Review Open Access
Received: 29 September 2024 Accepted: 29 November 2024 Published: 06 December 2024

© 2024 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
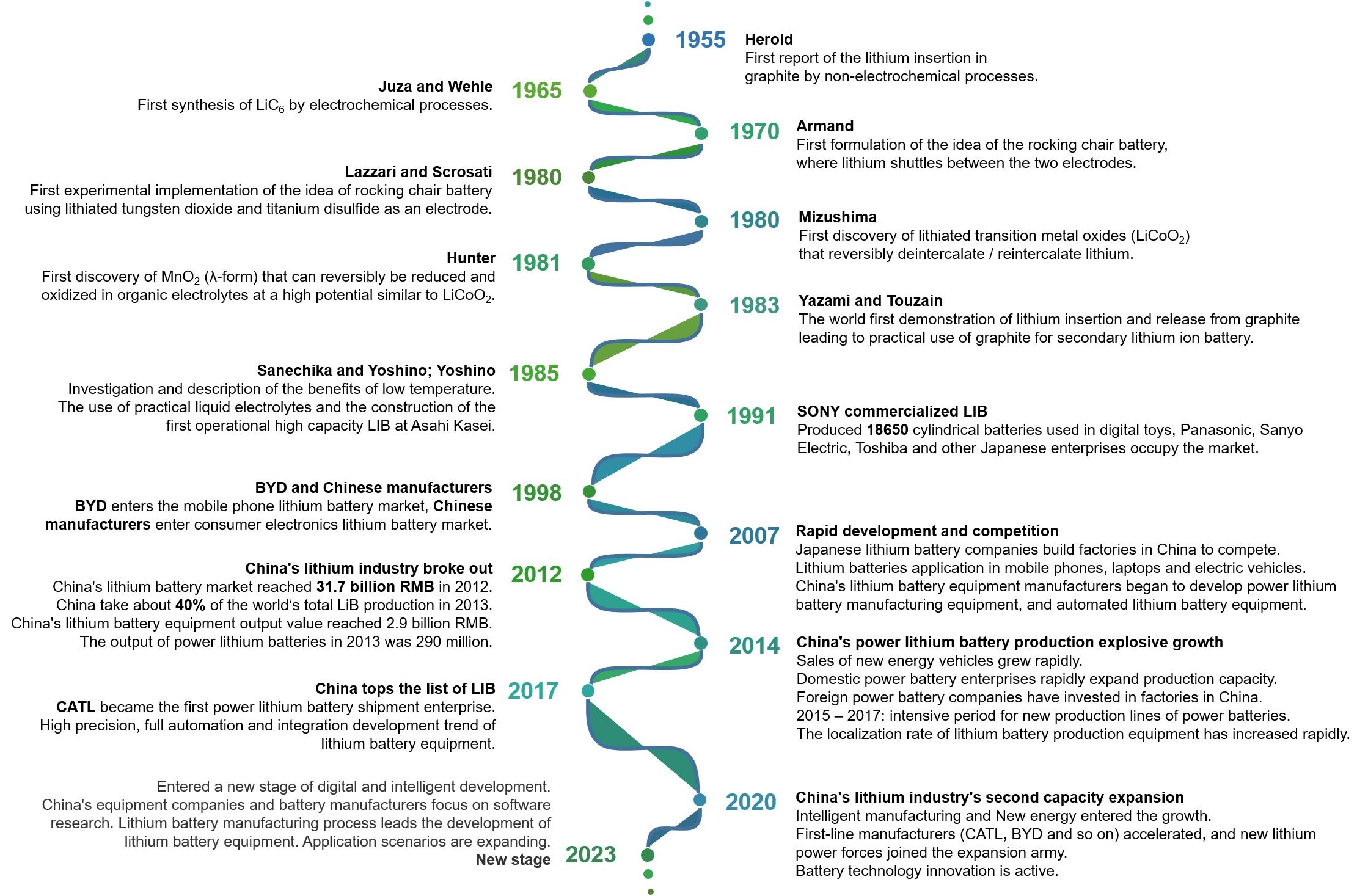
As world energy development enters the electric power era, the increasingly serious environmental and ecological problems caused by using non-renewable energy force people to develop new green energy. Lithium-ion batteries (LIBs), as carriers of electrical energy, have seen rapid growth in the development and utilization of new energy technologies. Compared with other batteries, lithium-ion batteries were quickly commercialized upon their launch due to their advantages of small size, high energy density, long cycle life, and environmental friendliness (Figure 1). Nowadays, LIBs are widely used in electronics, aviation, aerospace, communications, electricity, automotive and other industries and are considered to be the future leader in the energy storage and power supply industry.
With the rapid increase in the quantity and range of applications of lithium-ion batteries, their safety issues are becoming increasingly prominent. . They have become the main reason for hindering its large-scale commercial application in energy storage and power supply industries. In recent years, there have been frequent reports of lithium-ion battery explosion accidents, from the initial battery explosion of mobile phones, computers, and other small electronic products to the thermal spontaneous combustion, fire and explosion of electric vehicle power batteries, as well as the fire accident of energy storage power stations. According to the statistics causes of the lithium battery safety accidents in China’s new energy vehicles from 2008 to 2023, the main causes of electric vehicle explosion include: spontaneous combustion of batteries in driving and parking, car collision, charging, battery soaking and equipment failure and other factors (Figure 2). In summary, the core of new energy vehicle fire safety is battery safety.
The danger of lithium-ion batteries primarily stems from two factors: their high specific energy and the flammable electrolyte inside. Even a relatively safe battery system is inevitably at risk of fire and explosion under the conditions of external heat abuse. When the lithium-ion battery is in thermal shock, overcharge, overdischarge, and short circuit, chemical reactions occur between the active substances and electrolytes, and other components inside it, generating a lot of heat and gas, causing the battery to heat up. If the heat generation rate inside a lithium-ion battery exceeds the heat loss rate, the reaction temperature will continue to rise, further accelerating the chemical reactions and triggering thermal runaway. When the heat and internal pressure accumulate to the critical limit, it will cause the combustion or explosion of the battery [1]. The safety problem of lithium-ion batteries restricts its application on a larger scale, and it is urgent to take corresponding safety measures to improve battery safety.
To enhance the safety performance of lithium-ion batteries, this work first summarizes the thermal runaway mechanism and principles, then focuses on the separator—a key material in lithium-ion batteries—highlighting its impact on battery safety. Further analysis of the development process of lithium separator materials, review the research progress of high safety separator. Finally, the development of separator materials is concluded and prospected.
Currently, research on the thermal runaway mechanism of lithium-ion batteries primarily focuses on the inducing factors, occurrence mechanisms, and safety detection of thermal runaway [1,2,3,4,5]. For example, research on the thermal stability of lithium-ion battery materials [6,7,8], battery thermal runaway analysis [9], and battery safety experimental methods [1]. Some scholars have also explored the spread of lithium-ion battery explosions and strategies for preventing and controlling such incidents.
Current research has found that there are four main causes of Li-ion battery thermal runaway [10,11]: battery aging, mechanical abuse, thermal abuse, and electrical abuse. Battery aging inevitably affects its safety performance, but the impact of normal use on the safety of its internal structure remains unclear. Additionally, the gap between laboratory accelerated aging experiments and real-world conditions make the effect of aging during normal use on thermal runaway in lithium-ion batteries uncertain. The study [11] found that the loss of active lithium ions is the main factor affecting the battery aging process. The experiment found that the thermal runaway time of the lithium-ion battery after normal use for a period of time was earlier than that of the new battery, which confirmed that the thermal safety of the battery after aging was reduced.
Mechanical abuse refers to the intense vibration and impact that lithium batteries experience during use, as well as the collisions that occur during handling and assembly. . Mechanical abuse can have a significant external and internal impact on lithium batteries in the form of battery deformation, and eventually leading to battery thermal runaway due to the separator puncture, electrolyte leakage, and battery breakage or fracture.
Thermal abuse [12,13] can cause local overheating of the battery to make the separator melt and thermal shrinkage, and eventually lead to thermal runaway, which can be divided into the following four reasons: inconsistent internal resistance of each battery pack, inconsistent heat dissipation conditions in the battery box, increased contact resistance caused by the loosening of the joint between the batteries, or the external heat source battery heating.
Electrical abuse is the most important cause of thermal runaway [4], which can be subdivided into an external short circuit, overcharge and overdischarge. External short circuits can be considered a fast discharge process, and excessive current in the discharge process will cause great danger. Overcharge [14,15] is the main form of electrical abuse, mainly due to inconsistencies between batteries, charger failure or improper design of the battery management system (BMS). Overcharge safety can be improved by adding an anti-overcharge solution, improving the performance of positive and negative electrode materials, or placing a cut-off device inside the battery. Overdischarge is not easy to detect, and the negative copper collector fluid will dissolve during overdischarge, and then generated copper dendrites could puncture the separator and trigger the battery's internal short circuit, resulting in thermal runaway finally.
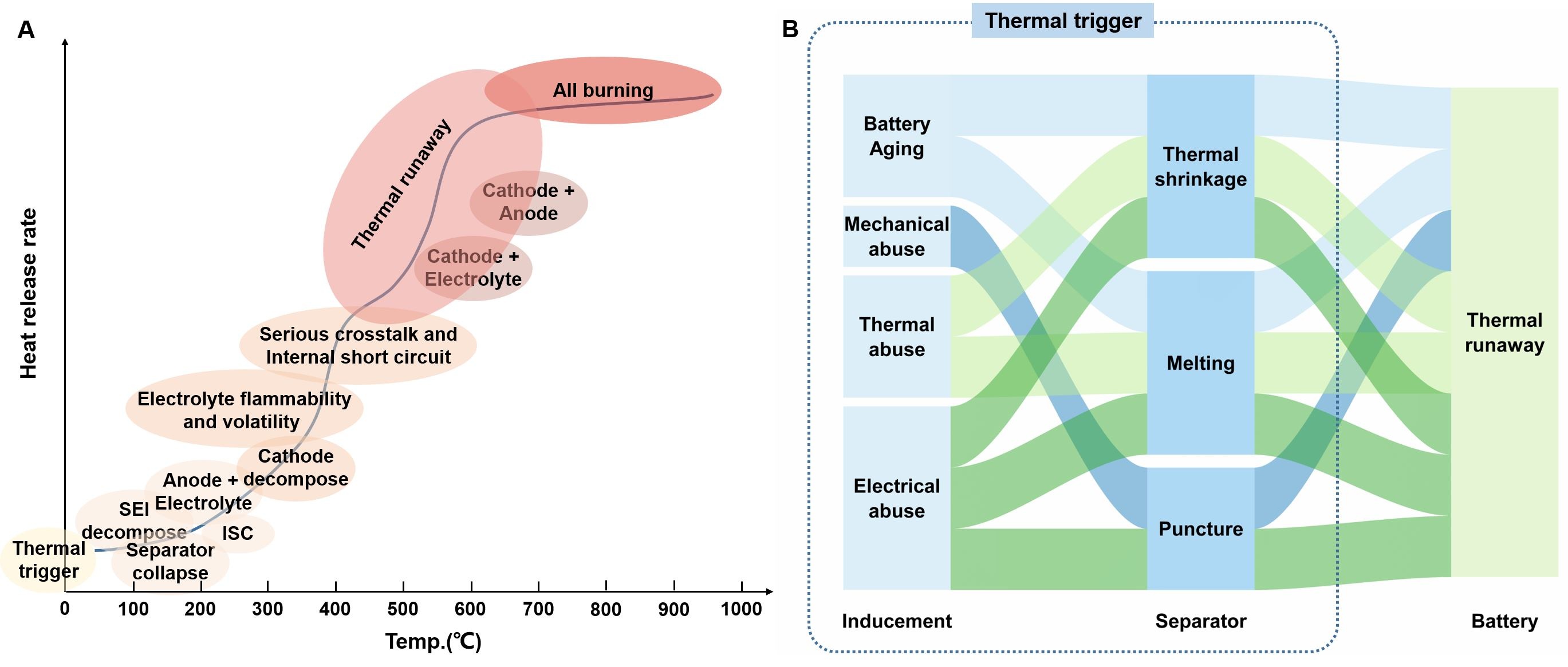
Research on the thermal runaway behavior and mechanism of batteries is carried out using new batteries in general. The main processes [12,13,14,16,17] include thermal triggering, SEI (Solid Electrolyte Interface) film decomposition, the negative electrode—electrolyte reaction, separator gradual melting, positive electrode decomposition, electrolyte decomposition, between negative electrode—binder reaction, large-scale internal short circuit and electrolyte combustion, as shown in Figure 3A. After battery aging, the structure of the positive and negative electrodes is partially damaged. . The electrolyte composition change and the generation of lithium deposition both affect the performance and thermal stability of the battery, which will cause more serious safety problems [11].
