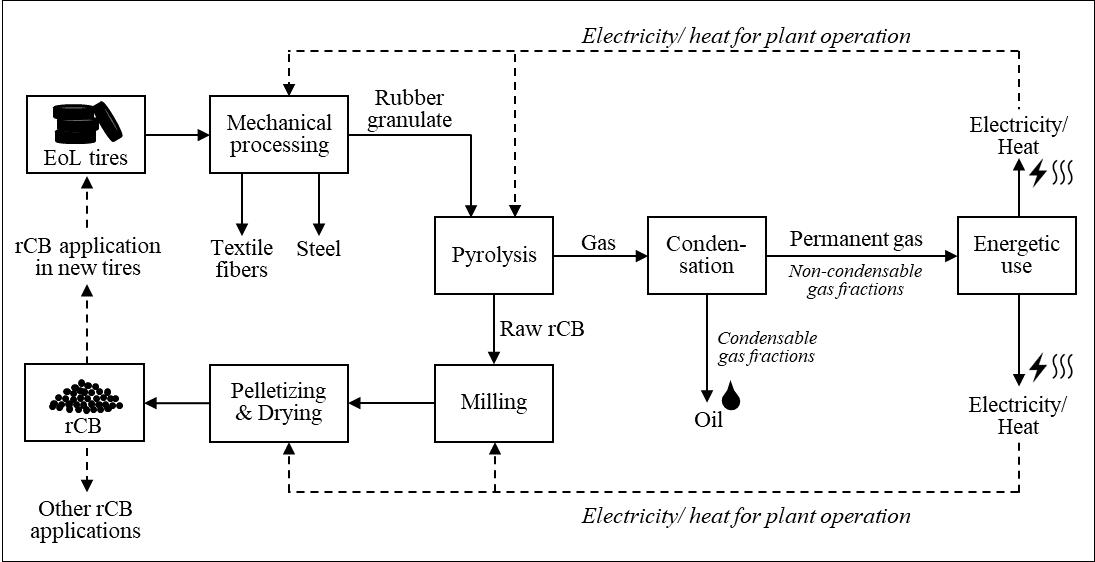
As a potential solution for closing the recycling gap, and thus as a complementary path to existing scrap tire recycling methods, raw material recycling, in particular pyrolysis technology, is gaining attention in science and industry [
32,
33]. Pyrolysis is a thermochemical process in which the macromolecular structure of materials is broken down under heat and in the absence of oxygen, resulting in the products gas, oil and coke [
33,
34]. A general state of the art process diagram for scrap tire pyrolysis is shown in .
The high-calorific pyrolysis gas is typically used for energy or heat production [
33], and the pyrolysis oil is used as a substitute fuel or as a feedstock for the chemical industry [
35]. Pyrolysis coke (Raw rCB), which is a mixture of the industrial CB grades used in tires and inorganic components and other pyrolysis residues [
36], can be used as a substitute fuel or processed into activated carbon [
35]. If the raw rCB is further ground, it is referred to as recovered carbon black (rCB) according to ASTM D8178-22. After grinding, the rCB is usually pelletized to prepare the fine material for transport and handling in industry.
Since rCB typically shows only semi-reinforcing properties in new rubber compounds, there is no large-scale industrially established pathway for its use as an alternative filler. Potential users face the challenge that rCB from scrap tire pyrolysis differs from standard CB [
32] and, therefore, at the current stage of development, is not suitable as a full 100% CB replacement for elastomer compounds [
37]. Nonetheless, there are already initial applications of rCB, with the bicycle tire manufacturer Schwalbe incorporating it into new bicycle tires and the tire manufacturer Continental utilizing it for specific purposes in new solid tires [
38,
39,
40].
. General process scheme of waste tire pyrolysis (dotted lines symbolize optional paths).
CB is a fossil-based raw material obtained through the controlled decomposition of liquid or gaseous hydrocarbons [
41]. Most CB is produced industrially using the so-called furnace process, which uses various types of oil, usually by-products of the chemical industry, and natural gas as a fuel [
42].
Carbon blacks are precisely classified according to various properties. The classification is based on a four-digit nomenclature, e.g., “N550” or “N660”, which is defined according to the ASTM standard D1765-23b. The first character is a letter indicating the CB’s effect on a rubber compound’s vulcanization rate. The letter “N” represents a normal curing rate, as is typical for furnace blacks. A prefixed “S” indicates modified carbon blacks, which reduce the vulcanization speed compared to the N-series. The second symbol is a number describing the average specific surface area of the carbon black as determined by nitrogen adsorption according to the Brunauer, Emmett and Teller (BET) method. The last two characters of the code are arbitrary digits, with the following rule of thumb for rough orientation: the smaller the two digits, the lower the structure of the carbon black [
36]. Structure is a measure of the physical polymer-filler interaction. A high structure is the result of a large number of interlocks in the CB aggregates. The large number of resulting voids provides many opportunities for the polymer chains to interact and positively influence the reinforcing properties.
Approximately 90% of the world’s total CB production is used in rubber applications [
43]. Tires and other rubber products for the automotive industry alone account for about 70% [
44]. In addition to its traditional use as a pigment, filler and reinforcing agent in the tire industry, CB is becoming increasingly important in emerging and rapidly growing energy storage and conversion technologies. Due to its specific properties and conductivity, CB is particularly suitable for CO
2 capture technologies, supercapacitors, batteries and solar cells, as well as a catalyst support in fuel cells [
45].
Considering the continuously increasing global demand for fossil-based CB, which is expected to exceed 17 million tons per year by 2030 [
46], development efforts for the production, optimization and use of rCB as a non-fossil filler alternative seem to be worthwhile. This study contributes to generating fundamental data for evaluating waste tire pyrolysis, focusing on producing carbonaceous materials suitable for incorporation into new rubber compounds. It includes an experimental setup that specifically considers the upscaling of the pyrolysis process with integrated gas analysis, providing crucial data for assessing rCB production on an industrial scale. This data serves as a foundation for future LCAs, enabling the evaluation of the environmental impact of tire pyrolysis and rCB production compared to conventional CB and other tire recycling pathways. From a strategic perspective, this study will help assess the potential and feasibility of pyrolysis as a complementary tire recycling technology.
2. Materials and Methods
As part of the study, rCB from scrap tire pyrolysis was produced (laboratory and semi-industrial scale), analyzed and compared to common industrial CB grades. The procedure, test setups and analytical methods used are described below.
2.1. Analysis of Input Material
Analysis of the input material was performed in triplicate for each parameter, with the mean values reported. Particle size distribution was determined via sieve analysis, using test sieves with metal wire mesh (200 mm diameter) and a flat sieve shaker (model: AS 400 control, Retsch, Haan, Germany) according to DIN ISO 3310-1:2017-11. Bulk density was measured in a 5.0 L measuring cylinder, following the specifications of DIN EN ISO 17828:2016-05. To determine the water content, samples were dried in an oven as per DIN 51718:2002-06 (method B), while ash content was assessed through combustion in a muffle furnace according to DIN EN ISO 3451-1:2019-05 (method A). Similarly, the volatile matter content was determined using the muffle furnace in line with DIN 51720:2001-03. The elemental composition (C, H, N, S) was analyzed using a Vario Macro Cube elemental analyzer (Elementar Analysensysteme GmbH, Langenselbold, Germany), while the oxygen content was calculated as the difference between the total sample mass and the combined values of ash, water, and the previously determined elemental components (C, H, N, S). Finally, the fixed carbon content was derived by subtracting the water, volatile and ash content from the total sample mass, providing a comprehensive characterization of the material.
