3.1. Common Recovery Methods of VFAs
Recovering VFAs can reduce resource waste, and VFAs can be used to synthesize and convert into high-value chemicals, such as polyhydroxyalkanoate (PHA) [
33], biofuels [
34], and hydrogen [
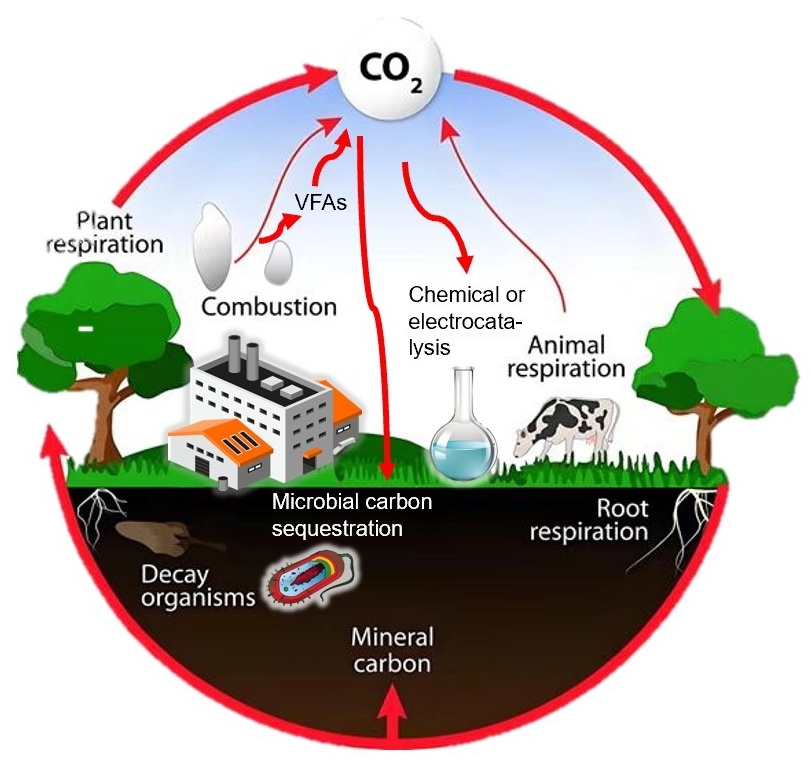
35]. In addition, the recovered VFAs can be reused in the fermentation process or other related production links. VFA is one of the main organic pollutions in fermentation wastewater. The direct treatment of wastewater with high concentrations of volatile fatty acids will elevate costs and is characterized by significant complexity. Recovering VFAs diminishes the concentration of organic compounds in wastewater, facilitating more efficient subsequent treatment; additionally, it lowers energy consumption and the reliance on chemical agents during the treatment process. VFAs will be decomposed by microorganisms in the natural environment, resulting in the production of greenhouse gases like CO
2; thus, the recovery of VFAs is significant for mitigating greenhouse gas emissions and combating climate change. Microorganisms in the natural environment decompose VFAs, leading to the generation of greenhouse gases such as CO
2. Consequently, the extraction of VFAs is crucial for mitigating greenhouse gas emissions and combating climate change.
The difficulty in recovering VFAs derives from their high hydrophilicity, low concentration, and the complexities of the real fermentation broth, which presents hurdles for standard separation procedures to accomplish efficient recovery. Common VFAs recovery methods include extraction, membrane separation technology [
36,
37], adsorption and so on. Conventional solvents used for VFA extraction include alcohols, ketones, ethers, esters, and their composite solvents. However, these solvents are difficult to selectively extract VFAs from actual wastewater and are prone to loss. Researchers propose using ionic liquids for carboxylic acid extraction [
38,
39,
40,
41,
42], which has the advantage of low volatility and is conducive to regeneration. The extraction process is straightforward for large-scale production and boasts a high yield, yet, it necessitates the use of organic solvents and generates solid waste, posing risks to human health and lacking environmental sustainability [
12]. Membrane separation technology includes pressure-driven membrane processes and membrane distillation processes. Reverse osmosis, microfiltration, nanofiltration, and ultrafiltration are the four main categories of pressure-driven membrane processes [
43]. Microfiltration, nanofiltration, and ultrafiltration rely heavily on pressure gradients, while membrane distillation processes require temperature gradients. In addition, researchers have also enabled continuous and in-situ recovery and conversion of VFAs from arrested anaerobic digestion streams [
36]. Membrane separation technology is characterized by its eco-friendliness, efficiency, and high recovery rate; nonetheless, it faces the challenge of membrane fouling during implementation [
44].