Related to the various inducements of thermal runaway, the specific process in the initial thermal triggering stage is different. As shown in Figure 3B, the thermal runaway caused by battery aging is triggered by the separator melting, and this factor does not change with the change in the battery life state. Specifically, during the aging process, a large amount of lithium is deposited in the negative electrode and reacts with the electrolyte, which causes the battery temperature to rise significantly, and eventually leads to the separator melting, triggering a series of reactions such as the positive electrode decomposition and the exothermic reaction between the positive electrode and the electrolyte, and finally leading to the irreversible thermal runaway of the battery. Among them, the battery side reactions [13], such as electrolyte decomposition (oxidation reaction of the electrolyte, the reaction between lithium ions and the electrolyte), SEI decomposition, negative-solvent reaction, positive-solvent reaction, contribute more than 80% of the heat in the thermal runaway process, and this almost does not change with the life state of the battery. The deformation caused by mechanical abuse eventually leads to puncturing or damage of the separator, resulting in an internal short circuit and excessive heat generation due to direct contact between the positive and negative electrodes[18,19]. This situation further forms a thermal abuse, coupled with the deformation caused by flammable electrolyte leakage, which accelerates the battery's thermal runaway. Thermal abuse primarily manifests as the melting of the separator due to localized overheating, which triggers the subsequent thermal runaway process.
In electrical abuse, excessive discharge current during an external short circuit will generate a large amount of heat to form thermal abuse, which will cause partial melting of the separator and lead to thermal runaway. In the process of overcharging, the battery's negative electrode will generate lithium deposition due to lithium ions that can’t be embedded. On the one hand, the lithium deposition reacts with the electrolyte, which can increase the thickness of the SEI film. On the other hand, the lithium deposition will generate dendrites, which will penetrate the separator and make the positive and negative electrodes contact directly, triggering an internal short circuit and causing thermal runaway [20]. In addition, the positive electrode will suffer irreversible lattice collapse due to the continuous outflow of ions. Typically, changes in the positive and negative electrodes lead to an increase in ohmic impedance, generating significant heat. The oxygen released from the positive electrode can oxidize the electrolyte, releasing heat. And the chemical crosstalk between cathode and anode materials is the hidden thermal runaway mechanism at high temperatures, even though no internal shortcircuit takes place [3]. At the same time, the reaction between the lithium deposited in the negative electrode and the electrolyte will also produce a large amount of heat and gas, which will form thermal abuse to trigger separator melting and thermal runaway. Therefore, lithium deposition is the main cause of battery thermal runaway during overcharging. Atmospheric pressure is another important factor in battery thermal runaway [21]. Although the above studies provide a comprehensive analysis of the thermal runaway mechanism. Thinking about the complex chemical reactions in a battery during operations and various abuse conditions, the thermal runaway problem is still hard to predict and solved [4].
In a lithium-ion battery pack, if one of the batteries undergoes thermal runaway and no timely measures are taken, it can lead to the spread of thermal runaway to other batteries. It is difficult to study the thermal runaway propagation of lithium-ion battery packs, which is affected by many factors such as the shape, capacity, and distance of lithium-ion battery [13]. Guo et al. [22] used the finite element method to establish a three-dimensional model that could simulate the thermal runaway behavior of lithium cobaltate and lithium iron phosphate batteries of different sizes. Spotnitz [23] used this 3D model to simulate the thermal runaway propagation of the battery pack, and the results showed that thermal runaway is more likely to occur with contact cells. Feng et al. [24] studied thermal runaway propagation in square lithium-ion battery packs induced by acupuncture in an open system, and the results showed that flame had little effect on thermal runaway propagation. Lamb et al. [25] studied the thermal runaway propagation triggered by acupuncture between 2.2 Ah lithium cobalt oxide batteries and 3 Ah soft-coated lithium cobalt oxide batteries. The results showed that the contact between cylindrical batteries was poor, with a large air gap that limited internal heat conduction, whereas the contact between soft-coated batteries was better, allowing for more rapid heat exchange. . Huang Peifeng et al. [26,27,28] studied the fire spread behavior in lithium titanate battery packs with rhombus and parallel arrangements. Based on Semenov and Frank-Kamenetskii model, they analyzed and obtained the critical condition of fire spread of lithium-ion battery pack. The spread of battery fires is influenced by both heat transfer between batteries and flame heating. . Still, the flame heating makes the ignition temperature and time of the battery random, and the “smouldering” stage occurs in the early stage of the ignited battery, and there is an explosion risk.
During the battery temperature rise process, SEI decomposition (120 °C), separator melting (130–150 °C), electrolyte and electrode materials decomposition (over 200 °C) have been initiated sequentially [2,29]. Moreover, these three processes are likely to accelerate each other, further speeding up the thermal runaway process. Designing a high-safety battery is a fundamental strategy for solving the potential thermal runaway risk. The research on thermal safety batteries can be divided into three aspects: materials, single battery, and system [2]. Besides the high-safety batteries development, for the battery security, another effective strategy is to develop an advanced thermal management system for the battery pack.
Generally, the improved safety of lithium-ion battery materials will reduce the risk of thermal runaway explosion, such as improving the electrolyte safety, separator safety, and the positive and negative electrode materials thermal stability [8,30,31,32]. Generally, there are three means to make the electrolyte refractory or even non-combustible to improve the lithium-ion battery safety: (1) Adding the functional additives, (2) Using the new lithium salt, and (3) Using the new solvents. There are many kinds of functional additives, such as flame retardant additives, SEI film forming additives, protective positive electrode additives, stable lithium salt additives, and so on. Currently, the most widely studied method is reducing the flammability of the electrolyte by adding flame retardant additives. [33]. Flame retardant additives can effectively reduce the electrolyte heat release and increase the initial heat release temperature of the electrolyte. Still, at the same time, they can reduce the electrochemical performance of the battery [34]. Commonly used additives include trimethyl phosphate, tributyl phosphate, and triisopropyl phenyl phosphate.Researchers also proposed a series of new organic solvents, such as carboxylate and organic acid organic solvents. For the high safety separator, the research on thermal safety separators (heat-resistant and flame-retardant separators), thermal-shutdown separators, anti-dendrite separators, high mechanical strength separators, and good compatibility separators have entered the field of view of scientific researchers. Coating modification methods are commonly used for positive electrode materials to enhance their safety. For example, surface coating MgO, Al2O3, SiO2, ZrO2, and other substances on positive electrode materials can prevent direct contact between positive electrode materials and electrolytes, inhibit phase transformation of positive electrode materials, and improve their structural stability [35]. For negative electrode materials, the SEI film on its surface is the first to decompose during the thermal runaway process of lithium-ion batteries, so improving the thermal stability of SEI film is a key method to improve the safety of negative electrode materials [36].
Many different types of batteries have a variety of safety measures added to their structure. The danger of lithium-ion batteries is often caused by excessive internal temperature and pressure. Adding the pressure relief device can reduce the explosion hazard. A reasonable pressure relief device should meet the requirement that when the internal pressure value of the battery rises to reach the dangerous limit, the safety valve will automatically open to ensure the safety of the battery. In addition, other measures such as hot melt fuses, current cut-off devices (CID), components with a positive temperature coefficient (PTC), thermal sealing separators, and special protection circuits are also used.
The thermal runaway of lithium-ion batteries is caused by the chain reaction inside the battery, which produces heat and combustible gas accumulating to trigger the battery explosion to a certain extent. Due to the diverse chemical systems and physical compositions of lithium-ion batteries, as well as the varying disaster behaviors of different battery types and their modules, distinct control methods should be applied to each battery type. For the lithium ion battery thermal runaway caused by overcharge or overheating, the main cause is the REDOX reaction happening inside the battery. If the temperature inside the battery can be effectively detected, early warning of thermal runaway can be implemented. However, the various steps of the battery electrochemical reaction vary with the change of temperature and charge state, and there is no detection standard for the temperature sensor currently used to give the temperature at which thermal runaway occurs. Hence, it is difficult to control the lithium-ion battery from thermal runaway. Traditional safety detection technology can only alarm lithium-ion batteries after thermal runaway at this stage.
In practice, lithium-ion batteries, as a complex system, exhibit three types of fires following thermal runaway, with gas fires being the most prevalent. Water- based fire extinguishing agents, carbon dioxide fire extinguishing agents and other fire extinguishing agents with asphyxiating cooling effects can not quickly and effectively extinguish lithium-ion battery fire. However, Halon fire extinguishing agent, Sevofluoropropane fire extinguishing agents and Novec1230 fire extinguishing agents, which are dominated by chemical inhibition, can effectively extinguish the fire of lithium-ion battery. The specific fire extinguishing agent used to control the thermal runaway explosion disaster of lithium-ion batteries needs specific experimental research.
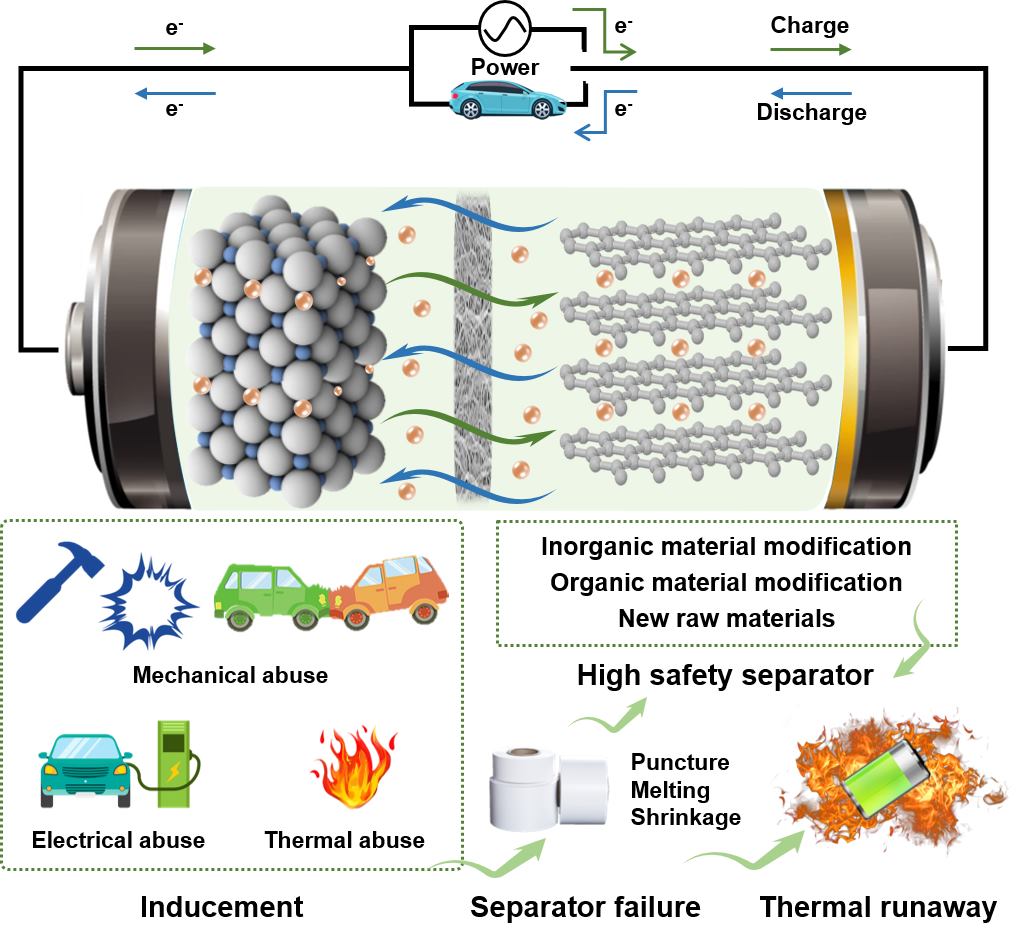
The separator is a key component of lithium-ion batteries and plays an important role in battery safety [37,38]. The separator is located between the positive electrode and the negative electrode to prevent electric short-circuiting and serves as an ion reservoir to enable the free transport of lithium ions, which is one of the most effective safety measures against the internal short circuit. Separator failure is a direct cause of the thermal runaway and can be specifically divided into three categories: puncture, melting, and thermal shrinkage [39,40,41,42]. The primary function of the separator in maintaining lithium battery safety is to prevent direct contact between the positive and negative electrodes. However, issues such as puncturing, melting, or thermal contraction of the separator can cause it to fail, allowing direct contact between the electrodes, which may lead to an internal short circuit and ultimately trigger thermal runaway. The mechanism is briefly illustrated in Figure 3B. Overcharge and overdischarge in mechanical abuse and electrical abuse will cause separator puncture, which will lead to internal short circuits and eventually lead to thermal runaway. Battery aging, heat abuse, and electricity abuse will cause the separator to melt and lead to thermal runaway. Local overheating due to thermal and electrical abuse causes thermal shrinkage of the separator, leading to direct contact between the positive and negative electrodes, which results in an internal short circuit and ultimately triggers thermal runaway [40].