2.2. Experimental Setup for Waste Tire Pyrolysis
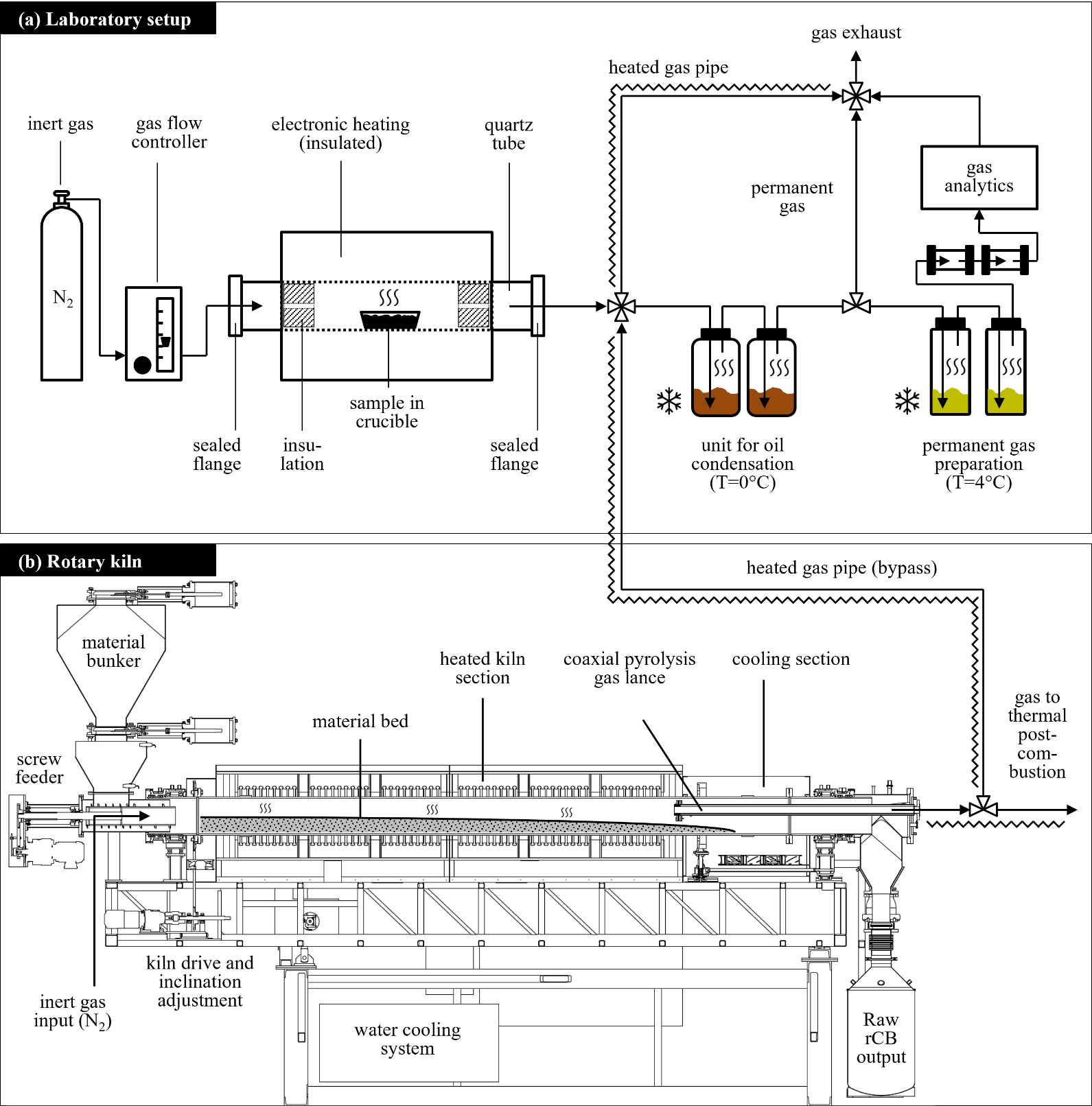
A detailed study was carried out in a laboratory reactor to investigate the pyrolysis of rubber granulate from end-of-life tires fundamentally. For this, a laboratory tube furnace (model: TS3 12/125/600) from Carbolite Gero GmbH & Co. KG (Neuhausen, Germany) was used, as schematically shown in a.
The sample material (approximately 30 g per test) was filled into ceramic sample crucibles and placed in the center of the quartz tube (length 1200 mm, inner diameter 120 mm, wall thickness 2.5 mm). The gas-tight setup underwent three cycles of inertization by evacuating to −1.0 bar rel. using a vacuum pump and flooding with nitrogen to +1.0 bar rel.
For the pyrolysis process, inertization was ensured by a continuous flow of nitrogen at a rate of 1.5 L/min under atmospheric pressure. The laboratory setup was operated in two modes: In the first, focused solely on pyrolysis coke formation, the pyrolysis gas was vented directly to a fume hood via a heated gas pipe (no oil condensation). In the second mode, the gas was passed through a condensation setup with two gas-tight bottles in an ice bath for pyrolysis oil collection, with the remaining permanent gas vented to the fume hood.
A temperature range of 300 to 750 °C with a temperature increase of +50 °C per test was used for the laboratory test series. All pyrolysis experiments were performed at a constant heating rate of 10 K/min, which was limited by the capabilities of the laboratory furnace and a holding time of 60 min at the target temperature.
For the mass balance, the initial sample mass, the mass of pyrolysis coke remaining in the crucible after the process, and, where applicable, the mass of condensed oil was determined by weighing. The mass of the pyrolysis gas was calculated as the difference between the initial sample mass and the combined masses of coke and condensed oil. After intermediate storage in a desiccator, the pyrolysis coke was characterized in the laboratory (see Section 2.3).
Promising process parameters were scaled up in a semi-industrial rotary kiln (see b and the photo in Supplementary Material (SM), Figure S1). The rotary kiln is fed with the rubber granules via an inertizable bunker by means of a screw conveyor. The material throughput of the system is limited to 30 kg/h or a thermal output of 150 kW
th. Due to the horizontal incline (0–3°) and the rotation (0.1–10.0 rpm) of the tube, the material bed moves through the kiln. Six electric heating elements of 10 kW each are used for the thermal treatment of the material along a heated tube length of 3500 mm. At the discharge end, the pyrolysis coke is cooled to <100 °C via a double-walled water-cooling system and collected in a nitrogen inert container. A constant flow of nitrogen provides a directed gas stream and maintains a process pressure of ~10 mbar (rel.) in the reactor as the pyrolysis gas is extracted via a coaxial lance and passed through a 500 °C heated tube to the thermal post-combustion system. A bypass flow of the gas is diverted from the heat-ed pyrolysis gas tube to an ice bath setup for oil condensation, as performed in the laboratory experiments. The remaining permanent gas is then prepared and analyzed using a VARIOluxx Syngas analyzer from MRU GmbH (Neckarsulm, Germany).
. (<b>a</b>) Scheme of lab-scale pyrolysis tests and (<b>b</b>) semi-industrial rotary kiln at metabolon institute (Lindlar, Germany), including the bypass connection to the shared oil condensation unit as well as the permanent gas preparation and analysis system.
Several rCB samples were produced on a laboratory scale and “rCB1” was produced in the semi-industrial rotary kiln at metabolon institute. Two other rCB types (“rCB2” and “rCB3”) were provided by industrial partners from commercial scrap tire pyrolysis. The samples “BG” (bagasse from sugar beet processing) and “GP” (carbon black from natural gas pyrolysis) provided by industrial partners were also used for comparison. All CB and rCB analyses were performed in triplicate with the mean values reported. Sample characterization included the following parameters:
The carbon black composition (C, H, N, S) was determined with an elemental analyzer type Vario Macro Cube from Analysensysteme GmbH (Langenselbold, Germany). In addition, a scanning electron microscope (SEM) type SU5000 of Hitachi High-Technologies Corporation (Tokyo, Japan), in combination with the elemental analysis software “Aztec 5.0 SP1” of Oxford Instruments plc (Abingdon, UK), was used to analyze the ashes.
The ash content was determined in a muffle furnace according to ASTM D1506-23 and additionally by the recently published standard ASTM D8474-23, applicable only to rCB, using thermogravimetric analysis (TGA) in an analyzer of the type STA 409PC/PG from Netzsch GmbH & Co. Holding KG (Selb, Germany).
Surface contamination by volatile components was also analyzed in a muffle furnace following DIN 51720:2001-03. For the material samples GB and BG, the volatile content was determined by TGA according to ASTM D8474-23.
The evaluation of the carbon black structure is based on the oil adsorption number (OAN) in accordance with ASTM D2414-23a and the compressed oil adsorption number (COAN) in line with ASTM D3493-21. Analyses were performed using the DABS-BU01 instrument from HITEC Luxembourg S.A. (Luxembourg). Additionally, the Void Volume (VV) according to ASTM D7854-21 was determined using the CVST-BASU analyzer by HI-TEC Luxem-bourg S.A. (Luxembourg) for structural evaluation of the carbon blacks.
Specific surface area was determined by the Brunauer, Emmett and Teller (BET) method using nitrogen adsorption with the NOVAtouch instrument by Anton Paar GmbH (Graz, Austria) as per ASTM D6556-21, although the actual suitability of the method for rCB from scrap tire pyrolysis has not been conclusively validated.
There is also still uncertainty in the industry regarding rCB particle size determination methods. Although laser diffraction is the preferred measuring method, there is no uniform and standardized procedure for rCB. For the present study, particle size was determined using a disk centrifuge 24000UHR (CPS, Prairieville, LA, USA) available in the Cologne University of Applied Sciences laboratories. The D97 percentile of each particle is reported.
3. Results and Discussion
3.1. Characterization of Input Material
The feed material is rubber granules from scrap tires (a mixture of different car, truck and bicycle tires) that have already been mechanically processed and separated from the steel and fabric fractions. More than 50% of the particles are between 3.15 and 5.0 mm in size. According to [
47], this particle size is well suited for obtaining a high combined yield of pyrolysis coke and oil, which is economically relevant for large-scale operation of pyrolysis plants. The detailed sieve analysis, including the particle size distribution curve, can be found in Table S1 and Figure S2.
summarizes the proximate and elemental analysis of the rubber granules used (as received). It includes the determination of water content, ash content, content of volatile components and content of C, H, N and S. The percentage of oxygen and fixed carbon was determined by calculation.