3.2. Absorption of Volatile Fatty Acids
Adsorption is facile to implement and exhibits high selectivity [
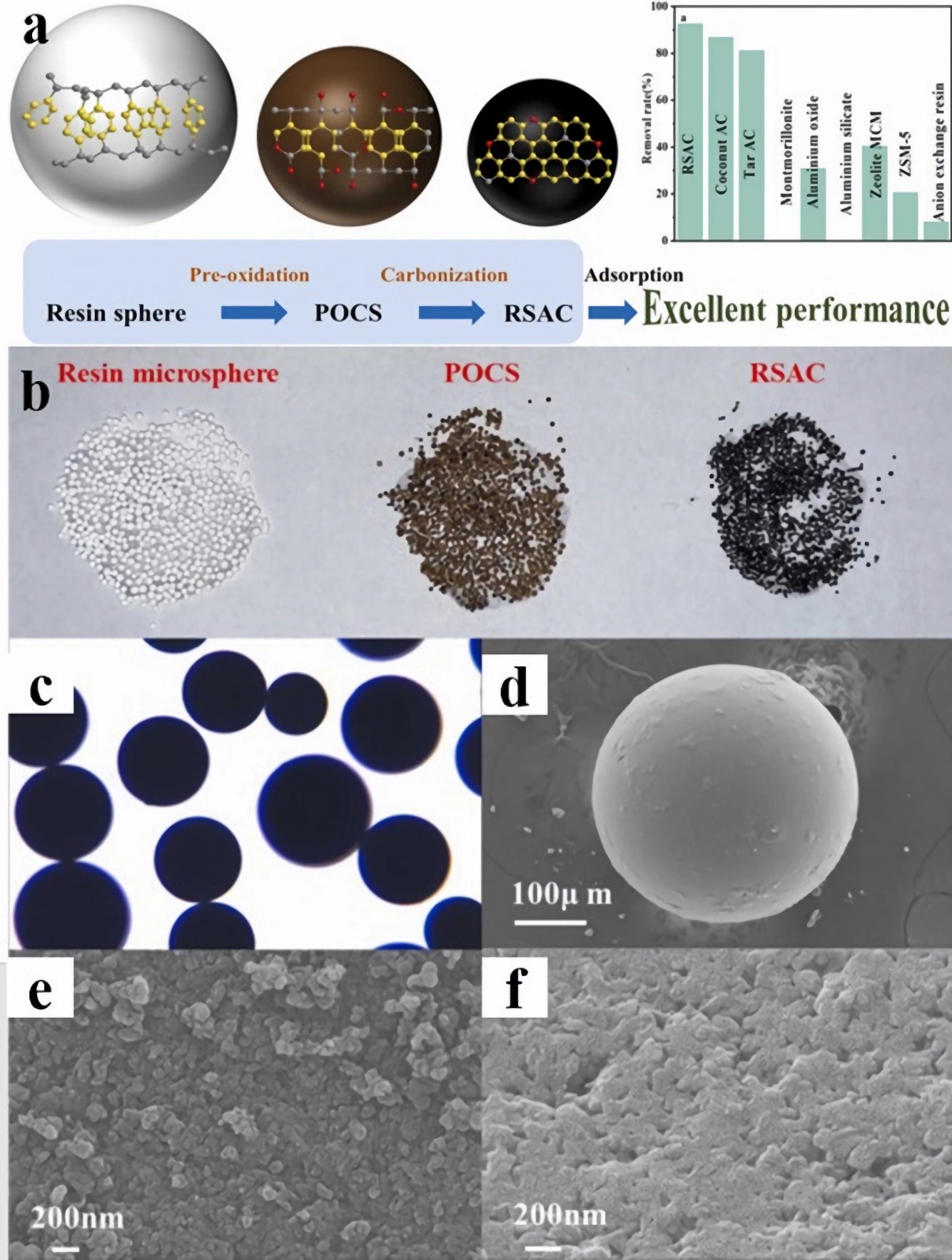
45]. In comparison to alternative methods, it offers advantages such as cost-effectiveness, reduced pollution, and the capability for multiple reuse. Consequently, the adsorption of VFAs has emerged as a prominent area of research, particularly regarding their adsorption in wastewater. The selection of adsorption materials typically necessitates strong adsorption capacity, high selectivity, low equilibrium concentration, ease of regeneration and reuse, robust mechanical strength, stable chemical properties, abundant availability, and low cost. Common adsorption materials primarily consist of activated carbon, metal-organic frameworks (MOFs), novel nanoparticles, and various novel separation materials. Taking activated carbon as an example (), the surface of adsorption materials usually has a porous structure, which makes the surface area of the adsorption materials enormous and enables them to adsorb well.