Lithium-ion batteries mainly comprise four parts: a positive electrode, a negative electrode, an electrolyte, and a separator. The separator is placed between the positive and negative electrodes to prevent short circuits from direct contact between the positive and negative electrodes, in which the micropores in the separator are used to store electrolytes to achieve the transmission of lithium ions [43]. When the battery is discharged, lithium ions from the negative electrode through the electrolyte and separator to the positive electrode. When the battery is charged, the lithium ions are driven by external electrical energy from the positive electrode through the electrolyte and the separator back to the negative electrode. Therefore, the structure and performance of the battery separator significantly influence the cycle life, energy density, and safety of the lithium-ion battery, making it a key material in the internal components of existing lithium-ion batteries [44]. According to the structural characteristics of the separator, the lithium-ion battery separator can be divided into a polyolefin separator, a non-woven separator, an inorganic composite separator, a modified separator, and the electrolyte membrane. Currently, the commercial lithium-ion battery separator is mainly polyolefin separator. The main raw materials are polyethylene (PE) and polypropylene (PP).
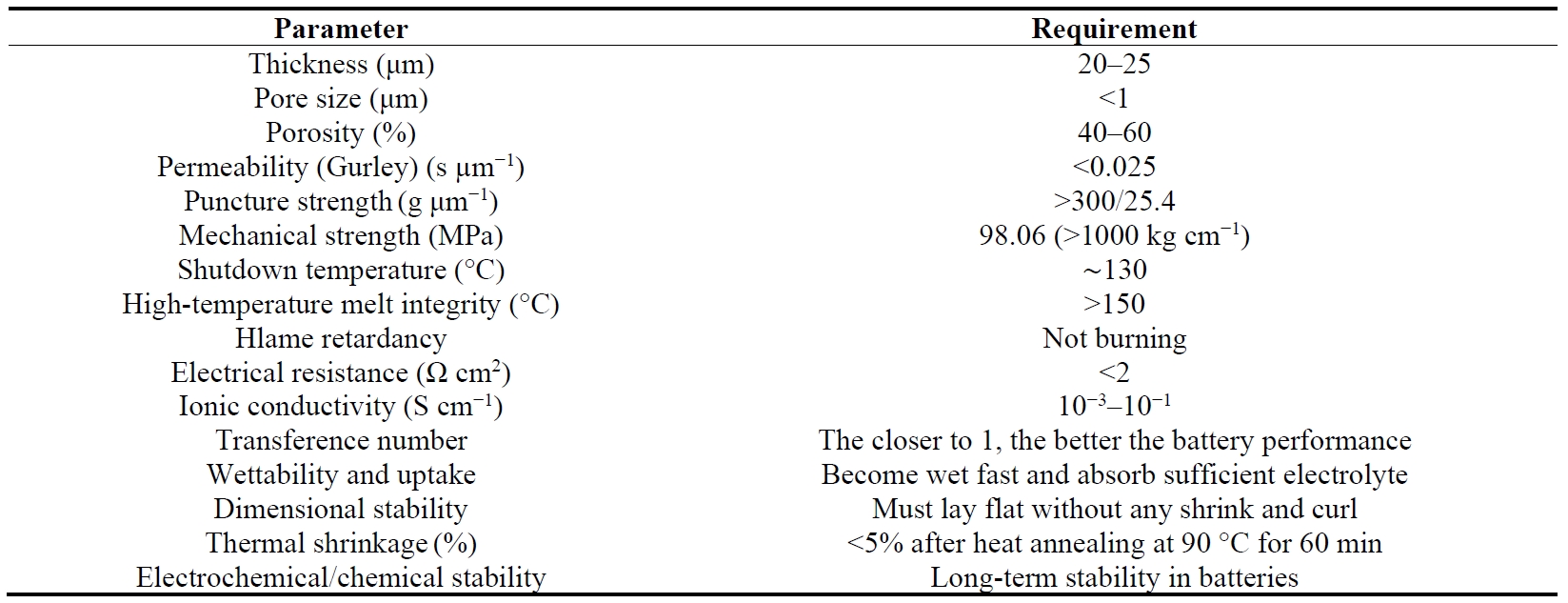
The lithium-ion battery separator should mainly have the following characteristics: (1) Good electronic insulation to ensure the effective barrier between positive and negative electrodes; (2) Certain pore size and porosity to achieve high lithium ion conductivity; (3) Good chemical and electrochemical stability: no chemical reaction with electrolyte solvent, resistance to electrolyte corrosion; (4) Good wettability: good wettability of the electrolyte, enough liquid absorption and liquid retention capacity; (5) Excellent mechanical properties: sufficient mechanical strength to resist external damage in the assembly process and inside damage caused by lithium dendrite puncture in use; in addition, the separator anti-slip performance is also important for battery assembly in the assembly process; (6) Good thermal stability: low thermal shrinkage to prevent short-circuit contact between positive and negative electrodes during the heating process; (7) High safety: with automatic shutdown function to prevent further release of energy, and high film breaking temperature to prevent the separator fracture at high temperature resulting in short circuit contact between positive and negative electrodes, and good flame retardancy helps nip thermal runaway in the bud. Table 1 lists some of the important basic properties of lithium-ion battery separators and their specific requirements. Beyond the performance requirements mentioned above, separator materials must also meet additional criteria to keep pace with the development of lithium-ion battery technology. The specific content can be seen in the review article published before [45]. This article focuses on lithium battery safety; no further details are provided here. Concerning the above fundamental performance requirements, and considering the separator is an important part of battery development, the unique structural features of separators are currently attracting considerable interest. Therefore, several factors must be considered when choosing a suitable separator for battery applications. Table 1 summarizes the general performance requirements of lithium-ion battery separators. As illustrated in Figure 4, all the separator requirements are classified as structural properties, physical/chemical properties, functional properties, and other necessary properties. These requirements have a synergistic effect on the electrochemical performance, safety, and scalability of lithium-ion batteries. Overall, organic separators must be chemically inert, physically robust, and meet all the criteria listed in Table 1.
The preparation methods for lithium-ion battery separators mainly include the dry process, wet process, and electrospinning. Polyolefin separator is mainly processed by dry or wet process [49,50], and the dry process includes dry single stretching and dry biaxial stretching. The dry single stretching process mainly includes melt extrusion, tensile cooling, annealing, cold stretching, hot stretching, and heat setting step. The dry single stretching process is mainly used to prepare polypropylene (PP) single-layer separators, polypropylene/polyethylene/polypropylene (PP/PE/PP), and PE/PP/PE three-layer separators. The micropores in separators prepared by the dry single-stretching process have a flat, elongated structure, with good pore uniformity and straightness. The dry process is green, environmentally friendly, and can be used to prepare a multilayer polyolefin composite separator. Dry biaxial stretching [51] is used for β-PP, also known as β crystal method, is developed in the 1990s by Xu et al. in the Chinese Academy of Sciences Institute of Chemistry, with independent intellectual property rights. The dry biaxial stretching process includes extrusion casting, longitudinal stretching, transverse stretching, and heat setting. The separator prepared by the dry biaxial stretching process exhibits controllable thickness, high puncture resistance, and low material cost. The micropores in the separator prepared by a dry single stretching process have an isotropic structure with an uneven pore distribution and poor stability.
The wet process is used to prepare ultra high molecular weight polyethylene (UHMWPE) battery separator. The excessive melt viscosity of UHMWPE prevents it from being extruded normally. A plasticizer is needed in the melt extrusion process to reduce the melt viscosity and also serve as a pore-forming agent, a method known as the wet process. The wet process mainly includes: (1) Extrusion casting: UHMWPE raw material and plasticizer are melted and mixed by twin-screw extruder to form a uniform mixture, and then extruded through die lip, and UHMWPE cast sheet is formed by cooling roll. The phase separation of UHMWPE and plasticizer occurred, and the crystallization of UHMWPE formed a non-oriented lamellar structure. (2) Biaxial stretching: at a certain temperature, the cast sheet undergoes longitudinal stretching and transverse stretching, and the randomly oriented lamellar crystals form a crystal network structure along the longitudinal and transverse orientation, wherein the plasticizer is distributed between the crystals; (3) Extraction drying: use volatile organic solvents (n-hexane, dichloromethane, etc.) to extract the plasticizer from the film, after dried and volatilized the organic solvents, the micro-pores are formed in the place of the original plasticizer. Therefore, the plasticizer is also called a pore-making agent; (4) Heat setting: the extract-dried microporous film is stretched and recovered at high temperatures to reduce its thermal shrinkage, stabilize the pore size, and improve mechanical strength. Due to the similar tensile strengths in both directions, the molecular chains are almost equally oriented, giving the separator prepared by the wet process higher mechanical strength in both directions. The separator obtained by this method has excellent mechanical properties and pore uniformity, controllable porosity, smaller thickness, and low material cost.
Some polyolefin can be conveniently made into nanofibrous membranes by electrospinning. Compared with traditional stretched membranes, nanofibrous membranes have great advantages regarding specific surface area and porosity. The basic principle of electrospinning technology is: under the action of an electric field, the charged polymer solution or melt forms a Taylor cone, which is then sprayed to form a jet and finally dispersed and solidified on the collection device to form polymer nanofibers. The basic electrospinning device can be divided into three parts: a high-voltage electrostatic generator, a nozzle or a metal needle, and a collection device. In the process of electrospinning, the charged polymer solution deforms under the combined action of electric field force, surface tension, and viscoelasticity to form a Taylor cone. When the electric field force increases to a certain extent, the charged polymer solution is accelerated at the tip of the cone to form a jet. Spinning voltage and solution concentration are the key process parameters in electrospinning technology. Furthermore, the viscoelasticity, charge distribution, and surface tension of the fluid are the key factors affecting the formation of polymer nanofibers. Since the emergence and application of electrospinning technology to prepare nanofibers, the device has undergone three stages of development: needle type, multi-nozzle type, and needle-free type. In addition, the improvement of the collection device has never stopped. It is difficult to industrialize electrospinning because of problems such as jet interference, needle blocking, preparation stability, and low efficiency. However, the electrospinning method is still a common method used by researchers to prepare lithium-ion battery separators. By altering copolymers, additives, and functionalization methods, researchers can produce lithium-ion battery separators with various functions. The separator obtained by this method has high porosity, small and uniform pore size and distribution, high specific surface area, favorable electrolyte wettability and thermal stability, and controllable microstructure. But its challenges are Poor mechanical strength and low production efficiency.