.
Proximal and elemental analysis of input material (rubber granulate mixture from various scrap tires of cars, trucks and bicycles, as received.
| Analysis |
Unit |
Value ± Standard Deviation |
| C |
wt% |
79.65 ± 0.316 |
| H |
wt% |
7.34 ± 0.089 |
| N |
wt% |
0.43 ± 0.009 |
| S |
wt% |
2.28 ± 0.044 |
| O (calculated) |
wt% |
1.90 |
| Water Content |
wt% |
0.61 ± 0.061 |
| Ash Content |
wt% |
7.79 ± 0.21 |
| Volatiles |
wt% |
57.27 |
| Fixed Carbon (calculated) |
wt% |
34.33 ± 1.04 |
3.2. Preliminary Study in Laboratory Scale
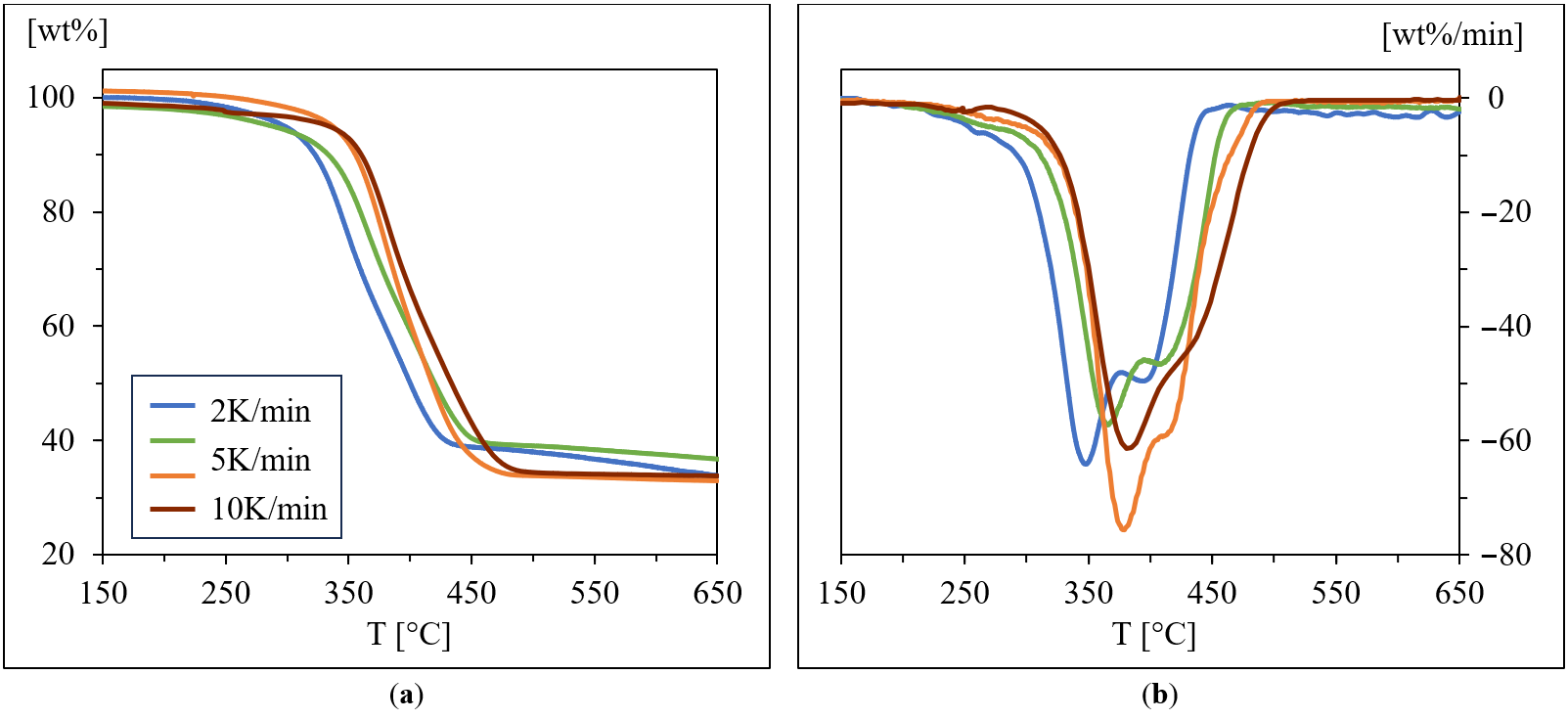
To study the basic degradation of the rubber granules under inert conditions, four TGA curves were recorded at different heating rates (2, 5, 10, 15 K/min).
shows the average values for each heating rate. It can be noted that there is almost no mass loss above T > 600 °C. Since the study focuses on rCB, this suggests that the pyrolysis and, thus, the coke formation process is complete. Consistent with previously published experimental results [
48,
49,
50], it is also observed that the degradation reactions shift to higher temperatures as the heating rate increases. The solid pyrolysis residue obtained was 33.84 wt% at a heating rate of 2 K/min, 36.74 wt% at 5 K/min, 32.99 wt% at 10 K/min and 33.79 wt% at 15 K/min. Despite extensive homogenization of the rubber granules, the variations in the solid yields can be attributed to the different compositions of the scrap tires tested, particularly their fillers, and the small amount of TGA sample (few milligrams).
. (<b>a</b>) TGA curves and (<b>b</b>) DTG curves of waste tire rubber granulate at different heating rates (2, 5, 10 and 15 K/min).
DTG curves (b) show that mass degradation during scrap tire pyrolysis occurs in a temperature range of 200–600 °C. The bimodal degradation is in good agreement with previously published literature results, although trimodal distributions are also described in some cases, depending on the level of detail [
47,
48,
49,
51,
52,
53,
54,
55,
56]. It can be summarized in two main zones: in the range of about 200–400 °C, mainly oils, plasticizers and natural rubber are de-graded, while in the range of about 400–500 °C, the degradation of synthetic rubber (mainly polybutadiene rubber (BR) and styrene-butadiene rubber (SBR)) takes place.
To assess the effect of the pyrolysis temperature on the properties of the focus product, pyrolysis coke, a series of tests were carried out in the laboratory tube furnace (batch operation) over a temperature range of 300–750 °C. The pyrolysis temperature was increased by +50 °C for each batch, and the residue time was set at 60 min.
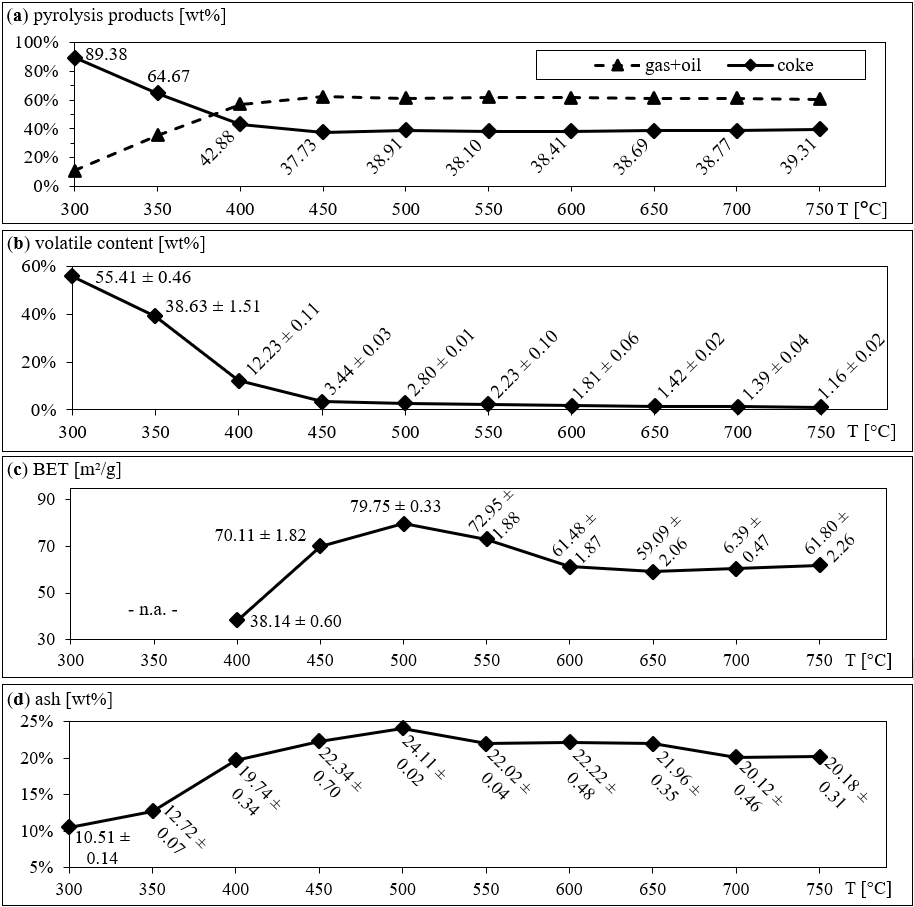
a shows the distribution of pyrolysis coke and the sum of oil and gas from the laboratory study where the focus was on pyrolysis coke only and no oil condensation was performed. While 89.38 wt% pyrolysis coke is produced at 300 °C, the yield decreases to 37.73 wt% at 450 °C. Above 450 °C, the coke yield remains almost constant.