. (<b>a</b>) A schematic representation for the synthesis of RSAC and its elimination rate. Optical pictures and SEM images of the RSAC. (<b>b</b>) optical photos, (<b>c</b>) optical micrographs, (<b>d</b>,<b>e</b>) surface morphology, and (<b>f</b>) cross-sectional morphology [
46].
3.2.1. Adsorption Materials and Adsorption Mechanisms
Activated Carbon
Activated carbon is a carbon obtained by heating organic raw materials under isolation air after carbonization and activation treatment [
47]. The surface of activated carbon has countless small pores, with a pore size mostly between 2–50 nm, and the surface area of each gram of activated carbon is about 500–1500 m
2. Activated carbon has the benefits of affordability, extensive specific surface area, and abundant porosity, which may efficiently eliminate volatile fatty acids and enhance the efficacy of anaerobic fermentation. Consequently, the adsorption of VFAs produced during anaerobic fermentation by activated carbon has emerged as a viable method to mitigate the inhibition of anaerobic fermentation [
48]. Activated carbon is commonly composed of charcoal, wood, nut shells, and similar materials. Charcoal serves as the primary material. In alignment with the principles of green and sustainable development, materials such as wood and nut shells have been utilized in the production of activated carbon. Carbon is the primary constituent of activated carbon adsorbents and exhibits substantial efficacy in eliminating organic contaminants. The adsorbed activated carbon has an amorphous structural peak and has a significant internal surface area and pore volume. The findings indicated that the adsorption of volatile fatty acids onto activated carbon was due to chemisorption, mainly involving the establishment of covalent bonds [
31]. The materials of activated carbon are widely sourced, and the cost is low. The primary production expenses arise from the activation and regeneration phases. The prevailing industrial activation techniques primarily consist of chemical agent methods and gas activation methods, while the regeneration techniques predominantly encompass heating methods (characterized by a high carbon loss rate and elevated costs), chemical agent treatment (noted for its high expense and propensity to induce secondary pollution), chemical methods, biological methods, and wet oxidation methods. The adsorption of VFAs by activated carbon is a feasible way for the industrial application of VFA adsorption. The current research focuses on the optimization of the activated carbon synthesis process to save the cost of the activation step. For example, Tajarudin et al. employed response surface analysis to improve the adsorption of volatile fatty acids in fermentation leachate, examining the influence of variables like pH, time, stirring speed, activated carbon dose, and temperature on the adsorption efficacy [
31]. Sun et al. directly prepared resin-based spherical activated carbon through a simple pre-oxidation and carbonization process, which solved the problems of low mechanical strength, easy loss, and high production cost (due to the need for further physical or chemical activation) of traditional powder and granular activated carbon, and further used waste resin microspheres to prepare spherical activated carbon to adsorb acetic acid, realizing a benign scheme of “treating waste with waste” [
46].