By altering copolymers, additives, and functionalization methods, researchers can produce lithium-ion battery separators with various functions. Based on extensive research into high-safety separators, the main challenge is achieving a balance of performance, which refers to the difficulty of meeting all desired performance parameters simultaneously. It is possible to prepare a high-safety separator with excellent performance only by selecting suitable materials optimizing the preparation process and process parameters through suitable preparation methods and modification methods.
In the past 30 years, with the rapid iteration of lithium technology, separator raw materials and preparation technology have made great progress, and different kinds of separators have been developed. Recently, polyolefin and its derivatives are the most common polymeric materials used for preparing separators, such as polyethylene (PE), polypropylene (PP), polyacrylonitrile (PAN), polyesters (PS), polyimide (PI), polyvinylidene fluoride (PVDF), poly(tetrafluoroethylene) (PTFE), polyamide (PA), poly(ethylene oxide) (PEO), poly(ethylene terephthalate) (PET), polyethersulfone (PES), and poly(vinyl chloride) (PVC), polymethyl methacrylate (PMMA) or their blends [52,53,54,55]. There is a wide variety of separators, each with a distinct structure and composition, all of which significantly impact the battery's performance. Based on the design and construction, separators employed in Li-ion batteries are divided into two main classes: polymer-based separators (Microporous structure separators) and ceramic-based separators (Electrolyte membrane separators/Nonporous structure separators). Polymer-based separators are the most common separators used for liquid Li-ion batteries. They can be categorized into four main classes: microporous polyolefins separators, non-woven separators, modified microporous separators, and composite microporous separators. Their characteristics and manufacturing are well-reviewed in recent literature [45,56]. Ceramic-based separators are the future separators used for solid Li-ion batteries. They can be categorized into five main classes: solid ceramic electrolytes (SCEs), gel polymer electrolytes (GPEs), solid polymer electrolytes (SPEs), composite polymer electrolytes (CPEs), and hybrid solid-state electrolytes (HSSEs). Their characteristics and manufacturing are well-reviewed in recent literature [45]. The comprehensive performance of various separators is shown in Figure 5. Due to the nature of polymer materials, the modification and improvement of polymer-based separators in terms of thermal stability and high safety are limited. Ceramic-based separators are the future solution for addressing the root cause of battery thermal runaway.
In general, separator failure can be caused by three factors: high temperatures, accidental interference or damage from extrusion and collision, and puncture by metal dendrites[56]. To overcome those situation mentioned above, the ideal high-safety separator must have the following features: (1) Unique characteristics to avoid metal dendrites formation and growth. (2) Remarkable thermostability at higher temperatures. (3) Robust mechanical characteristics match the cell-assembly process. (4) Excellent chemical and electrochemical stability. (5) The structure and other characteristics of the separator should be adequate to provide outstanding electrochemical performance. From the perspective of high-safety separators, the research on thermal safety separators (heat-resistant and flame-retardant separators), thermal-shutdown separators, anti-dendrite separators, high mechanical strength separators, and good compatibility separators have entered the field of view of scientific researchers. To improve the thermal safety of separator, there are two different strategies: using high thermal stability materials and increasing the separator combustion energy barrier. The thermal safety separator focuses on having a higher melting point and lower thermal shrinkage than the commercial LIB polyolefin separator. Thermal-shutdown separators would prevent the thermal runaway by shutting down the battery's electrochemical reaction. Commonly, thermal-shutdown separators consist of at least two kinds of materials: one with an appropriate melting point to close the separator pore after heating abnormally and others with a high melting point to prevent anode/cathode from short circuit. The appropriate melting point should be lower than the battery thermal-runaway temperature. To increase separator combustion energy barrier, the proposed strategy involves incorporating the flame retardant such as triphenyl phosphate (TPP), polyphenylene sulfide (PPS), PBI, or inorganic non-flammable ceramic additives inside the protective polymer shell of microfibers, avoiding the flame retardant from directly contacting with the electrolyte, which would not deteriorate the electrochemical performance of LIBs. To inhibit the growth of metal dendrites, starting with the separator, there are two efficient strategies: one is the separator components chemically react with metal dendrites; and another is that a separator with high modulus and unique pore structure can weaken local current density to obtain uniform deposition. The high mechanical strength of the separator can prevent structure breakage from mechanical abuse. The separators mechanical strength can be deeply affected by the thickness, porosity, pore size, and preparation method. Good chemical compatibility of the separator can ensure its inertness, maintain its structural integrity, and store enough electrolytes to prevent electrolyte leakage. Here, from the perspective of material preparation, the recent progress of high-safety separator is reviewed.
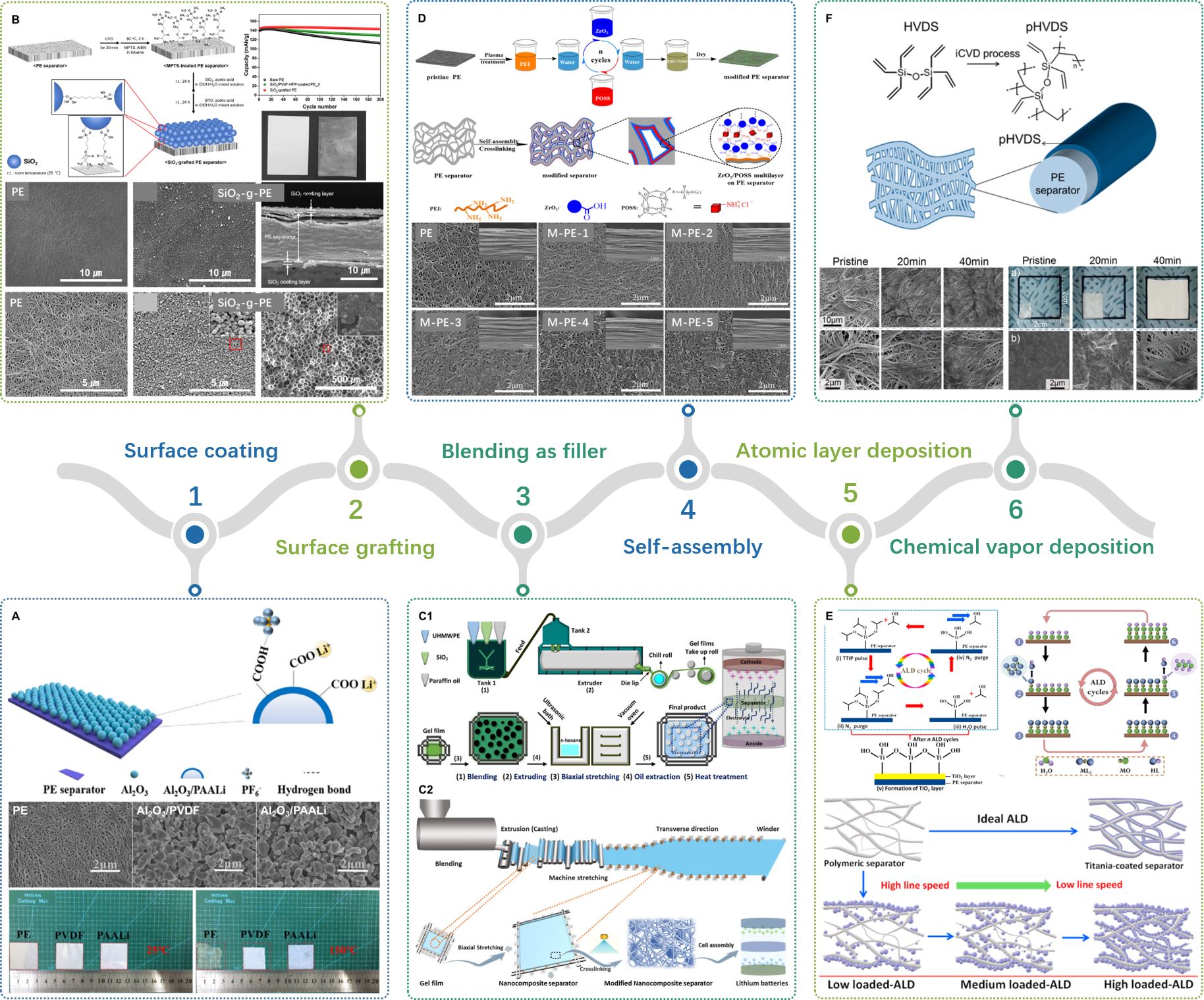
As one of the most widely used separators in rechargeable LIBs, the relatively low-cost polyethylene separators show excellent mechanical properties and good chemical/electrochemical stability. The excellent mechanical properties of the inorganic material-modified separator provide sufficient strength to resist both external damage during the assembly process and internal damage caused by lithium dendrite punctures during use. The excellent thermal stability of inorganic material-modified separators ensures low thermal shrinkage, preventing short-circuit contact between the positive and negative electrodes during heating. The inorganic material modified separator with automatic shutdown function can prevent further release of energy, and high film breaking temperature can prevent the separator fracture at high temperature resulting in short circuit contact between positive and negative electrodes, and good flame retardancy helps nip thermal runaway in the bud to improve the battery safety. However, the non-polar surface and low melting point of the PE separator are the significant invisible threat to the battery safety. The hydrophobic surface and poor surface energy of commercial PE separators result in their low liquid electrolyte wettability [57]. From its glass transition (Tg = −68 °C) and melting point (Tm = ~135 °C), the low thermal stability of PE separators at elevated temperatures makes it undergo sizeable thermal shrinkage, which may lead to a battery internal short circuit and finally cause thermal runaway [58]. Modifying separators with inorganic materials to enhance safety is one of the most actively researched methods and has been commercially applied [59]. Various strategies are used in inorganic material modification, including surface coating, surface grafting, fillers, self-assembly, atomic layer deposition, and chemical vapor deposition. Various selected representative inorganic ceramic particles were used for the modification, including silicon dioxide (SiO2), aluminium oxide (Al2O3), aluminium oxide hydroxide known as boehmite (AlOOH), titanium dioxide (TiO2), cerium oxide (CeO2), magnesium dioxide (MgO), nickel oxide (NiO), and zirconium dioxide (ZrO2). Inorganic ceramic particles can significantly improve the thermal, mechanical, and electrochemical properties of modified separators through various strategies [60,61]. The hydrophilic nature of inorganic ceramic nanoparticles improves the separator’s affinity for the electrolyte, resulting in enhanced electrolyte uptake and ionic conductivity. In addition, the high melting temperature of inorganic ceramic nanoparticles and the adhesive nature of the binder can produce a coating layer that is thermally stable and offers superior heat resistance for the separator [59].
Inorganic ceramic nanoparticles can be coated onto the surface of PE separators with binders to fabricate composite membranes named inorganic particle-coated composite separators. In general, the directly coated inorganic ceramic nanoparticles construct an organic-inorganic network structure layer on the surface of the PE substrate. Different coating methods include solution casting with a blade, deep coating via deposition, and sol-gel coating with composite gel polymers to introduce multifunctional and thermostable inorganic-organic particles. The inorganic particle-coated composite separators consist of a polymer substrate and ceramic layer, which combine the inorganic powder heat resistance and the polymer substrate characteristics. The coated ceramic layer helps protect the battery from high temperatures and maintains the stability of its structure. At the same time, the organic-inorganic network structure layer can enhance the separator electrolyte uptake to improve ionic conductivity. In addition, the inorganic ceramic particles need to be mixed with binders (such as PVDF) and additives before coating [62,63], and the coating percentage should be adjusted according to application scenarios [37]. The general process to develop the inorganic particle-coated composite separators is as follows: Firstly, disperse inorganic ceramic nanoparticles into a specific organic solvent, then add the specific polymer binder and additives to make a homogeneous solution by stirring, finally use different coating methods to build a coated separator using the resultant composite solution. In the end, dry it under a vacuum. Furthermore, inorganic aerogel can be used as another coating material because of its rich pores, high thermal insulation, and electrolyte affinity [37].