If scrap tire pyrolysis is operated with a focus on rCB production, however, it is not primarily the quantity but rather the quality of the rCB produced that is important for subsequent reuse as a secondary raw material. A relevant quality feature is the quantity of volatile content. Volatiles are formed during the thermal degradation of the rubber polymers, whereby the organic compounds are adsorbed as impurities on the porous rCB surface [
33].
b visualizes the quality-reducing contamination of the rCB by volatile components as a function of the pyrolysis temperature for the laboratory study. Obviously, the surface contamination of rCB by volatiles decreases significantly with increasing temperature from 56.03 wt% at 300 °C to 3.44 wt% at 450 °C. Above 450 °C, the reduction in volatiles decreases with a further increase in temperature, with a minimum volatile content of 1.16 wt% at the highest temperature of 750 °C.
. Waste tire pyrolysis laboratory study, all values as a function of temperature: (<b>a</b>) distribution of pyrolysis products (gas + oil and coke), (<b>b</b>) rCB volatile content incl. standard deviation, (<b>c</b>) rCB BET surface incl. standard deviation and (<b>d</b>) rCB ash content incl. standard deviation.
With respect to the determination of the specific surface area, it should be noted that the rCB samples from the 300 and 350 °C tests were so sticky that they could not be handled in the analyzer. Therefore, the BET surface area could only be determined for all samples produced at a pyrolysis temperature of 400 °C or higher.
The surface area distribution of rCB over the pyrolysis temperature (see
c) shows an interesting profile: up to 500 °C, the BET surface area increases to a maximum of 79.75 m
2/g and decreases as the temperature goes up, with the rCB from the 650 °C experiment having a minimum surface area of 59.09 m
2/g. Above 650 °C, the BET surface area increases again to 60.39 m
2/g at 700 °C and 61.80 m
2/g at 750 °C. These values correspond to those of the CB N5xx and N6xx series. In tire manufacturing, these CB grades are mainly used in the lower layers of the tread (base tread) or in the substructure, inner liner and sidewall [
57].
Considering the TGA studies (see ), the observed effect of the BET maximum from 400 to 650 °C can be explained by pyrolysis, which is not yet fully completed. In this temperature range, the material, which is not yet completely degassed, forms a rugged surface structure, which leads to higher BET values.
The tendency for the BET surface area to increase from 650 °C can be explained by the reduced formation of carbonaceous deposits on the rCB surface and the lower proportion of volatile components at higher temperatures. These deposits are formed during the pyrolytic decomposition of the long elastomer chains into shorter hydrocarbons, some of which are then deposited on the surface of the rCB and form the carbonaceous deposits (also called “carbonaceous residues”) through polycondensation reactions [
58]. This finding is consistent with previously published results [
59,
60,
61].
In general, carbonaceous deposits are undesirable because they negatively affect the surface chemistry and morphology of the rCB. They block or deactivate active surface areas of the rCB [
35,
62] and smooth the structure of the initially rough surface [
63]. This is detrimental to polymer-filler adhesion during reuse in rubber compounds.
The interaction between rCB and polymers and thus the use of rCB in new rubber compounds is limited not only by the carbonaceous deposits on the rCB surface, but also by the high ash content compared to conventional industrial CBs [
64]. Therefore, the laboratory study also investigated the ash content of rCB as a function of pyrolysis temperature. The results are shown in d.
Upon completion of pyrolysis, the rCB samples have an ash content >20wt% even when the temperature is further increased to 750 °C. This compares to an ash content of less than 0.5wt% for CBs commonly used in tire production [
65]. The high ash content in rCB is due to the inorganic elements, including silicon, zinc and calcium, which act as reinforcing or activating substances for cross-linking in the form of silica, ZnO and CaCO
3 during tire production [
62]. Sulfur is also present in rCB, which originally served as a cross-linking agent in the tire compound. The inorganic components in the rubber granules of the scrap tires cannot be removed during the pyrolysis process [
66] and therefore remain as impurities in the rCB. Since the exact proportion and composition of the ash depend on the individual formulations of the pyrolyzed scrap tires [
64], the ash content in the rCB is somewhat variable. In any case, the ash blocks access to the internal pores, resulting in a low surface area, a reduction in active sites, and consequently impaired interaction in polymer bonding [
62].
Evaluation of the initial laboratory test series indicates that a pyrolysis temperature range of 600 to 650 °C is well suited for achieving high coke yield and quality. However, since industrial tire pyrolysis also aims to produce oil as a product, additional experiments were conducted at these two temperatures. In these experiments, the pyrolysis gas was cooled through a condensation unit to recover oil, resulting in a product distribution of 37.52wt% oil and 24.07wt% permanent gas at 600 °C and 37.41wt% oil and 23.90wt% permanent gas at 650 °C. The product distribution from these experiments is visualized in Figure S3. It should be noted that, due to the reactor design, non-isothermal conditions were applied in these tests. Therefore, it is expected that conducting the process under isothermal conditions, where the sample is rapidly heated to the target temperature, would result in slightly higher oil yields.
3.3. Analysis of rCB Produced in Rotary Kiln and Comparison with Other rCBs as Well as Industrial CBs
The upscaling experiments to a semi-industrial rotary kiln, based on the laboratory study in Section 3.2, were conducted at 650 °C with a 60 min residue time. With a horizontal inclination of 2°, the kiln rotated at 2.0 rpm and was fed with 8.9 kg/h of rubber granules. In terms of mass balance, the coke yield was 39.11wt%, correlating well with the rCB yield from the laboratory study. Additionally, the oil yield, determined via the bypass condensation unit, was 38.62wt%, resulting in a permanent gas yield of 22.27wt% by difference (see Figure S4). For the gas composition, see Table S3. The measured energy consumption for the kiln operation was 1.3 kWh per kilogram of processed rubber granules, providing a first reference for future environmental investigations such as LCA. All process details for the semi-industrial experiments can be found in Table S2.
The analysis of seven industrial CB grades (see a) serves as a reference for the rCB measurements (see b). To cover a wide range of carbon blacks, the low reinforcing carbon black N990, three medium reinforcing blacks (N660, N550 and N539) and the higher reinforcing grades N330 and N234 were selected for the investigations. In addition, a high structural CB from the N500 series, designated HS-25, was also tested.
.
Analysis of (a) CB as a reference and analysis of (b) rCB types.
| (a) Analysis CB |
Unit |
N234 |
N330 |
N539 |
N550 |
N660 |
N990 |
HS-25 |
| Particle size (D97) |
µm |
1.9 |
2 |
2.5 |
2.7 |
3.1 |
5.2 |
1.7 |
| C |
wt% |
99.1 |
98.4 |
98.9 |
98.9 |
98.6 |
99.3 |
98.9 |
| H |
wt% |
0.2 |
0.4 |
0.2 |
0.2 |
0.2 |
0.1 |
0.2 |
| N |
wt% |
0.2 |
0.4 |
0.3 |
0.3 |
0.2 |
0.0 |
0.3 |
| S |
wt% |
0.1 |
0.5 |
0.5 |
0.5 |
0.7 |
0.1 |
0.5 |
| BET |
m2/g |
113.9 |
76.5 |
41.4 |
38.8 |
33.7 |
9.00 |
29.1 |
| OAN |
cm3/100 g |
123.7 |
99 |
111.3 |
118.5 |
85.5 |
38.6 |
121.3 |
| COAN |
cm3/100 g |
99.1 |
90.3 |
79.5 |
86.6 |
73.3 |
36.1 |
81.7 |
| Void Volume |
cm3/100 g |
68.7 |
58.5 |
58 |
56 |
48.5 |
25.8 |
58.3 |
| Volatiles |
wt% |
3.5 |
2.6 |
0.7 |
1.5 |
0.7 |
0.2 |
0.7 |
| Ash (muffle furnace) |
wt% |
0.4 |
0.3 |
0.1 |
0.1 |
0.3 |
0.5 |
0.1 |
| Ash (TGA) |
wt% |
0.8 |
0.8 |
0.7 |
0.1 |
1.8 |
0.8 |
0 |
| (b) Analysis rCB |
Unit |
rCB1 |
rCB2 |
rCB3 |
GP |
BG |
| Particle size (D97) |
µm |
6.3 |
11.8 |
13.1 |
11.3 |
13.6 |
| C |
wt% |
74.5 |
78.7 |
76.8 |
- |
57.7 |
| H |
wt% |
0.9 |
0.6 |
0.6 |
- |
1.6 |
| N |
wt% |
0.3 |
0.3 |
0.3 |
- |
0.5 |
| S |
wt% |
1.3 |
3.1 |
2.9 |
- |
0.1 |
| BET |
m2/g |
65.0 |
69.0 |
57.5 |
N/A* |
N/A* |
| OAN |
cm3/100 g |
85.5 |
81.4 |
92.7 |
N/A* |
N/A* |
| COAN |
cm3/100 g |
76.0 |
79.1 |
81.7 |
N/A* |
N/A* |
| Void Volume |
cm3/100 g |
50.2 |
50.2 |
53.7 |
18.3 |
34 |
| Volatiles |
wt% |
1.9 |
2.7 |
4.5 |
31.8 |
8.9 |
| Ash (muffle furnace) |
wt% |
15.9 |
17.1 |
19.3 |
33.4 |
35.4 |
| Ash (TGA) |
wt% |
15.4 |
17.8 |
21.1 |
33.2 |
34.5 |
As an additional comparison to the rCB1 from the rotary kiln, the measurement results of two other rCB types from industrial waste tire pyrolysis (rCB2 and rCB3) and the experimental materials GP and BG are summarized in b. It should be noted that the milling process was performed outside of the project study; therefore, the milling type may differ for the rCB types. This has a correspondingly large influence on the particle size distribution obtained and the corresponding specific surface area.