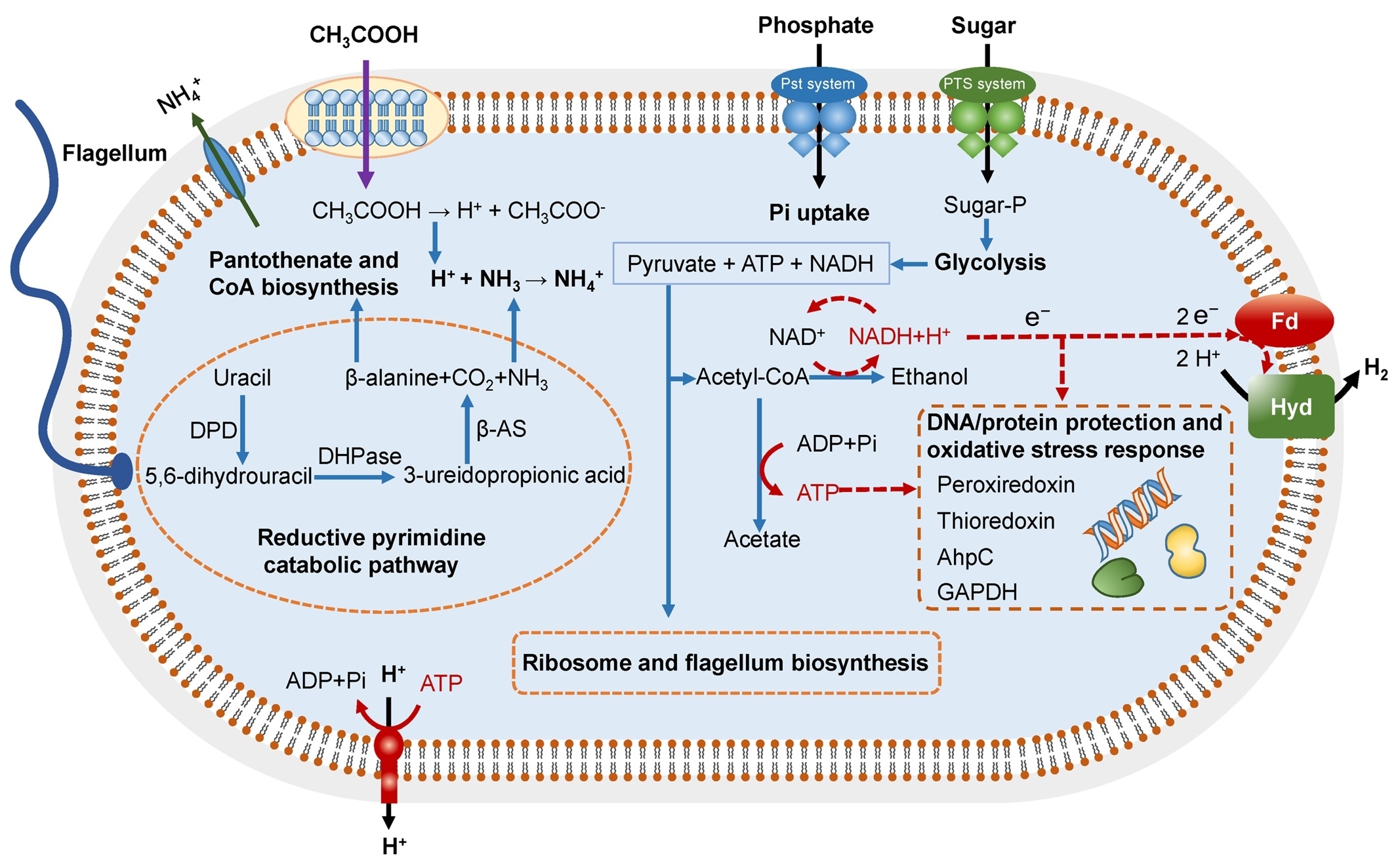
Besides directly adsorbing VFAs, it can also influence the distribution of flora when combined with bioaugmentation, consequently diminishing the yield of VFAs during fermentation. Zhao et al. proposed employing a synergistic approach of bioaugmentation with activated charcoal for the elimination of VFAs. Comparing the VFAs content in two reactors—one with solely a bioaugmentation agent and the other with activated carbon (AC) followed by the bioaugmentation agent—revealed that the VFAs content in the second reactor diminished and remained comparatively stable relative to the first reactor. Potential function analysis (PICRUSt 2) demonstrated that this method markedly improved the activities of formylmethanofuran dehydrogenase (EC 1.2.7.12) and coenzyme F420 hydrogenase (EC 1.12.98.1), resulting in superior reactor performance [
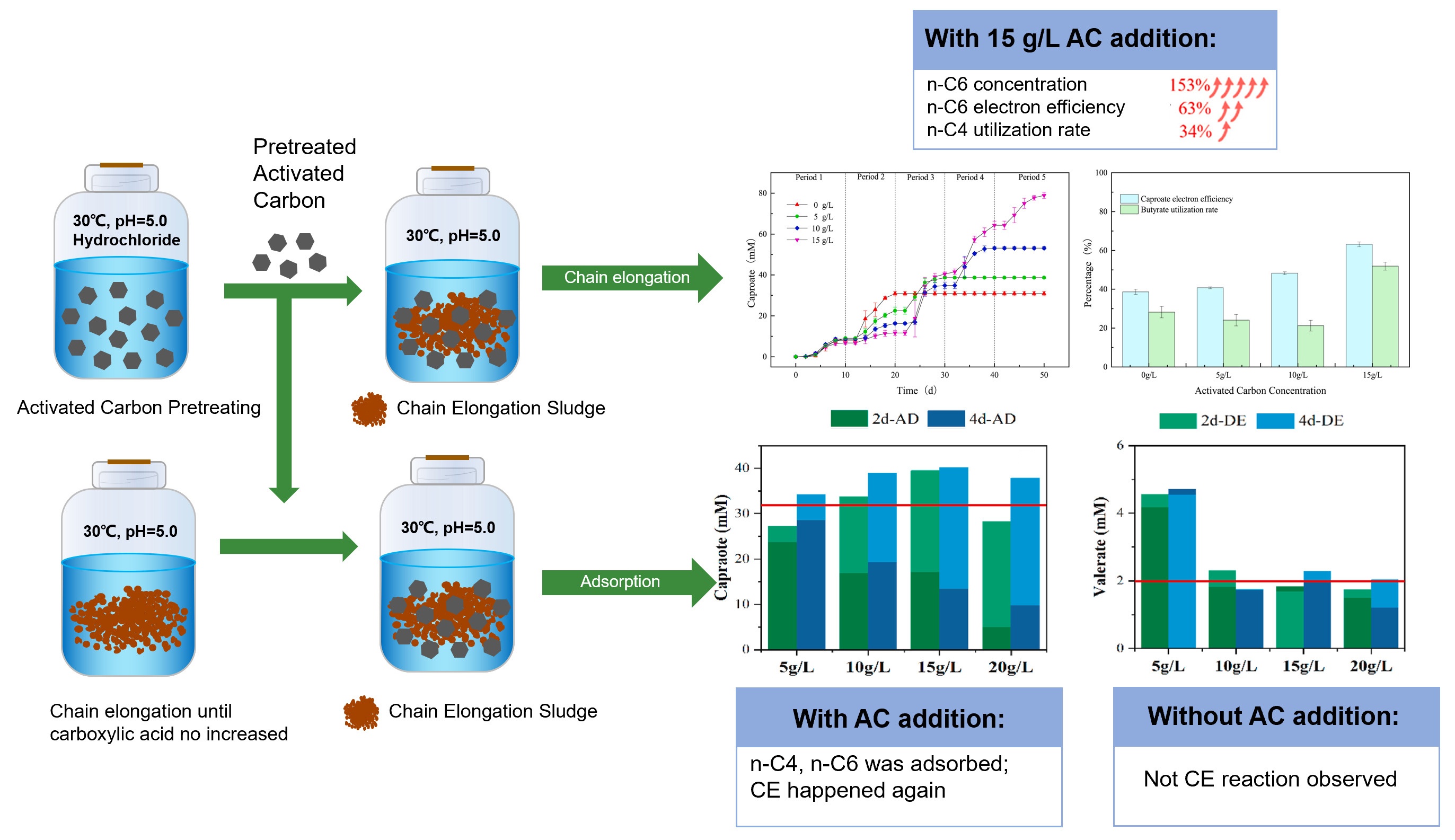
32]. Meanwhile, the addition of activated carbon is conducive to the progress of chain elongation reaction ().
. Mechanism diagram of the role of activated carbon in promoting caproate production [
49].
Activated carbon is frequently utilized as an industrial adsorbent owing to its substantial porosity and superior adsorption capabilities. Activated carbon possesses low mechanical strength and intricate regeneration procedures and requires elevated temperatures for activation, resulting in a limited service life, challenging regeneration, and high activation costs, thereby hindering its application in industrial production. To solve these problems, researchers are committed to continuously improving the selection and pretreatment methods of raw materials, improving the synthesis process of activated carbon (adjusting the pore structure, controlling the carbonization conditions, and optimizing the activation method), and modifying the surface of activated carbon.
Ion Exchange Resin
Ion exchange resin (IE) is an insoluble macromolecular compound with functional groups (active groups for exchanging ions) and a network structure, usually in the form of spherical particles, which can adsorb substances through ion exchange and physical adsorption. According to the classification of the groups contained in the resin, it is mainly divided into four categories: strong acid cation resin, weak acid cation resin, strong base anion resin, and weak base anion resin. Weak base anion resin is often used for the adsorption of VFAs. The adsorption mechanism of IE for VFAs is based on the interaction of the dissolved VFAs’ carboxylic acid ester group with the active site of the solid matrix, which includes both physical and chemical adsorption. Physical adsorption relies on the interaction of the adsorbent with VFAs, whereas IE relies on the creation of ionic bonds between the ionized acid and the cation [
50]. Anion exchange resins are often used in the study of VFAs adsorption, especially amino-functionalized resins [
51,
52].