The inorganic particle-coated composite separators have the following characteristics: (1) The excellent mechanical strength and chemical stability from polyolefin separators; (2) The improved heat-resistant and thermal stability due to the coated ceramic layer; (3) The reasonably controlled cost for large-scale application due to the simple preparation process and cheap commercial materials [56]; and (4) The coated ceramic layer can enhance the wettability and electrolyte uptake of separator which may affect the Li ions diffusion [64]. Furthermore, many other factors affect the characteristics of inorganic particle-coated composite separators according to the various coating categories. There are different coating preparation methods to enhance the performance of inorganic particle-coated composite separators. Among these coating methods, the deep-coating process via deposition has been used to create a uniform coating layer with varying thicknesses.
By combining a polyolefin matrix with a ceramic layer, most inorganic particle-coated composite separators exhibit excellent thermal stability, with the ceramic coating acting as a robust supporting layer. The most adaptable and wieldy employed ceramic particles are SiO2 [65,66], Al2O3 [67,68], ZrO2 [63], TiO2 [69]. There are some other used ceramic particles with promising functionality and excellent comprehensive properties, including AlOOH, MgO, CeO2, NiO, magnesium hydroxide Mg(OH)2, calcium phosphate (Ca3(PO4)2), and borate-based particles. It has been proved that a hybrid inorganic ceramic coating layer is an effective way (Figure 6A) [70,71]. However, specific difficulties that exist in inorganic particle-coated composite separators: (1) The inevitable thickness increase and porosity decrease of the separator after coating leads to higher battery internal resistance and decreased energy and power density. (2) The weak adhesion strength between the coated ceramic layer and the polymer matrix. (3) The readily chip off of the coated ceramic layer during charge-discharge cycles due to different expansion coefficients. Designing and preparing unique inorganic particle-coated composite separators to solve the above three problems is still a major challenge that requires unique strategies and multifunctional and thermally stable materials.
Inorganic ceramic particles can also be grafted onto the surface of polymer separators using irradiation treatments to create composite membranes, known as inorganic nanoparticle-grafted composite separators. Inorganic or/and organic materials grafting on the surface of commercial PE-based separators to construct composite separators is another typical strategy to overcome the drawbacks mentioned before [56,78,79]. As the non-polar surface of polymer separators, the polymer separator surface must be activated by irradiation before grafting. Irradiation treatments are advanced and valuable in modifying the structure and performance of PE separators [72,74,80,81,82,83]. The irradiation treatments include plasma, γ-ray, electron beam, ultraviolet, and so on. Although the widely studied inorganic particle-coated composite separators have quite enough mechanical strength and thermal stability to ensure safety and prevent battery internal short circuits, the increased thickness and blocked porous structure would reduce the energy and power density of the battery. In addition, the uneven distribution and weak binding of the coated ceramic particles result in particle detachment during cell construction and operation [81]. Accordingly, without causing significant impairment of the polymer matrix, it is a potential modification method to prepare thermostable separators via surface grafting under appropriate low irradiation [81,84]. The free radicals generated by high-energy irradiation would trigger the polymer crosslinking reaction, which improves the separator's physiochemical properties [85]. As a primary superiority, the irradiated composite separators show stronger chemical bonding without any significant change in thickness [72,80,81]. The general process to develop the inorganic nanoparticle-grafted composite separators is as follows: Firstly, active the polymer separator surface by irradiation treatments, then graft the specific additives on the activated surface to make a middle layer in a homogeneous solution, finally graft the uniformly dispersed ceramic particles on the treated separator surface in the solution under stirring. In the end, dry it under a vacuum. The SiO2-grafted PE separators show a much stronger adhesive strength (>2.5 N/cm, Figure 6B) [72]. Both ceramic particles’ physical coating and chemical grafting on PE separators generally could improve mechanical strength, thermal stability, and wettability, thereby enhancing electrochemical performance [80]. Although the surface grafting method effectively avoids some shortcomings of the surface coating, preparation conditions are relatively harsh, and it needs to be further improved in large-scale commercial preparation.
Besides coating and grafting, inorganic ceramic particles can be mixed directly as a filler into the polymer matrix to fabricate composite membranes named inorganic particle-filled composite separators. Adding ceramic micro/nano-fillers in polymer separators like PE or PP to improve their mechanical strength, wettability, thermal stability, and ionic conductivity is another main strategy of inorganic material modification. Directly incorporating inorganic particles into the polymer matrix enhances the separator’s physical and chemical stability. At the same time, the improved electrolyte affinity of the separator would reduce the battery’s internal resistance and increase the ionic conductivity. In addition, the polymer matrix crystallinity decreases, and Lewis acid-base type interactions between the added inorganic nanoparticles and electrolyte solution result in the better overall performance of the inorganic particle-filled composite separators compared with the inorganic particle-coated composite separators. As an effective and straightforward method, blending inorganic nanoparticles directly into the PE matrix as a filler is used to produce composite separators. From the introduction of inorganic fillers to considering the trade-off between the basic parameters used to develop the ideal separator for high-performance lithium-ion batteries, the role of appropriately assigning certain characteristics is conducive to achieving the best balance between various functions [86]. The reduced crystallinity after adding inorganic nanofillers into PE matrixes can promote rapid migration of lithium ions [87]. Regardless of separator characteristics and types, based on their key parameters in batteries, the purpose of developing inorganic nanoparticle-filled composite separators can be classified into five categories: (i) enhancing Li ions diffusion, (ii) improving mechanical performance, (iii) increasing thermal stability, (iv) decreasing interfacial resistance, and (v) suppressing Li dendrite formation [86].
Mixing inorganic nanoparticles as a filler into the PE matrix is expected to improve inorganic material modification and overcome the limitations of inorganic nanoparticle-coated composite separators. In addition, it can combine the PE separator preparation and the inorganic ceramic NPs modification in one step, reducing the cost and time of preparation and post-treatment, and the method is an industrially scalable and universal preparation method [73]. Without additional post-modifications, Li and co-workers successfully manufactured a series of inorganic particle-filled composite separators through the scalable biaxial stretching technique using ultra-high molecular weight polyethylene (UHMWPE) and SiO2 nanocomposite, named UHMWPE/SiO2 nanocomposite separators (Figure 6(C1)) [73]. Among them, the UHMWPE/SiO2 nanocomposite separator consisting of 80 wt% UHMWPE and 20 wt% SiO2 has excellent thermal stability of MD (1.7%) and TD (1%) at 120 °C. In addition, without the pores blocking, the filled SiO2 NPs improved the permeability, porosity, electrolyte uptake, and ionic conductivity, which lend to outstanding electrochemical performance. In another study [74], Li and co-workers developed another advanced nanocomposite separator using UHMWPE and SiO2 NPs by combining an industrially scalable biaxial stretching process and an E.B cross-linking post-modification procedure (Figure 6(C2)), which shows significant commercialization possibility. On the premise of not sacrificing the separator’s microporous structure and increasing its thickness, combined with other methods to further improve the separator performance, it is an efficient modification way. Despite the excellent performance of inorganic particle-filled composite separators, the local non-uniformity caused by the polymerization of ceramic nanoparticles should not be ignored to improve its dispersion.
In addition to the three conventional modification methods mentioned above, the continuous development of material modification techniques has led to the use of many new methods for preparing high-safety separators. Among these, layer-by-layer (LbL) self-assembly is considered the simplest, most versatile, and most promising method for preparing multilayer materials on polymer substrate surfaces, as it can combine multiple functional structures for specific applications [88]. Compared with other technologies, the unique advantage of LbL is that it can adjust the composition, surface properties, and coating thickness of multilayer structures at the molecular level, with adjustable structure and properties [89,90]. This modification method improves the wettability and electrochemical performance of the PE separator without affecting the micropore structure [91]. Given the inherent advantages of the LbL method, many researchers have used LbL self-assembly to prepare organic-inorganic hybrid multilayer-modified PE separators. For instance, Yuan and co-workers developed a unique polyhedral oligomeric silsesquioxane (POSS)/ZrO2 multilayer on PE separators surface by LbL self-assembly (Figure 6D) [75]. The POSS/ZrO2 multilayer on PE separators improves ionic conductivity, Li+ transference number, and Li+/electrolyte interfacial stability.These favorable properties lead to excellent electrochemical performance and high safety. Xu et al. also used self-assembly to build ultrathin poly(acrylic acid) (PAA)/ZrO2 multilayer on the surface of PE separators for LIBs [88]. Zhu and co-authors used the oppositely charged polyethyleneimine (PEI) and inorganic SiO2 NPs to assemble an ultrathin layer on the surface of the PE separator by LbL for LIBs [92]. Most modified PE separators by LbL self-assembly show an improved hydrophilic nature, greatly increased electrolyte uptake, and excellent electrochemical stability [93].
Atomic Layer Deposition (ALD) is a film preparation process using vapor deposition, which has the characteristics of self-limiting and saturated surface reaction and is an ideal surface chemical modification and energy-related material preparation technology, which is widely used in the manufacture of supercapacitors, solar cells, fuel cells and rechargeable batteries [94,95]. ALD is essentially a thin-film coating deposition technique that typically requires alternating feeding of two precursors into a vacuum deposition chamber. The vacuum chamber holds the substrate that needs to be modified and is preheated to accelerate the chemical process of film deposition [96]. In general, the ALD process to modify the separator is as follows: sequentially expose the gas-phase precursors to the substrate (polymer separator), trigger the self-limited and saturated surface reactions, resulting in a modified separator after a certain time. Several reviews have reported the unique growth mechanism of ALD using dual compounds, involving a two-cycle, self-terminating half-reaction via ligand exchange[96,97,98]. Figure 6E shows the general mode of the ALD growth mechanism, which assumes that water serves as an oxygen precursor for metal oxide (MO) and that ML2 (M = metal and L = ligand) serves as a metal precursor [99].
This reaction mechanism provides several advantages for inorganic films deposited with ALD, including precise angstrom thickness control, excellent uniformity and consistency, adjustable composition, and relatively low deposition temperature [95,100]. These ALD thin films can be used as surface coatings for cathodes and anodes, on the one hand, to solve structural and interface problems and on the other hand, to prepare modified separators with a uniform surface distribution of nano-fillers. In addition, the nucleation sites on the substrate surface can be controlled by pre-set functional groups, allowing for more precise deposition of nanoparticles via ALD. This is because functional groups at nucleation sites, such as hydroxyl groups, defect sites, and heteroatom doping sites, are prerequisites for ALD surface reactions to occur [94,95]. ALD has been investigated for a few decades and made remarkable progress. Through material nanostructuring, crystallization optimization, and angstrom-scale size control, ALD can significantly enhance battery performance and facilitate the discovery of new materials. For example, using titanium isopropoxide and water as precursors, Chao et al. developed the TiO2 layer uniformly coated PE separator by a Roll-to-roll ALD process for LIBs (Figure 6E) [76]. Due to the self-limiting nature of the reaction, the thickness of the TiO2 layer increases with the number of ALD cycles. Linear speed plays a key role in engineering and designing the TiO2 gravimetric loading. The uniform deposited TiO2 ceramic nanolayers significantly improve thermal and dimensional stability, resulting in high safety during high-temperature operation. In addition, Park’s group proposed a hybrid organic-inorganic coating strategy using ALD, which enhances the thermal and dimensional stability of PE battery separators without increasing their thickness [101]. By first subjecting PE separators to a plasma treatment, the ALD approach uniformly coated a few-nanometer-thick inorganic Al2O3 NPs layer on the PE separator and followed by PDA coated layer through the dip-coating process.