The analysis results of the different materials show that all CBs have a high carbon content and low nitrogen, sulfur and hydrogen content compared to rCB. The ash content of the industrial CBs is correspondingly low (<1.0 wt%). In contrast, rCBs have a carbon content of only 57.7–78.7 wt% and a higher content of hydrogen, nitrogen and sulfur. The ash content is also significantly higher in all three rCB samples (between 15.4–21.1 wt%). The reasonable idea of comparing the ash-free pyrolysis coke with the composition of CB shows that the differences are significantly smaller. Although the increased ash content of rCB is not solely responsible for the differences in quality compared to CB, initial approaches to remove the ash [
67,
68,
69,
70] appear to be very useful. The importance of this methodology will be discussed again in conclusion.
With 33.2 wt% and 34.5 wt%, the experimental materials GP and BG show an even higher ash content than the rCB samples from the scrap tire pyrolysis. Because the GP material is an experimental process development product, its ash content mainly contains iron and copper from the burnt gas pyrolysis electrodes. As far as possible, the characteristics of the GP sample were determined. To protect the analyzer, elemental analysis was not performed on the GP material because of the high content of aromatic compounds and sulfur (yellow discoloration of the sample vessel and strong acrid smell). TGA was used to determine the volatile content at 31.8 wt%. Due to the process-related high ash content and high surface contamination, this batch’s GP sample material is unsuitable as an alternative filler in elastomer products. The same applies to the BG material sample.
The mineral content of the rCBs, which severely limits the reinforcing potential compared to the industrial CBs for use in elastomers, was further investigated by SEM and elemental analysis (EDX). Silicon, zinc, sulfur and calcium, as well as small amounts of aluminum, magnesium and potassium, were detected in the three rCB samples (see Figure S5). Their origin, as described above, is due to individual original tire compound formulations. The other metallic components detected are likely to have entered the pyrolysis coke via the scrap tire fractions through contamination or abrasion. Zinc and small amounts of silicon were detected in the BG material sample (see Figure S5). The origin of these trace elements is probably due to the soils from which the sugarcane absorbs them during plant growth. Overall, the EDX analysis of the ashes showed that the mineral content of the rCB is derived from the scrap tire formulations, as expected. However, this analysis also contributes to a better understanding of the ash composition in order to develop separation processes to optimize rCB quality.
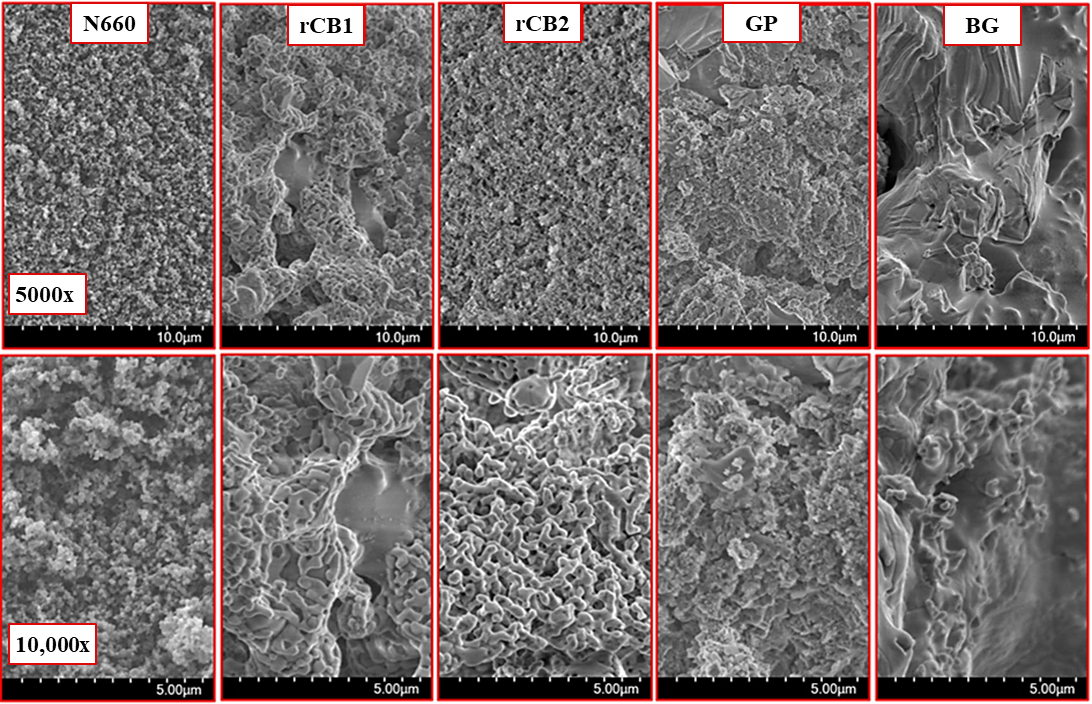
The carbon black samples were also examined microscopically by SEM at 5000× and 10,000× magnifications (see ). The spherical primary particles, aggregates and agglomerates of N660 are clearly visible. There is little difference between CB N660 and rCB2 at 5000× magnification. However, coarser particles can be seen in the background of rCB1. At a magnification of 10,000 a corresponding network of “sintered” structures can be seen on the particles. Images of rCB3 are very similar and are not shown here for simplicity. Similar to the rCB sample, the GP material has a coarser appearance than the CB sample and has a platelet-like structure with smaller particles deposited on top. In this comparison, the BG sample shows the largest particles and is clearly distinguishable in appearance from the other materials. In addition to the distinct size difference, the BG surface is relatively smooth and coherent. At 5000× magnification, spherical structures can be seen below the surface, and at 10,000× magnification, individual smaller particles can be identified.
. SEM images with 5000× and 10,000× magnification of CB N660 and the ashed samples rCB1, rCB2, GP and BG.
As described in Section 2.3, the surface activity of the carbon blacks is determined by BET analysis. When used in an elastomer compound, the specific surface area influences the filler-filler and filler-polymer interactions. This in turn, influences, for example, the tensile strength, elongation at break and abrasion resistance of the resulting elastomer products [
71]. The BET surface area of rCB2 (69 m
2/g) is comparable to the highly reinforcing CB N330 (76 m
2/g) or the N300 series (70–99 m
2/g) and rCB1 (65 m
2/g) and rCB3 (57.5 m
2/g) are similar to the highly reinforcing N400 series (50–69 m
2/g). No reliable statement can be made for the BG sample using the BET method. A rough qualitative classification of the BET surface area of the rCBs compared to ASTM D1765-23b standardized CBs can be found in
Figure S6.
The carbon black structure, which provides information about the arrangement of the primary particles and their aggregate formation, has a significant influence on the dispersion and the stress at 300% elongation when used in new elastomers [
71]. In this respect, the rCB samples show values comparable to a medium reinforcing CB N660 with a slight tendency towards a CB N550. The OAN values of the rCBs (rCB1 = 85.5 cm
3/100 g; rCB2 = 81.4 cm
3/100 g; rCB3 = 92.7 cm
3/100 g) are comparable to the OAN of the virgin CB grade N660 with 85.5 cm
3/100 g. For the COAN, the values of the rCBs (rCB1 = 76 cm
3/100 g; rCB2 = 79.1 cm
3/100 g; rCB3 = 81.7 cm
3/100 g) are between those of CB N660 with 73.3 cm
3/100 g and CB N550 with 86.6 cm
3/100 g. This is also true for the VV measurement, which shows the same tendency. Since the torques required by the relevant standards were not reached, the OAN and COAN curves could not be recorded for GB and BG. In this case, the analysis method would have to be adapted. However, the measurements would then be out of the standard and no longer comparable with the data already available. Alternatively, the VV can be specified for these materials. With a VV of 18.3 cm
3/100 g for the GP sample and 34.0 cm
3/100 g for the BG sample, these materials are more comparable to the less reinforcing carbon black N990.
