Found 2 results
Article
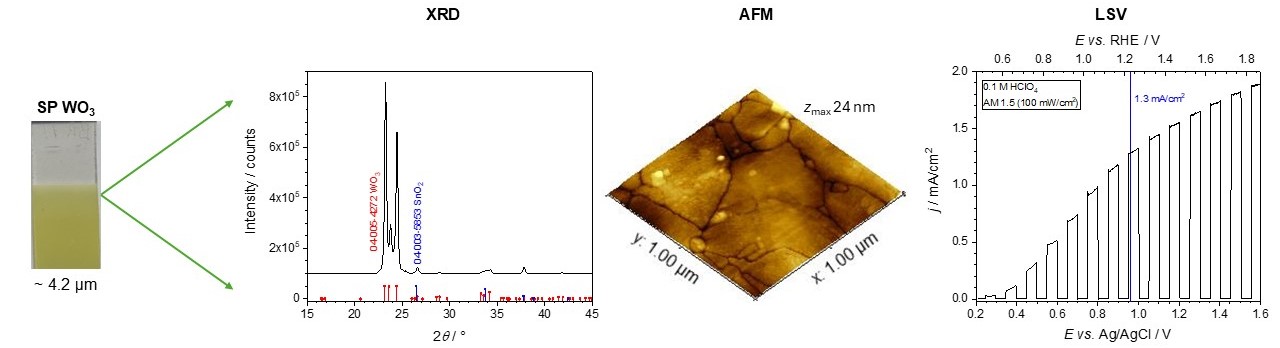
07 March 2025WO3 Photoanodes for Photoelectrochemical Applications
WO3 layers were prepared by spray pyrolysis of a peroxotungstic acid solution on FTO/glass substrates. Investigated parameters were layer thickness and influence of post-annealing in air. Films deposited at 250 °C were amorphous. Post-annealing at 550 °C for 2 h resulted in the formation of monoclinic crystalline structure. A comprehensive account of electrochemical efficiency in terms of IPCE for WO3 films as a function of the three parameters (wavelength, thickness and direction of light incidence) fully characterizing the photoelectrodes is presented here for the first time. The highest improvement in crystallinity and also the highest photocurrent response was found for WO3 layers deposited at 250 °C and post-annealed at 550 °C, namely 1.9 mA/cm2 (in 0.1 M HClO4 at 1.6 V vs. Ag/AgCl) under irradiation with a solar simulator (AM 1.5, 100 mW/cm2) and IPCE = 0.5 at 369 nm (front side irradiation), which is comparable with values obtained by other deposition techniques (e.g., hydrothermal or sol gel). Spray pyrolysis as a method of fabricating WO3 electrodes has the advantage of being able to produce large electrodes for use in practical applications.
Article
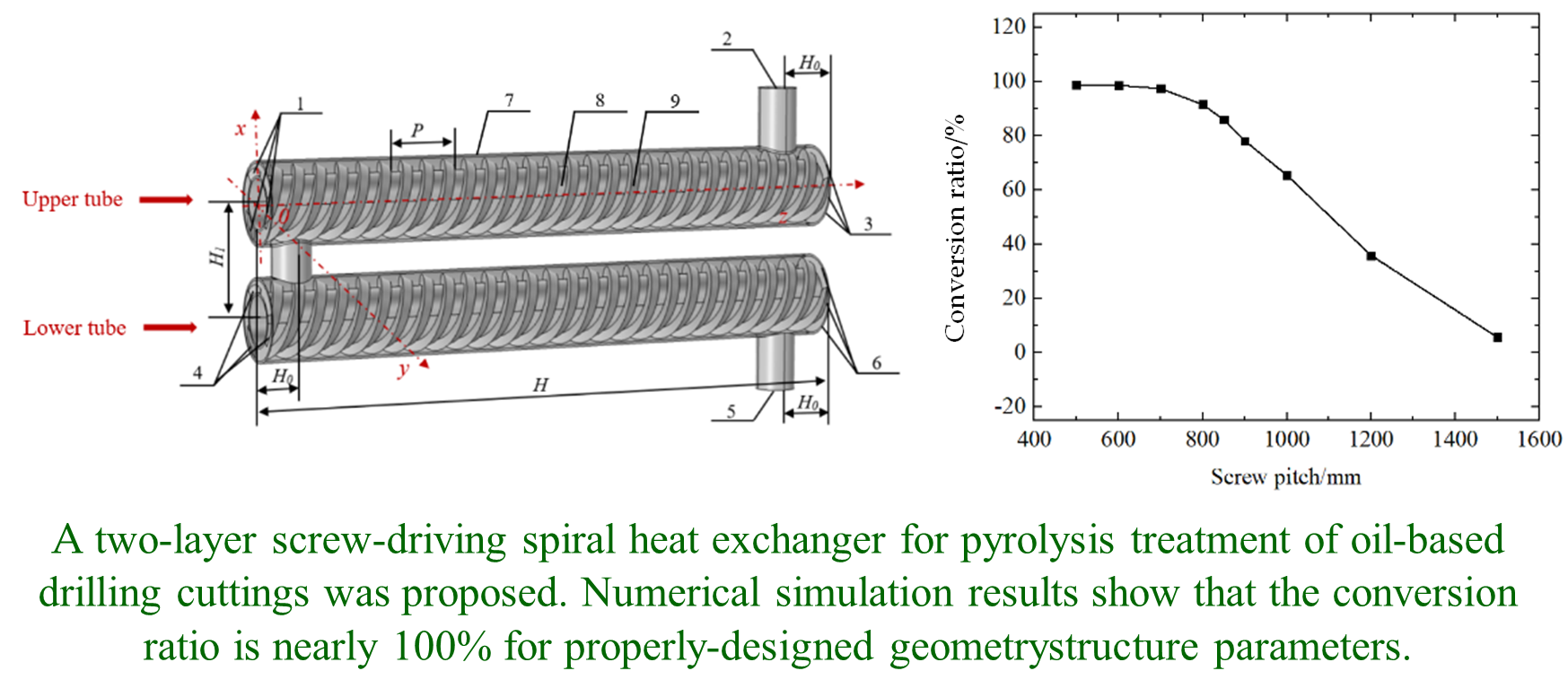
23 May 2024Numerical Study on Pyrolysis Characteristics of Oil-Based Drilling Cuttings in a Two-Layer Screw-Driving Spiral Heat Exchanger