Chemical vapor deposition (CVD) is a powerful surface modification technique, including plasma polymerization, molecular layer deposition, oxidative chemical vapor deposition (oCVD), and initial chemical vapor deposition (iCVD). The chemical vapor deposition technique allows the formation of conformal polymer coatings at the micro and/or nanoscale, which cannot be achieved by solution treatment due to dehumidification, liquid thinning, and surface tension effects [102]. The iCVD technique uses vaporized monomers and initiators for radical polymerization in the vapor phase. The general polymerization mechanism of the iCVD process is as follows: vaporized monomers and initiator molecules are introduced and mixed; free radicals are generated through initiator decomposition, which then transfer to the surface of the substrate along with the reactive monomers. These radicals polymerize, forming a solid thin film on the cooled substrate[103]. The vaporized initiator molecules thermally disintegrated and produced radicals after touching a hot filament, then the radicals activated the vaporized monomer to start the chain reaction, and resulted in the polymer film deposition on the chamber substrate kept at a mild temperature (15~40 °C). This is a one-step, solvent-free process in which the deposition of polymer films can maintain uniform morphology on multiple complex surfaces of the substrate [104]. The reaction consists of three steps: initiation, propagation, and termination, the number of free radicals in these three stages first rises, then maintains, and finally declines [105]. Typically, chain reactions are terminated by radical-radical recombination or by transfer of reactive radicals [106]. CVD polymerization directly polymerizes gas-phase monomers into large molecular chains bound to the substrate surface, making it the preferred method for manufacturing specific polymers and substrates. Due to the low surface temperature of the substrate, polymers can form modified layers directly on fragile things such as thin paper and porous polymer membranes through CVD. Yoo et al. [77] applied the iCVD technique for modifying PE separators to increase the separator’s thermal stability and other performance. The highly cross-linked polyhexavinyldisiloxane (pHVDS) coated on the PE separator surface through iCVD process with enhanced thermal stability at 140 °C and basically unchanged microporosity and thickness (Figure 6F). The strength of the binding force between the deposition layer and the substrate is the direction that needs to be improved.
Aimed at the high safety separator, to improve the thermal stability, mechanical properties, and electrochemical performance, the composite separators have been done by using inorganic or/and organic material for modification through coating/grafting, blending, polymer functionalization or other methods [107,108]. These methods all have their advantages and disadvantages. Separators can be divided into single layer, multi-layers or composite separators depending on the processing technique and material components [109,110,111]. As commercial battery separators consist of polyolefins with inferior thermal stability and low electrolyte wettability [57,112], and some organic material (PDA, PAN, PI, PVDF-HFP, etc.) with higher melting points and better mechanical properties can be used to enhance thermal stability, to prepare high safety separator through inorganic material modification is considered another most actively researched procedures and has the commercial application prospect.
Besides inorganic material modification, another typical tactic is constructing composite separators by coating/grafting organic materials on the commercial PE-based separators’ surface [56]. Organic compounds (PDA, PI, PVDF-HFP, etc.) canbe synergistically coated on the PP and PE surface to improve the polyolefin-based separators thermal stability. The general process to develop the organic material-modified separators through surface coating/grafting is similar to the inorganic material. During grafting, the polymer separator’s electric properties and structure would change or destroy after high-energy radiation because of the thermal properties. To solve this problem, some chemical groups can be grafted by ionizing radiation, ultraviolet radiation, and chemical initiator onto the polymer surface to enhance the electrolyte wettability and electrode compatibility [79]. With the consideration of the flammability of polyolefin-based materials, there is still a risk of separator burning. Therefore, using other flameretardant materials to achieve the flame-retardant property of the separator is necessary.
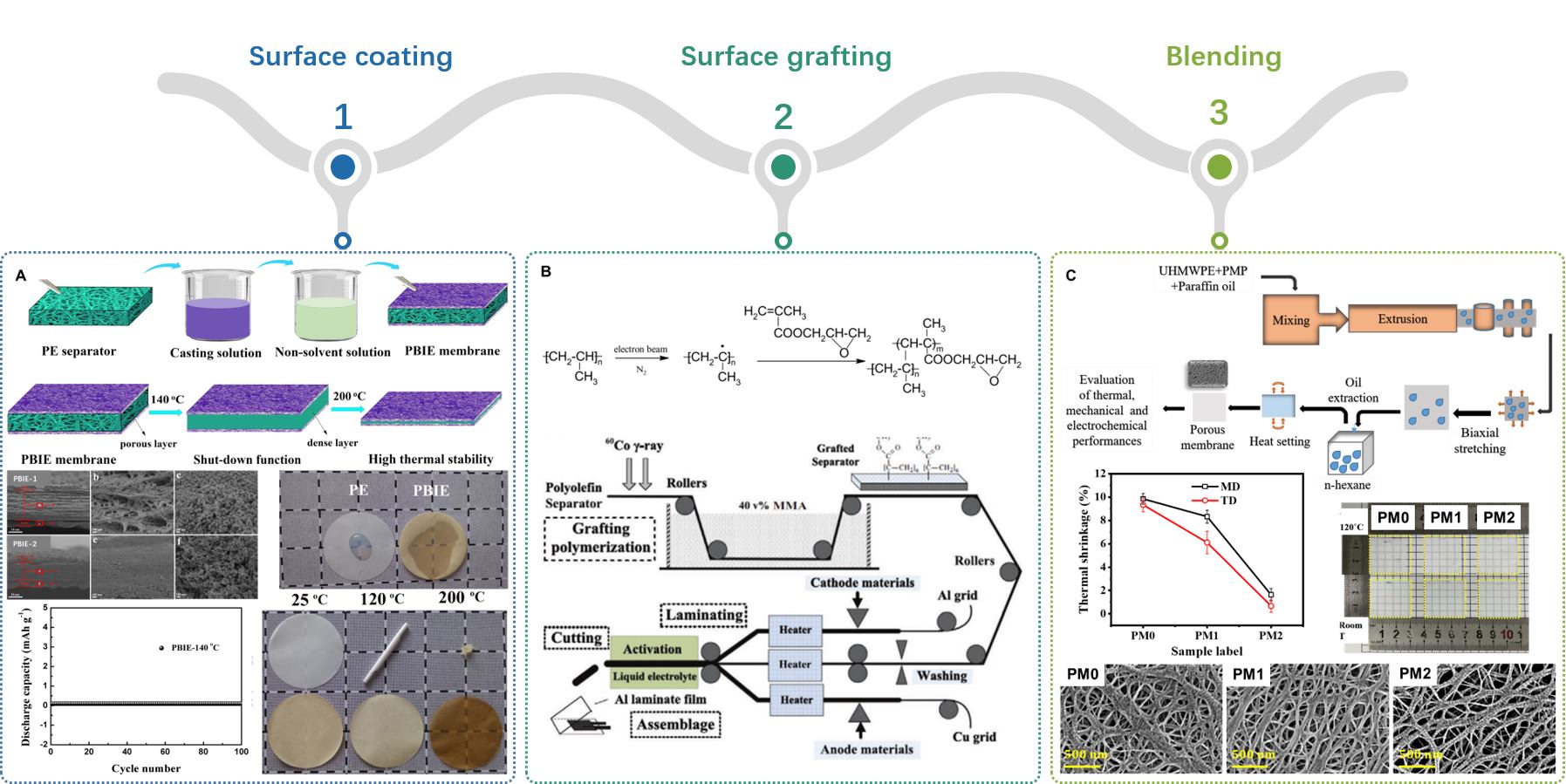
Li and co-workers fabricated a sandwich-like composite separators by coating a porous polybenzimidazole (PBI) layer on both sides of a PE separator through the phase inversion process (Figure 7A) [113]. The modified composite separator (the PBI/PE/PBI referred to as “PBIE”) shows greatly improved thermal stability with no thermal shrinkage up to 200 °C and obtained non-inflammability from the PBI intrinsic flame retardancy, and the shutdown function at 140 °C from melting the PE. The modified composite separator has high safety and outstanding electrochemical performance simultaneously. Another study describes the preparation process of an HDPE wax@AO-coated composite separator with shutdown performance. [114]. Figure 7B shows that free radicals generated under high-energy irradiation initiate the polymer chain crosslinking reaction, significantly improving the separator's mechanical strength [38,115]. Besides, several studies have reported the fabrication of high-performance MOFs-based composite separators for batteries with different functionalities [31,32].
Blending is another efficient way to prepare organic material modification composite separators. Blending refers to the preparation technology in which one polymer with good properties is used as the substrate to physically mix with another polymer or multiple polymers with complementary properties to improve the comprehensive properties of composite materials. The complementary properties and interactions between different polymers provide great possibilities for improving the overall performance of the modified separator. Blending is greatly beneficial since it combines the advantages of each component to improve the overall performance. However, as each component usually shows a huge difference in physicochemical properties, it is vital to select a suitable solvent for all components and determine the weight ratio of each component for preparing high-safety separators of Li-ion batteries.
Blending polymers is an easy and cost-effective method to improve separator performance, depending on the materials and processing conditions. It can be divided into two categories: blending stretching and blending electrospinning. Blending PP/PE [116], PVDF-HFP/PE [117], PVDF-TrFP/PE (poly(vinylidene fluoride hexafluoropropylene) [118,119,120,121], HDPE/MC (polyethylene/methylcellulose) [122] and electrospun PVDF/PAN [119] separators show the enhanced thermal stability and good electrochemical performance. Many studies have focused on balancing the separator’s microporous structure and its stability[52,123,124,125,126,127,128,129]. Pore volume affects the crystallinity of the PVDF separator [130], the ordered porous structure improves the charge/discharge capacity [131] and hinders dendrite growth to enhance battery safety [132,133]. For the blending stretching, the stretched polymer chains widely accepted thermal shrinkage [134]. Li and co-authors developed a suitable microporous structure of ultra-high molecular weight polyethylene/poly(4-methyl-1-pentene) (UHMWPE/PMP) blending separator via sequential biaxial stretching. The UHMWPE/PMP separator shows a lower thermal shrinkage of 0.7% in a transverse direction and 1.6% in the machine direction at 120 °C (Figure 7C) [135].