Particle size analysis shows that rCB2 and rCB3 as well as GP and BG, are significantly larger than the CBs. The D97 particle size of the recycled materials is between 11.3–13.6 µm, while that of the industrial CBs is between 1.7–5.2 µm. Since the recycled materials were all provided by industrial partners, there is no precise information on the type of milling. The exception is rCB1, which was processed in a laboratory jet mill. However, experience has shown that milling technology significantly influences particle size and structure and should, therefore, be considered separately in further investigations.
Overall, the analyses indicate that the rCB samples have the potential to replace medium reinforcing CBs of the N5xx and 6xx series. This suggests that they could be used in various elastomer applications such as technical rubber goods (e.g., seals, profiles, vibration technology) or in tire production, particularly in the sidewall and inner liner. Future studies should explore this potential in more detail. In subsequent experiments, the rCBs will be incorporated into butyl and nitrile rubber-based elastomer compounds to evaluate their actual in-rubber properties and, thus, their actual potential as a replacement for conventional CBs.
4. Conclusions
The increasing volume of scrap tires and the discontinuation of established disposal routes require the development of innovative recycling alternatives. Pyrolysis, which involves the thermochemical decomposition of mechanically prepared rubber granules from scrap tires, is considered a viable solution. While gas and oil are already used in the pyrolysis products, the application of the solid pyrolysis residue rCB still needs to be developed.
This study presents a fundamental investigation of rCBs from waste tire pyrolysis at both laboratory and semi-industrial scales. The key findings can be summarized as follows:
-
-
At a temperature of 650 °C and a residence time of 60 min, the best rCB quality was produced both qualitatively and quantitatively. These parameters were then used for upscaling experiments in a semi-industrial rotary kiln with a material feed rate of 8.9 kg/h. Both the rCB yield, with 39.11 wt% in the rotary kiln and 38.69 wt% in the lab test, and the oil yield, with 38.62 wt% in the rotary kiln and 37.41 wt% in the lab scale, showed a good correlation.
-
-
All rCB samples produced showed significant differences from conventional CB, particularly in the form of increased ash content, reduced carbon content and increased volatile content. This finding also applies to two other industry-provided rCBs, as well as the experimental materials GP (carbon black from gas pyrolysis) and BG (bagasse from sugar beet production).
-
-
The minerals contained in rCBs were found to be mainly silicon, zinc, sulfur and calcium, with small amounts of aluminum, magnesium and potassium (see Figure S5). The origin of these elements is essentially due to the components of the tire compounds, with any differences due to the individual rubber compounds of the tire manufacturers.
-
-
In addition, it can be assumed that carbonaceous residues from polymer fragments, so-called “carbonaceous deposits”, are formed during the pyrolysis process. These deposits accumulate on the surface of the rCB and negatively influence it by blocking active sites [63]. As a result, rCBs from scrap tire pyrolysis are less active than conventional CB, which is selectively produced and free of impurities.
One solution to these problems could be demineralization or further activation of rCB. Initial studies show that the activation of rCB, usually with steam or CO
2, in a thermal post-treatment step can reduce some of the carbonaceous deposits and volatile components on the rCB surface and thus improve the rCB quality [
54,
72]. Similarly, demineralization of rCB with acid treatment [
69,
70] also results in a reduction of ash content and thus improved rCB properties.
In general, the methods commonly used to characterize CBs were able to provide a good characterization of rCBs with appropriate sample preparation. However, it should be noted that there are still no conclusive plausibility studies and standardizations for rCB for some methods. This is particularly true for BET surface area, OAN, COAN and particle size analysis. The measurements carried out have also shown that not all tests are possible for all rCB types. For example, OAN and BET could not be determined for the GP and BG samples. It is, therefore, necessary to wait for the extension of the standardization specific to rCBs, which the ASTM D36 standards committee is currently working on.
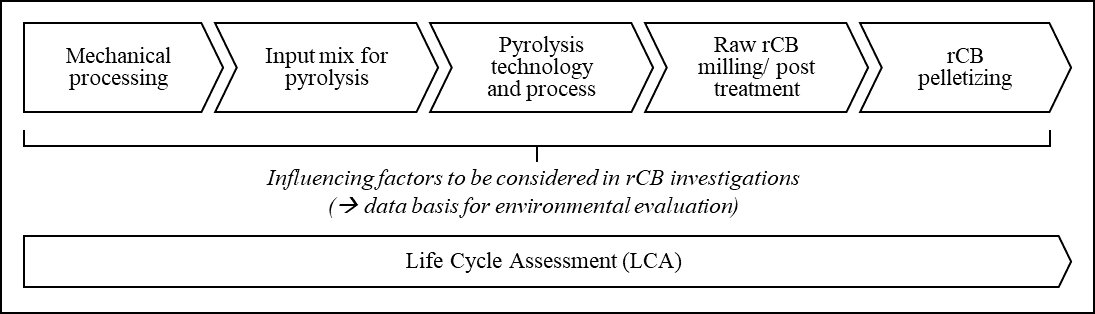
In addition to the use of consistent analytical standards, it is also advisable to use the same methodology for full comparability of different rCB types and studies. This should consider all possible influencing factors (see ), including:
-
-
mechanical processing of the scrap tires
-
-
pyrolysis feedstock mix
-
-
pyrolysis technology and process parameters
-
-
raw rCB milling as well as any post-treatment processes
-
-
rCB pelletizing
The present investigation has shown that even variations in a single process element (in this case, different or unknown milling techniques) do not allow for fully reliable comparability. On the other hand, this shows the potential to influence the product properties by appropriate milling.
. Proposed framework for the holistic evaluation of rCB produced from waste tire pyrolysis.
Considering the increasing global demand for CB and the limited fossil resources used for this purpose, pyrolysis and especially the (partial) substitution of CB by rCB seems to be a worthwhile approach. Although the current state of the art does not allow the production of a fully equivalent CB substitute with a variable input mix of rubber granules from scrap tyres, there are already first approaches to further improve the quality of rCB by post-treatment (activation and demineralization) [
64]. Such rCB post-treatment technologies could play a crucial role in the future scale-up of commercial rCB production from scrap tire pyrolysis.
Finally, it should be emphasized that while the characterization of rCB and its comparison with CB references provide initial trends, they alone do not determine the suitability of rCB as a secondary raw material. Therefore, it is essential to incorporate rCB into new rubber compounds and evaluate their final performance, which is critical for industrial applications. In follow-up studies, rCB will be used in butyl and nitrile rubber-based elastomers, with results to be reported separately. In addition to technical feasibility, the ecological perspective must also be considered to assess whether tire pyrolysis offers environmental advantages over other recycling methods and whether rCB is more environmentally beneficial than conventional CB. The data collected, including mass balance, educt and product composition as well as process data from the rotary kiln operations, will form the basis for a future detailed and published LCA.
Supplementary Materials
The following supporting information can be found at: https://www.sciepublish.com/article/pii/517,
Figure S1. Photo of the semi-industrial rotary kiln reactor at the metabolon institute of TH Köln (Lindlar, Germany);
Figure S2. Sieve analysis curve of input material (rubber granulate mixture from various scrap tires of cars, trucks and bicycles, as received);
Figure S3. Laboratory experiments on waste tire pyrolysis (rubber granulate mixture from various scrap tires of cars, trucks and bicycles): distribution of pyrolysis products (coke, oil and permanent gas) at 600 and 650 °C pyrolysis temperature;
Figure S4. Experiments on waste tire pyrolysis (rubber granulate mixture from various scrap tires of cars, trucks and bicycles) in semi-industrial rotary kiln: distribution of pyrolysis products (coke, oil and permanent gas) at 650 °C pyrolysis temperature;
Figure S5. Elemental analysis (EDX) using SEM of the ashed samples rCB1, rCB2, rCB3 and BG;
Figure S6. Rough qualitative classification of the BET surface area of rCBs compared to ASTM D1765-23b standardized CBs;
Table S1. Particle size distribution of input material (rubber granulate mixture from various scrap tires of cars, trucks and bicycles, as received);
Table S2. Process parameters for experiments on waste tire pyrolysis (Rubber Granulate (RG) mixture from various scrap tires of cars, trucks and bicycles) in semi-industrial rotary kiln at 650 °C pyrolysis temperature;
Table S3. Permanent gas composition for experiments on waste tire pyrolysis (rubber granulate mixture from various scrap tires of cars, trucks and bicycles) in semi-industrial rotary kiln at 650 °C pyrolysis temperature.
Acknowledgments
We would like to express our sincere thanks to the team at the Metabolon Institute, especially for operating the experimental facilities that were essential for this study. We would also like to acknowledge the support of the Materials Laboratory team at TH Köln, whose contribution was crucial throughout the research process.
Author Contributions
S.B. led the conceptualization, original draft preparation and review & editing, with contributions from C.M. and D.K.-K. in conceptualization and supervision. Methodology, validation, formal analysis, investigation, data curation, and visualization were conducted by S.B., with assistance from E.K. Project administration and supervision were led by C.M. and D.K.-K.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All data generated or analyzed during this study are available from the corresponding author upon reasonable request.