Oil-based drilling cuttings is a pollutive nearly-solid waste produced in oil exploitation that has to be treated for meeting clean production requirement of oil and gas exploration. A two-layer screw-driving spiral heat exchanger was thus proposed for this purpose. To investigate its effectiveness and performance, a 10-component n-decane one-step product proportional distribution chemical model was used to describe oil-based drilling cuttings pyrolysis process, and numerical simulations were carried out of forced convection inside the heat exchanger with a full consideration of pyrolysis and evaporation effects. The influences of rotation speed, screw pitch and cross-sectional shape of spiral tube on pyrolysis, flow, and heat mass transfer characteristics were studied. The results show that the heat absorbed needed for evaporation is much less than that for pyrolysis, and the heat transfer coefficient with consideration of evaporation and pyrolysis is almost two times greater than that without. The pyrolysis rate increases first, and then decreases once the temperature is higher than 838 K due to the coupled effects of temperature and reactant concentration change. The velocity, heat transfer coefficient and conversion ratio of oil-based drilling cuttings all increase with rotation speed, but the conversion ratio increase becomes slower and slower once the rotation speed exceeds 0.2 rad·s−1. The average vorticity and flow resistance of oil-based drilling cuttings both decrease with screw pitch monotonously, while heat transfer coefficient increases first and then decreases because of the opposite effects of centrifugal force and thermal entrance length. Reducing screw pitch can increase conversion ratio, but once screw pitch is smaller than 800 mm, the conversion ratio approaches to a constant. Cross-sectional shape of spiral tube also affects pyrolysis performance, and circular cross-sectional spiral tube seems to be the best.