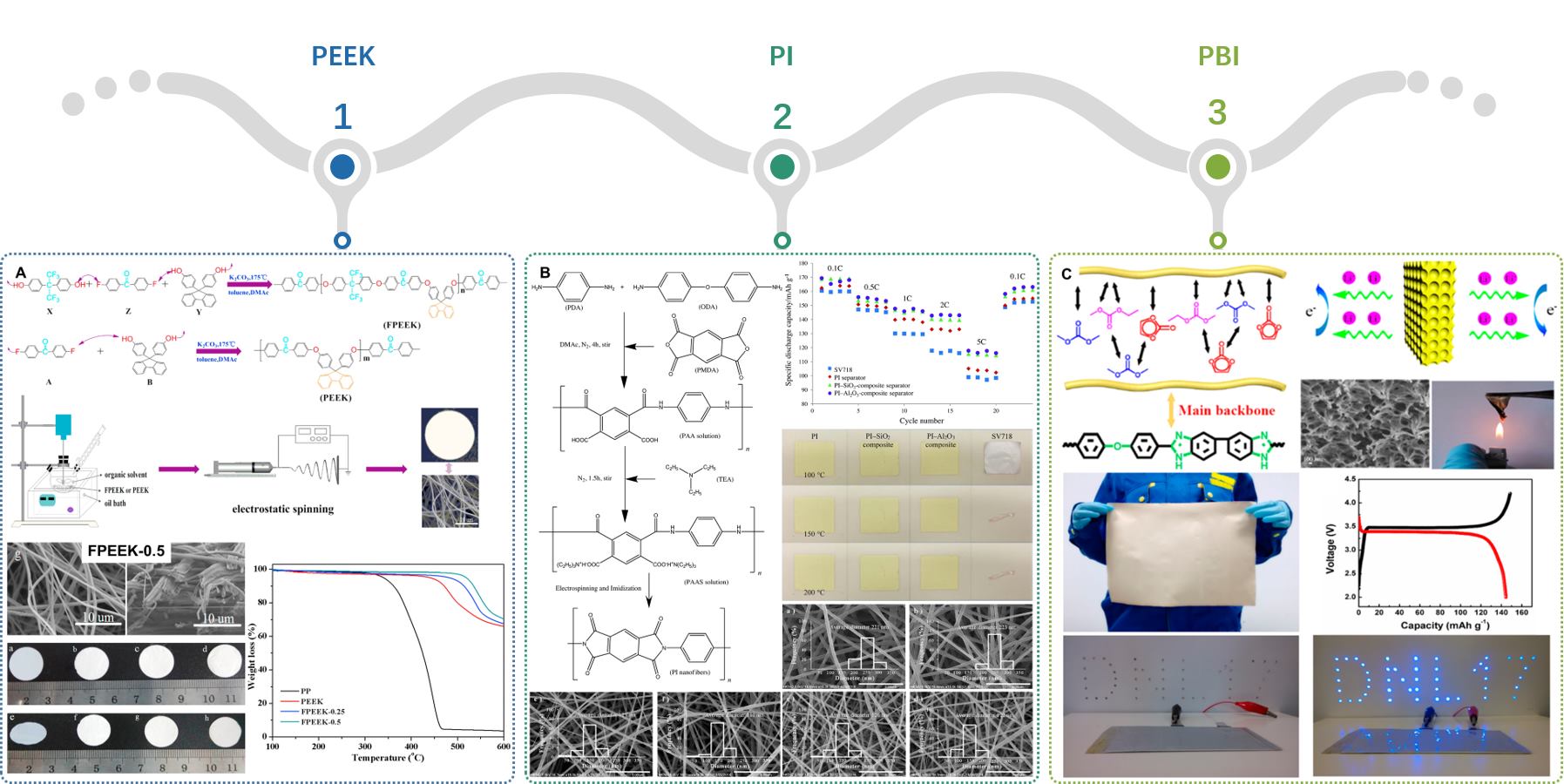
Innovative ideas for overcoming the above challenges of commercial separators include modified separators and engineered designing of new materials. Some new organic materials are used as raw materials to process into nonwoven separators by electrospinning technology or other technology, such as PI, PVDF-HFP, PAN, PMIA, PVP, PTFE, PEI, PBI and PEEK, etc. Nonwoven separators typically exhibit a porous structure, good electrolyte affinity, and high thermal stability, compared to polyolefin separators. More importantly, some heat-resistant or flameretardant polymers, such as PVDF, PVDF-HFP, PI, PTFE, PBI, PEEK, and other inorganic materials, can make the separator exhibit excellent heat-resistant and flame-retardant properties. Among many organic polymers, with melting points of about 165 °C and good electrochemical spinning ability, PVDF is a popular candidate for nonwoven separators [56,136]. Besides PVDF, Li et al. prepared a series of fluorinated PEEK polymers and first fabricated them into nonwoven separators with excellent anti-shrinkage performance and negligible thermal shrinkage at 150 °C (Figure 8A) [137]. For excellent electrochemical performance in high-temperature environments, Polyimide (PI) materials are chosen as a new raw material with superior heat resistance to prepare high-safety separators. Using the electrospinning and thermal imidization processes, Park and co-workers developed a novel PI nonwoven separator with excellent thermal stability (Figure 8B)[138]. Yao and co-workers reported a polytetrafluoroethylene (PTFE) nanofiber separator prepared using the electrospinning process[139]. Polybenzimidazole (PBI) polymer has excellent electrolyte wettability and outstanding thermal dimensional stability, thus showing great potential as a separators for high-performance and high-safety batteries. Li et al. successfully prepared a novel and highly symmetrical spongy porous PBI separator to ensure battery safety with ultra-high thermal stability using the water-vapor induced phase separation (Figure 8C) [140]. Liu et al. investigated the electrospinning OPBI separators on battery safety and the inhibitory effect of fiber OPBI separators on the growth of lithium dendrites [141]. Tuo and co-workers reported an aramid nanofiber membrane fabricated by vacuum-assisted filtration of the nanofiber dispersion as a separator. [142]. Liu et al. constructed PEI porous membrane separator with a high curvature, three-dimensional heat-resistance skeleton. The well-adjusted three-dimensional multi-porous skeleton greatly improves the ion transport capacity and provides good short-circuit protection [143].
Besides synthetic polymers, natural polymer materials have also been used to prepare separators [144,145,146]. As the most abundant natural polymer on Earth, cellulose has the advantages of being cheap, environmentally friendly, renewable, and easy to obtain. The cellulose structure contains abundant hydroxyl functional groups, which can be chemically modified. At the same time, its higher porosity can improve the electrolyte uptake of the separator, which is the most potential substitute for polyolefin separator [147]. Compared with ordinary cellulose, nanocellulose has higher crystallinity and mechanical strength, thereby preventing battery short circuit problems caused by lithium dendrites. In addition, combined with inorganic material modification, the thermal properties and flame retardant properties of nonwoven composites will be further improved, such as SiO2@(PI/SiO2), PVDF-CA/Al(OH)3, ZrO2 fiber/PVDF-HFP. Recently, a novel SiC fiber-supported alumina separator (A@S ceramic separator) was reported by solution casting [148]. Yao and co-workers designed a kind of heatproof–fireproof bifunctional separator by coating ammonium polyphosphate (APP) particles on a ceramic-coated separator modified with phenol-formaldehyde resin (CCS@PFR). The PPA layer not only isolates the combustible material from the highly reactive oxygen species released by the cathode but also converts the violent combustion reaction into a mild, gradual exothermic reaction by carbonizing the combustible material in the battery [149]. Furthermore, the ceramic membrane is another choice for the high safety separator. Liu et al. reported a nonwoven ZrO2 ceramic membrane with a robust nanofiber microstructure via polymeric electrospinning followed by a high-temperature organic burn-off. The ZrO2 separator can withstand higher current densities and have longer cycling lives than the state-of-the-art separators, and it is regarded as a promising alternative separator for high-power batteries [150].
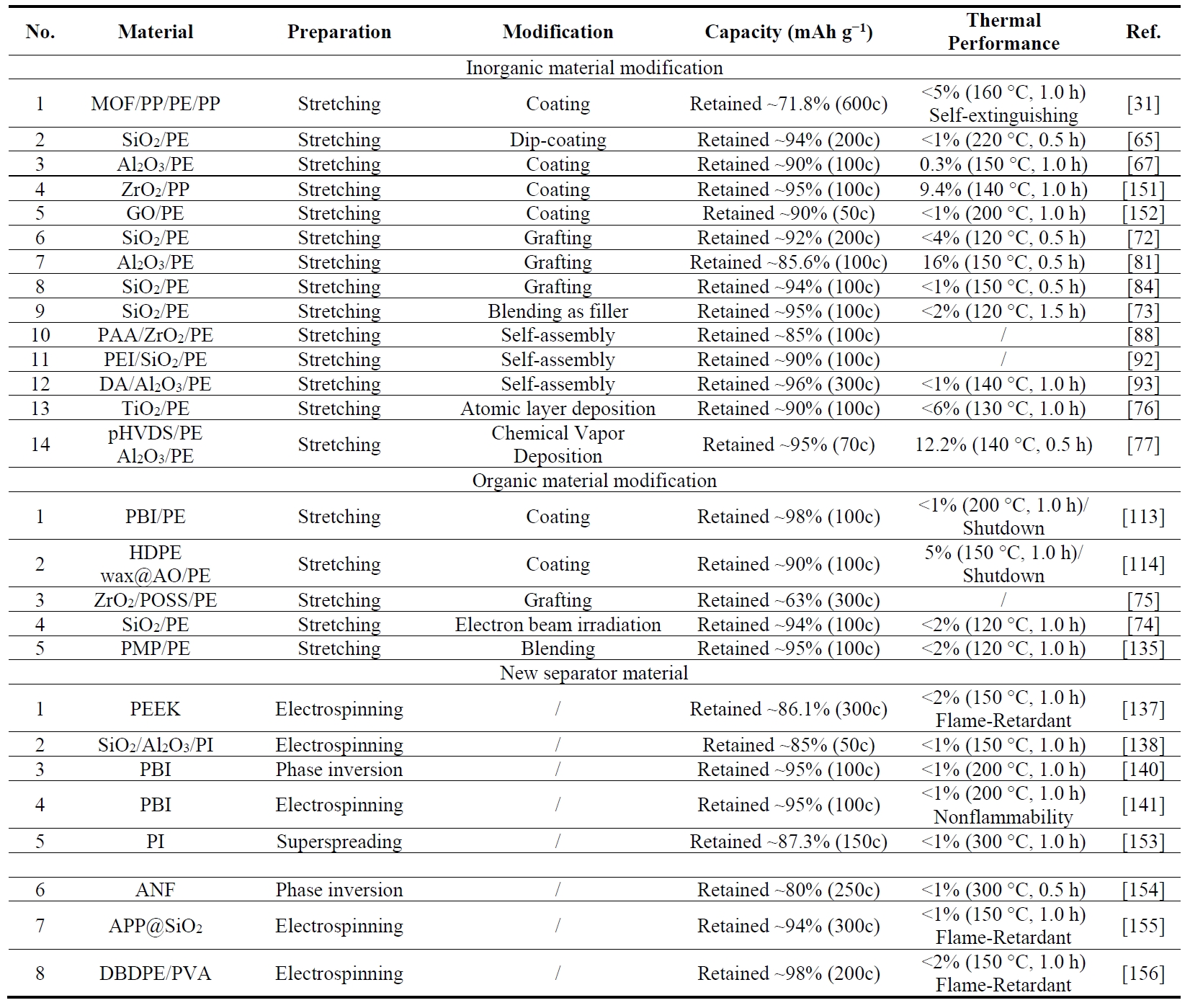
For the safety of high energy/power density LIBs during their widespread practical applications, it is extremely important to systematically study high-safety separators, which remains under-researched. The heat-resistant/flame-retardant properties, mechanical strength, and puncture resistance to prevent metal dendrites are the most important research topics for high-safety separators. These properties can be achieved through inorganic/organic material modifications or by using new materials. In addition, with the rapid development of power vehicles and energy storage power stations, high-specific energy batteries available for use require higher battery capacity, lighter weight, and smaller component volume. Therefore, the demand and application prospects of ultra-thin and ultra-light separators are broad. However, the ultra-thin separators have poor mechanical strength and puncture strength to prevent metal dendrite, which would cause safety problems when used at low temperatures and high discharge state. The more serious safety issues of high specific energy batteries put forward higher requirements for high safety separators, which are summarized as follows: (i) Thermal properties: excellent thermal stability to prevent thermal shrinkage and special flame retardant from preventing thermal runaway; (ii) Mechanical properties: high tensile strength and strong puncture strength to prevent separator damage leading to the battery short circuit; (iii) Structure: optimized separator porosity, pore structure, and composition are designed and implemented to induce uniform metal deposition and further avoid the excessive growth of metal dendrites; (iv) Compatiblity: outstanding adaptability and excellent stability of separators to other battery components are required to reduce the battery internal resistance and prevent from generating excessive heat at high current density. Meeting the separator performance requirements for both high energy density and high safety in batteries remains a significant challenge [56]. Based on extensive research of high safety separators, the current main challenge is performance balance, which means it the difficult to possess all the desired performance parameters simultaneously. And The performance of a high safety separator is closely related to its preparation method. Each separator preparation method has its own advantages and disadvantages, and different materials are selective in the preparation methods that can be used. As the transport path for lithium ions, the micropores of the separator have a significant impact on battery performance. It is possible to prepare a high-safety separator with excellent performance only by selecting suitable materials and optimizing the preparation process and process parameters through suitable preparation methods and modification methods (Table 2).