Funding
This research was conducted in collaboration with the Teaching and Research Centre metabolon, a joint initiative of TH Köln (University of Applied Sciences) and the Bergischer Abfallwirtschaftsverband (BAV). The research project “Pilot Bergische Rohstoffschmiede” was funded by the European Union’s European Regional Development Fund (ERDF) under the EFRE.NRW 2021–2027 program.
Declaration of Competing Interest
Sebastian Bogdahn reports a relationship with Schwalbe—Ralf Bohle GmbH that includes: employment. The other authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
1.
World Business Council for Sustainable Development (WBCSD). End-of-life Tire (ELT) Management Toolkit; WBCSD: Geneva, Switzerland, 2021. Available online: https://tireindustryproject.org/wp-content/uploads/2023/09/WBCSD_TIP_End-of-Life-Tire-Management-Toolkit-FINAL-v9-2.pdf (accessed on 24 March 2025).
2.
World Business Council for Sustainable Development (WBCSD). Perspectives on End-of-Life Tire (ELT) Management: Challenges and Potential Solutions in the US, Europe and China; WBCSD: Geneva, Switzerland, 2022. Available online: https://tireindustryproject.org/wp-content/uploads/2023/08/WBCSD_TIP_Perpectives-End-of-Life-Tire-Management_ELT_tires_sustainability.pdf (accessed on 23 March 2025).
3.
Braithwaite C. End of Life Tyre Rubber: Assessment of Waste Framework Directive End-of-Waste Criteria, Project Number 60664059; European Recycling Industries’ Confederation, European Tyre and Rubber Manufacturers Association: Nottingham, UK, 2021. Available online: https://euric.org/images/Position-papers/AECOM_Report-End_of_Life_Tyre_ Study.pdf (accessed on 17 December 2024).
4.
European Tyre and Rubber Manufacturers Association (ETRMA). Press Release: End of Life Tyres Management—Europe—2019; ETRMA: Brussels, Belgium, 2021. Available online: https://www.etrma.org/wp-content/uploads/2021/05/20210520_ ETRMA_PRESS-RELEASE_ELT-2019.pdf (accessed on 15 February 2025).
5.
Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK). Altreifenverwertung in Deutschland 2023 (Tonnage)—Stand September 2024; WDK: Frankfurt am Main, Germany, 2024.
6.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenentsorgung in Deutschland 2000 (Tonnage); GAVS: Frankfurt am Main, Germany, 2001.
7.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenentsorgung in Deutschland 2001 (Tonnage); GAVS: Frankfurt am Main, Germany, 2002.
8.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenentsorgung in Deutschland 2002 (Tonnage); GAVS: Frankfurt am Main, Germany, 2003
9.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenentsorgung in Deutschland 2003 (Tonnage); GAVS: Frankfurt am Main, Germany, 2004.
10.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenentsorgung in Deutschland 2004 (Tonnage); GAVS: Frankfurt am Main, Germany, 2005.
11.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenentsorgung in Deutschland 2005 (Tonnage); GAVS: Frankfurt am Main, Germany, 2006.
12.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2006 (Tonnage); GAVS: Frankfurt am Main, Germany, 2007.
13.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2007 (Tonnage); GAVS: Frankfurt am Main, Germany, 2008.
14.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2008 (Tonnage); GAVS: Frankfurt am Main, Germany, 2009.
15.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2009 (Tonnage); GAVS: Frankfurt am Main, Germany, 2010.
16.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2010 (Tonnage); GAVS: Frankfurt am Main, Germany, 2011.
17.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2011 (Tonnage)—Stand Mai 2012; GAVS: Frankfurt am Main, Germany, 2012.
18.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2012 (Tonnage)—Stand Mai 2013; GAVS: Frankfurt am Main, Germany, 2013.
19.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2013 (Tonnage)—Stand Mai 2014; GAVS: Frankfurt am Main, Germany, 2014.
20.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2014 (Tonnage)—Stand Juni 2015; GAVS: Frankfurt am Main, Germany, 2015.
21.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2015 (Tonnage)—Stand Juni 2016; GAVS: Frankfurt am Main, Germany, 2016.
22.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2016 (Tonnage)—Stand Juli 2017; GAVS: Frankfurt am Main, Germany, 2017.
23.
Gesellschaft für Altgummi-Verwertungs-Systeme m.b.H. (GAVS). Altreifenverwertung in Deutschland 2017 (Tonnage)—Stand Juli 2018; GAVS: Frankfurt am Main, Germany, 2018.
24.
Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK). Altreifenverwertung in Deutschland 2018 (Tonnage)—Stand Juli 2019; WDK: Frankfurt am Main, Germany, 2019.
25.
Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK). Altreifenverwertung in Deutschland 2019 (Tonnage)—Stand August 2020; WDK: Frankfurt am Main, Germany, 2020.
26.
Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK). Altreifenverwertung in Deutschland 2021 (Tonnage)—Stand August 2022; WDK: Frankfurt am Main, Germany, 2022.
27.
Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK). Altreifenverwertung in Deutschland 2022 (Tonnage)—Stand Oktober 2023; WDK: Frankfurt am Main, Germany, 2023.
28.
Hoyer S. Machbarkeitsstudie: Neue Nutzungsperspektiven und Anwendungsfelder für Altreifenrezyklat; Bundesverband Reifenhandel und Vulkaniseur-Handwerk e.V.: Bonn, Germany, 2022. Available online: https://azur-netzwerk.de/wp-content/uploads/Machbarkeitsstudie-Azur_24.01.22_1.4.pdf (accessed on 23 January 2025).
29.
European Commission. Commission Regulation (EU) Amending Annex XVII to Regulation (EC) No 1907/2006 of the European Parliament and of the Council Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as Regards Synthetic Polymer Microparticles: C(2023) 6419; European Commission: Brussels, Belgium, 2023.
30.
European Commission. The European Green Deal: Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions; European Commission: Brussels, Belgium, 2019.
31.
Wagner J, Steinmetzer S, Theophil L, Strues A, Kösegi N, Hoyer S. Evaluation der Erfassung und Verwertung ausgewählter Abfallströme zur Fortentwicklung der Kreislaufwirtschaft: Texte 31/2022. Available online: https://www.umweltbundesamt.de/en/publikationen/evaluation-der-erfassung-verwertung-ausgewaehlter (accessed on 28 February 2025).
32.
Gao N, Wang F, Quan C, Santamaria L, Lopez G, Williams PT. Tire pyrolysis char: Processes, properties, upgrading and applications.
Prog. Energy Combust. Sci. 2022,
93, 101022. doi:10.1016/j.pecs.2022.101022.
[Google Scholar]
33.
Martínez JD, Puy N, Murillo R, García T, Navarro MV, Mastral AM. Waste tyre pyrolysis—A review.
Renew. Sustain. Energy Rev. 2013,
23, 179–213. doi:10.1016/j.rser.2013.02.038.
[Google Scholar]
34.
Singh RK, Ruj B. Time and temperature depended fuel gas generation from pyrolysis of real world municipal plastic waste.
Fuel 2016,
174, 164–171. doi:10.1016/j.fuel.2016.01.049.
[Google Scholar]
35.
Williams PT. Pyrolysis of waste tyres: A review.
Waste Manag. 2013,
33, 1714–1728. doi:10.1016/j.wasman.2013.05.003.
[Google Scholar]
36.
Norris CJ, Cerdán AL, ter Haar P.
Understanding recovered Carbon Black. Rubber Chem. Technol. 2023,
96, 196–213. doi:10.5254/rct.23.76956.
[Google Scholar]
37.
Xu J, Yu J, He W, Huang J, Xu J, Li G. Replacing commercial carbon black by pyrolytic residue from waste tire for tire processing: Technically feasible and economically reasonable.
Sci. Total Environ. 2021,
793, 148597. doi:10.1016/j.scitotenv.2021.148597.
[Google Scholar]
38.
Ralf Bohle GmbH. Press Release 20.06.2023, Tires with a Closed Material Circuit: Schwalbe Introduces Green Marathon. Available online: https://www.schwalbe.com/en/press/tire-closes-the-loop-schwalbe-introduces-green-marathon/ (accessed on 1 February 2025).
39.
Ralf Bohle GmbH. Press Release 24.06.2024, Schwalbe Converts 70% of Its Range to Circular Tires, rCB Use from Own Tire Recycling Is Massively Expanded—While Maintaining the Same Quality. Available online: https://www.schwalbe.com/en/press/rcb-use-from-own-tire-recycling-is-massively-expanded/ (accessed on 1 February 2025).
40.
Continental AG. Press Release 12.09.2023, Continental Uses Recovered Carbon Black in Solid Tires. Available online: https://www.continental.com/en/press/press-releases/20230912-solid-tires/ (accessed on 1 February 2025).
41.
Schmidt H. 129Xe-NMR-spektroskopische Untersuchungen an Carbon Black und Graphit. Ph.D. thesis, Fakultät für Naturwissenschaften, Universität Duisburg, Essen, Standort Duisburg, Germany, 2003.
42.
Fulcheri L, Probst N, Flamant G, Fabry F, Grivei E, Bourrat X. Plasma processing: a step towards the production of new grades of carbon black.
Carbon 2002,
40, 169–176. doi:10.1016/S0008-6223(01)00169-5.
[Google Scholar]
43.
International Carbon Black Association (ICBA). Carbon Black User’s Guide: Safety, Health, & Environmental Information; International Carbon Black Association: New Orleans, LA, USA, 2016.
44.
Fan Y, Fowler GD, Zhao M. The past, present and future of carbon black as a rubber reinforcing filler—A review.
J. Clean. Prod. 2020,
247, 119115. doi:10.1016/j.jclepro.2019.119115.
[Google Scholar]
45.
Khodabakhshi S, Fulvio PF, Andreoli E. Carbon black reborn: Structure and chemistry for renewable energy harnessing.
Carbon 2020,
162, 604–649. doi:10.1016/j.carbon.2020.02.058.
[Google Scholar]
46.
Ceresana eK Market Research. Marktstudie Carbon Black (Einleitung). 2022. Available online: https://ceresana.com/produkt/marktstudie-carbon-black-industrieruss (accessed on 16 September 2023).
47.
Osayi JI, Iyuke S, Daramola MO, Osifo P, Van Der Walt IJ, Ogbeide SE. Evaluation of pyrolytic oil from used tires and natural rubber (Hevea brasiliensis).
Chem. Eng. Commun. 2018,
205, 805–821. doi:10.1080/00986445.2017.1422493.
[Google Scholar]
48.
Ramírez Arias AM, Moreno-Piraján JC, Giraldo L. Kinetic Study of Waste Tire Pyrolysis Using Thermogravimetric Analysis.
ACS Omega 2022,
7, 19, 16298–16305. doi:10.1021/acsomega.1c06345.
[Google Scholar]
49.
Han J, Li W, Liu D, Qin L, Chen W, Xing F. Pyrolysis characteristic and mechanism of waste tyre: A thermo-gravimetry-mass spectrometry analysis.
J. Anal. Appl. Pyrolysis 2018,
129, 1–5. doi:10.1016/j.jaap.2017.12.016.
[Google Scholar]
50.
Uzun BB, Yaman E. Thermogravimetric characteristics and kinetics of scrap tyre and Juglans regia shell co-pyrolysis.
Waste Manag. Res. J. Int. Solid Wastes Public Clean. Assoc. ISWA 2014,
32, 961–970. doi:10.1177/0734242X14539722.
[Google Scholar]
51.
Januszewicz K, Klein M, Klugmann-Radziemska E, Kardas D. Thermogravimetric analysis/pyrolysis of used tyres and waste rubber.
Physicochem. Probl. Miner. Process. 2017,
53, 802–811. doi:10.5277/ppmp170211.
[Google Scholar]
52.
Miranda MN, Pinto F, Gulyurtlu I, Cabrita I. Pyrolysis of rubber tyre wastes: A kinetic study.
Fuel 2013,
103, 542–552. doi:10.1016/j.fuel.2012.06.114.
[Google Scholar]
53.
Su Y, Zhao B. Pyrolysis of Waste Tire and Its Model. In Proceedings of the 4th International Conference on Bioinformatics and Biomedical Engineering (iCBBE), Chengdu, China, June 18–20, 2010, pp. 1–4. doi:10.1109/ICBBE.2010.5517895.
54.
Choi GG, Jung SH, Oh SJ, Kim JS. Total utilization of waste tire rubber through pyrolysis to obtain oils and CO
2 activation of pyrolysis char.
Fuel Process. Technol. 2014,
123, 57–64. doi:10.1016/j.fuproc.2014.02.007.
[Google Scholar]
55.
Betancur M, Martínez JD, Murillo R. Production of activated carbon by waste tire thermochemical degradation with CO
2.
J. Hazard. Mater. 2009,
168, 882–887. doi:10.1016/j.jhazmat.2009.02.167.
[Google Scholar]
56.
Bičáková O, Straka P. Co-pyrolysis of waste tire/coal mixtures for smokeless fuel, maltenes and hydrogen-rich gas production.
Energy Convers. Manag. 2016,
116, 203–213. doi:10.1016/j.enconman.2016.02.069.
[Google Scholar]
57.
Martínez JD, Giséle Jung C, Bouysset JP. Pyrolysis. In Tire Waste and Recycling, 1st ed.; Letcher T, Shulman V, Amirkhanian, Eds.; Academic Press: Cambridge, MA, USA, 2021; pp. 165–224. doi:10.1016/B978-0-12-820685-0.00028-4.
58.
Chaala A, Darmstadt H, Roy C. Vacuum pyrolysis of electric cable wastes.
J. Anal. Appl. Pyrolysis 1997,
39, 79–96. doi:10.1016/S0165-2370(96)00964-3.
[Google Scholar]
59.
Roy C, Chaala A, Darmstadt H. The vacuum pyrolysis of used tires: End-uses for oil and carbon black products.
J. Anal. Appl. Pyrolysis 1999,
51, 201–221. doi:10.1016/S0165-2370(99)00017-0.
[Google Scholar]
60.
Pantea D, Darmstadt H, Kaliaguine S, Roy C. Heat-treatment of carbon blacks obtained by pyrolysis of used tires. Effect on the surface chemistry, porosity and electrical conductivity.
J. Anal. Appl. Pyrolysis 2003,
67, 55–76. doi:10.1016/S0165-2370(02)00017-7.
[Google Scholar]
61.
Tian X, Zhuang Q, Han S, Li S, Liu H, Li L, et al. A novel approach of reapplication of carbon black recovered from waste tyre pyrolysis to rubber composites.
J. Clean. Prod. 2021,
280, 124460. doi:10.1016/j.jclepro.2020.124460.
[Google Scholar]
62.
Cardona-Uribe N, Betancur M, Martínez JD. Towards the chemical upgrading of the recovered carbon black derived from pyrolysis of end-of-life tires.
Sustain. Mater. Technol. 2021,
28, e00287. doi:10.1016/j.susmat.2021.e00287.
[Google Scholar]
63.
Darmstadt H, Roy C, Kaliaguine S. Characterization of pyrolytic carbon blacks from commercial tire pyrolysis plants.
Carbon 1995,
33, 1449–1455. doi:10.1016/0008-6223(95)00096-V.
[Google Scholar]
64.
Costa SMR, Fowler D, Carreira GA, Portugal I, Silva CM. Production and Upgrading of Recovered Carbon Black from the Pyrolysis of End-of-Life Tires.
Materials 2022,
15, 2030. doi:10.3390/ma15062030.
[Google Scholar]
65.
Tang L, Huang H. Thermal plasma pyrolysis of used tires for carbon black recovery.
J. Mater. Sci. 2005,
40, 3817–3819. doi:10.1007/s10853-005-2552-0.
[Google Scholar]
66.
Yu J, Xu J, Li Z, He W, Huang J, Xu J, et al. Upgrading pyrolytic carbon-blacks (CBp) from end-of-life tires: Characteristics and modification methodologies.
Front. Environ. Sci. Eng. 2020,
14, 19. doi:10.1007/s11783-019-1198-0.
[Google Scholar]
67.
Chaala A, Darmstadt H, Roy C. Acid-base method for the demineralization of pyrolytic carbon black.
Fuel Process. Technol. 1996,
46, 1–15. doi:10.1016/0378-3820(95)00044-5.
[Google Scholar]
68.
Chaala A, Pakdel H, de Caumia B, Darmstadt H, Roy C, Yang J. Conversion of Used Tires to Carbon Black and Oil by Pyrolysis. In Rubber Recycling; De S, Isayev A, Khait K, Eds.; CRC Press: Boca Raton, FL, USA, 2005. doi:10.1201/9780203499337.ch11.
69.
Zhang X, Li H, Cao Q, Jin L, Wang F. Upgrading pyrolytic residue from waste tires to commercial carbon black.
Waste Manag. Res. J. Int. Solid Wastes Public Clean. Assoc. ISWA 2018,
36, 436–444. doi:10.1177/0734242X18764292.
[Google Scholar]
70.
Martínez JD, Cardona-Uribe N, Murillo R, García T, López JM. Carbon black recovery from waste tire pyrolysis by demineralization: Production and application in rubber compounding.
Waste Manag. 2019,
85, 574–584. doi:10.1016/j.wasman.2019.01.016.
[Google Scholar]
71.
Westenberg H, Gromes H, Rechenbach D. Carbon Black from Tire-Derived Pyrolysis Oil.
KGK (Kautsch. Gummi Kunststoffe) 2021,
74, 47–51.
[Google Scholar]
72.
Acevedo B, Barriocanal C. Texture and surface chemistry of activated carbons obtained from tyre wastes.
Fuel Process. Technol. 2015,
134, 275–283. doi:10.1016/j.fuproc.2015.02.009.
[Google Scholar]