Electrolyte membrane separators, including ceramic-based separators or solid-state electrolytes (SSEs), are the future of separators that can address the root cause of battery thermal runaway. These new solid-state electrolytes, with enhanced mechanical resistance, are sandwiched between both electrodes. The main strategy for developing solid-state electrolytes is to create new electrolyte systems that are safer, lighter, and non-flammable, replacing traditional liquid electrolytes and effectively improving the battery's resistance to dendrite formation. All-solid-state batteries (SSBs) are expected to have higher storage capacities and enhanced safety by using solid-state electrolytes as the solid ion conductor [157]. SSBs are a safer battery product than traditional batteries but costly and difficult to custom design [158], and there is still some distance from commercialization. The use of solid-state electrolytes instead of traditional liquid electrolytes opens up new possibilities for the development of flexible LIBs. All-solid-state batteries (SSBs) can withstand larger mechanical deformations without electrolyte leakage or short circuits. Based on the material system, solid-state electrolytes (SSEs) can be classified into five categories: solid polymer electrolytes (SPEs), gel polymer electrolytes (GPEs), solid ceramic electrolytes (SCEs), composite polymer electrolytes (CPEs), and hybrid solid-state electrolytes (HSSEs). Solid polymer electrolytes (SPEs) are ion-conducting polymer materials with both electrolytes and separator properties [159]. SPEs comprise organic polymer matrices and dissolved Li+/Na+ salts, ionic liquids, or other inorganic materials. The optional organic polymer matrix materials include cellulose derivatives, PEO, PMMA, PVDF, PVDF-HFP, and PAN. Common organic solvents are ethylene carbonate (EC), dimethyl carbonate (DMC), propylene carbonate (PC), diethyl carbonate (DEC), and ethyl methyl carbonate (EMC) [160,161]. The SPEs combine the advantages of polymer’s flexibility, good contact with the electrode, and high ionic conductivity of the inorganic solid electrolyte, greatly improving its comprehensive performance. The uniform dispersion of inorganic ceramic particles in SPEs helps to prevent the ordered aggregation of polymer chain segments, reduce the crystallization degree of polymer, increase the amorphous region, and benefit Li+ migration, thereby improving the overall ionic conductivity. Some inorganic fillers in the SPEs can also improve the stability of the interface.
Gel polymer electrolytes (GPEs) are a gel system composed of a polymer matrix with electron-donating groups, lithium salt (LiPF6), and low molecular weight organic solvent (plasticizer) [161]. The optional organic polymer matrix materials include PVDF, PEO, PAN, and PMMA. Common organic solvents are the same as SPEs. GPEs combine the advantages of liquid and solid polymeric electrolytes. The polymer forms a complex with metal cations, and its complexation degree, existence form, and state have a crucial influence on the performance of GPEs. According to the effective medium theory, the main factors affecting the electrical conductivity and mechanical properties of GPEs are temperature and composition. As the working temperature increases, the crystalline phase in GPEs decreases, the continuity of the amorphous phase increases, and the flexibility of polymer molecules increases, thus making the conduction of lithium ions easier and the ionic conductivity increases. However, due to the uncontrollable operating temperature of LIBs, the current research generally regulates the performance of GPEs by changing their composition. According to the preparation process and the bonding state between the polymer and the solvent, GPEs can be divided into two categories [162]: (1) physical GPEs and (2) chemical GPEs. Mechanical strength and conductivity are a pair of contradictions in GPEs. By increasing the polymer/solvent ratio, the mechanical strength can be improved, though the conductivity is reduced. At the same time, although adding a large amount of liquid plasticizers improves the ionic conductivity of GPEs, it sacrifices the chemical stability of the polymer matrix and reduces the safety and service life of the GPEs. This contradiction makes it difficult for the currently studied GPEs to match high-performance LIBs, and the research on GPEs is still in the laboratory stage. In addition, due to the existence of liquid electrolytes, the conduction mechanism of GPEs cannot be explained by the mechanism of explaining the conduction of SPEs.
Solid ceramic electrolytes (SCEs), which are inorganic solid electrolytes (typically oxide or sulfide solid electrolytes), are usually single Li+ ion conductors. Oxide solid electrolyte fillers mainly include NASICON, perovskite, and garnet structures. Among them, NASICON structure electrolytes and garnet-type electrolytes are the most widely used with stable structure, excellent performance, high conductivity at room temperature (~10−3 S/cm), and stability for lithium metal. Sulfide solid electrolyte has good mechanical ductility, excellent interface contact performance, and higher ionic conductivity at room temperature (~10−2 S/cm), but it has poor stability and low safety against lithium metal. Despite the advantages of SCEs, their practical application is still limited by their mechanical rigidity and fragility, which result in poor interface contact and complex and difficult material processing [163]. In contrast, polymer-based SSEs generally have excellent processability and flexibility. Therefore, it is easy to make thin structures and flexible films using polymer-based SSEs with better interfacial contact between the soft polymer and the electrode, resulting in lower interface resistance [164].
Composite polymer electrolytes (CPEs)/hybrid solid-state electrolytes (HSSEs) are generally obtained by the combination of high-surface-area inorganic filler and SPEs or GPEs CPEs combine the advantages of SPEs or GPEs and inorganic solid electrolyte to achieve high lithium-ion conductivity, thermal stability, mechanical strength, and electrochemical stability, and have become one of the current research hotspots [165,166]. The solid electrolyte obtained by adding inorganic filler to the polymer solid electrolyte has excellent comprehensive properties. These inorganic filler particles are ceramic metal oxide with the size of micrometers or nanometers [118]. The inorganic filler can play three roles: (1) Reduce the crystallinity and increase the amorphous phase region, which is conducive to Li+ migration; (2) A fast Li+ channel can be formed near the packing particles; (3) Increase the mechanical properties of the polymer matrix, making it easy to form films. According to the ability of inorganic fillers to conduct ions, inorganic fillers can be divided into inert and active fillers. Inert fillers do not transport lithium ions, mainly silica, alumina, and zirconia. Active materials can participate in the ion conduction process, mainly oxide solid electrolyte filler and sulfide solid electrolyte filler. The polymer matrix can significantly improve flexibility, reduce the resistance at the electrode-electrolyte interface, and lower the large-scale manufacturing costs of the solid composite electrolyte. It provides an important idea for designing solid-state batteries that meet the requirements of high energy density and high safety. HSSEs show great potential further to combine the properties of inorganic and polymer electrolytes while overcoming the disadvantages of each component when used alone [165]. However, there is still a series of technical problems that need to be solved. The microscopic mechanism of organic/inorganic composite electrolytes, inorganic fillers, and polymer materials is still unclear, and the challenge of evenly dispersing inorganic particles in the polymer matrix remains unsolved. Obtaining CPEs/HSSEs with good overall performance is an important prerequisite for Realizing the application of solid-state batteries requires the design of CPEs/HSSEs with high ionic conductivity, a wide electrochemical window, high mechanical strength, and consideration of interface contact and compatibility. This is the focus of current research. Currently, solid-state batteries are rapidly advancing, with solid-state electrolytes offering enhanced safety and higher energy density. They may also serve as a substitute for separators in the future. But, electrolyte membrane separators for solid-state batteries are not the main content of this review. Readers are encouraged to refer to the recent review works [86,162,163,164,167,168,169] for more detailed information.
With the rapid increase in quantity and expanded application range of lithium-ion batteries, their safety problems are becoming more and more prominent. The safety problem of lithium-ion batteries restricts its application on a larger scale, and it is urgent to take corresponding safety measures to improve battery safety. Current research has found four main causes of Li-ion battery thermal runaway: battery aging, mechanical abuse, thermal abuse, and electrical abuse. The main processes of thermal runaway include thermal triggering, complex heat release, and thermal runaway explosion. Related to the various inducements of thermal runaway, the specific process in the initial thermal triggering stage is different. At present, research on thermal safety in batteries can be divided into three aspects: materials, individual cells, and the system.
Generally, improving the safety of lithium-ion battery materials can reduce the risk of thermal runaway and explosion, such as enhancing electrolyte safety, separator stability, and the thermal stability of the positive and negative electrode materials. The separator is a key component of lithium-ion batteries and plays an important role in battery safety. The structure and performance of the battery separator significantly influence the cycle life, energy density, and safety of the lithium-ion battery. Separator is located between the positive electrode and the negative electrode to prevent electric short-circuiting. It serves as an ion reservoir to enable free transport of lithium ions, one of the most effective safety measures against the internal short circuit. Separator failure is a direct cause of the thermal runaway and can be specifically divided into three categories: puncture, melting, and thermal shrinkage. Designing high-safety battery is a fundamental strategy for solving the potential thermal runaway risk.
The ideal lithium-ion battery separator should possess good electronic insulation, appropriate pore size and porosity, chemical and electrochemical stability, excellent wettability, mechanical strength, thermal stability, and high safety. All the separator requirements are categorized as structural properties, physical/chemical properties, functional properties, and other necessary properties. These requirements demonstrate the synergistic effects on the electrochemical performance, safety, and scalability of lithium-ion batteries. Focus on the high safety separator, the research on thermal safety separators (heat-resistant and flame-retardant separators), thermal-shutdown separators, anti-dendrite separators, high mechanical strength separators, and good compatibility separators have entered the field of view of scientific researchers. This review reports the recent progress of high-safety separators from the perspective of material preparation. High-safety separator preparation strategies can be classified into three categories: inorganic material modification, organic material modification, and the use of new raw materials. Various high-safety separators have been developed based on these modification methods and the materials used.
A high safety separator is essential to improve the safety of lithium-ion batteries. This review summarizes its performance requirements and preparation methods. All the separator requirements have a synergistic effect on the electrochemical performance, safety, and scalability of lithium-ion batteries. At present, modifications such as an introduction of coatings on polyolefin separators is a common strategy, which can improve thermal stability and electrolyte wettability, and is conducive to scale production. Although traditional coatings can improve the thermal stability of polyolefin separators, the modified polyolefin separators are difficult to stabilize at higher temperatures (>200 °C) due to the characteristics of polyolefin materials. Therefore, the high thermal stability separator with a highly heat-resistant skeleton (new materials) has attracted much attention. These new separators have some defects, such as a lack of thermal shut-off function, too much high porosity, and low mechanical properties, which make them unable to resist lithium dendrite puncture and still limit their development. These problems need to be modified to meet the application requirements of high-safety separators.
For the preparation of the ideal high-safety separator, some additional prospects and research endeavours that could be undertaken to fulfill the demand are categorized and summarized below:
(1) Develop new preparation or modification methods to overcome the shortcomings of currently used methods. In addition, since most preparation and modification studies are concentrated in laboratory conditions, industrial production needs to reduce costs further and optimize modification programs.
(2) Develop multifunctional separators. Separator modification should focus not only on improving the inherent characteristics of the original separator but also on whether it helps to improve the function of other battery components. Furthermore, find new modified materials or substrate raw materials to fundamentally improve separator safety is also an essential way.
(3) Promote the existing high-safety separator for industrial production and application. With the deepening of theoretical research and the improvement of technology, the preparation or modification methods could overcome the obstacles, realize industrial applications, and open up a new way for the design and development of commercial separators.
(4) Apply computer simulation and intelligent technology to promote rapid innovation in separator materials. Intelligent manufacturing has been integrated into industrial development. Scientific research should keep pace with The Times, actively embrace the development trend of science and technology, use existing intelligent tools to accelerate the process of separator research and development, reduce unnecessary time and resource costs, and realize the synchronous development of separator preparation technology and lithium-ion battery preparation technology.
(5) Introduce the AI technology to design a “smart separator” for the commercial application of LIBs in the future. Introduce the sensor into the separator to monitor changes in heat, pressure, and gas during battery operation and at the same time to achieve the purpose of reversible battery protection. Introduce the intelligent manufacturing technology and consider the other basic parameters to develop the new separator for practical application in large-scale, such as thickness, flexibility and cost.
(6) Green chemistry principles applied in separator research aims to minimize the production of harmful and nonbiodegradable substances during separator preparation and processing. By reducing the use of petroleum-based materials in separator production and adopting bio-based materials and water-based solvents, placing restrictions on the use of toxic substances and using materials with biodegradability, we can significantly enhance environmental friendliness.
The authors would like to thank the University of Science and Technology of China (USTC) for providing the postdoctoral work platform.
“Not applicable” for studies not involving humans or animals.
The work is supported by the Doctoral Fund Project of Southwest University of Science and Technology (23zx7104).
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.