Regarding amino-functionalized resins, Bertin et al. used an anion exchange amino resin to adsorb VFAs in 2016 and desorbed it with alkaline ethanol modified with 0.1 N NaOH. The solvent was evaporated, and the VFAs were recovered in powder form [
53]. Rebecchi et al. examined four amino IE resins, and the tertiary amino resin was identified as a good adsorbent due to its strong IE performance and inexpensive cost [
50].
Among amino-functionalized resins, quaternary ammonium-based adsorbents, recognized as highly basic adsorbents, are the sole nitrogen-based adsorbents capable of recovering carboxylate anions by anion exchange in actual fermentation conditions. Primary, secondary, and tertiary amines can only adsorb through hydrogen bonds or proton transfer. However, the strong ion exchange of quaternary ammonium-based adsorbents makes the regeneration of the adsorbent difficult and the desorbed VFAs impure, requiring additional chemical and treatment stages. Furthermore, a comparison was conducted between the weak base adsorption process and the conventional strong ion exchange method through techno-economic analysis and energy and environmental evaluation with experimental data. It was found that compared with the traditional IX process, the WBA process requires 12.2 times less energy and reduces greenhouse gas emissions by 9.2 times [
54]. Therefore, researchers pay more attention to the adsorption of VFAs by non-functionalized, primary amine, secondary amine, and tertiary amine-functionalized ion exchange resins. Schuur et al. studied four types of polystyrene-divinylbenzene resins as VFAs adsorbents. Among them, the non-functionalized resin showed very high VFAs selectivity, and the adsorbed VFAs were directly desorbed by nitrogen stripping as an alternative regeneration method. High-concentration VFAs could be obtained after the desorbed VFAs were condensed [
45]. Sun et al. used different weak anion exchange resins and synthetic adsorption resins to adsorb volatile fatty acids produced by anaerobic fermentation of pig farm wastewater. The Relite RAM 2 adsorbent, with a tertiary amine functional group on the gel copolymer acrylate-DVB matrix, exhibited the most effective adsorption performance. Of the assessed desorption solvents, 0.5%
w/
v NaOH exhibited the greatest rate of VFA desorption and recovery. The resin was shown to be reusable for a minimum of 9 consecutive cycles without diminishing the adsorption and recovery effectiveness of volatile fatty acids in both the model solution and fermentation broth [
55].
Compared with the adsorption performance of granular activated carbon, ion exchange resin has a good adsorption performance for VFAs. Silva and Miranda compared the adsorption performance of weak base resin and granular activated carbon (GAC) for VFAs (acetic acid, propionic acid, and butyric acid) and found that the adsorption yield of the resin was 35% higher than that of GAC, and n-propanol was determined as the best eluent for the desorption process [
56]. Rizzioli et al. carried out different batches of adsorption tests, using powdered activated carbon (PAC), Lewatit VP OC 1065, and Amberlyst A21 to adsorb single VFAs, and using Lewatit and Amberlyst to adsorb VFAs mixtures. In the single VFAs test with an initial concentration of 5 g/L, the adsorption rate of PAC was about 70%, and the adsorption rates of Lewatit and Amberlyst were about 86−96%. In the VFAs mixture test with an initial concentration of 25 g/L, the adsorption rates of Lewatit and Amberlyst were 40% and 27%, respectively. Utilizing ethanol and water as desorbents, the optimal adsorbent Lewatit and the most effective desorption conditions were employed on the actual fermentation broth, which had an initial VFAs content of around 18 g/L, resulting in a VFAs recovery amount thrice more than that of the original solution [
57]. pH will have an impact on the adsorption by adsorbents. Schmidt found that pH values lower than the dissociation constant (pKa) of carboxylic acid are favorable for both ion exchange resins and activated carbon adsorbents. Under the condition of a pH value of 3.3, when using 200 g of adsorbent per liter of fermentation broth to treat clarified fermentation broth, it was found that the maximum removal rate of acid by Amberlite IRA-67 could reach 74%, and that of the activated carbon Norit type Darco could reach 63% [
58].
At present, most of the research on ion exchange resins focuses on resins with tertiary amine groups. Researchers are constantly trying new synthesis paths, better resins, and combining with other adsorbents to improve the adsorption capacity of ion exchange resins and using different reagents for desorption according to different adsorbates to improve the recovery rate of VFAs.
Metal-Organic Framework Materials (MOFs)
MOFs are crystalline porous materials characterized by a periodic network structure created by the self-assembly of inorganic metal centers (metal ions or clusters) and bridging organic ligands. MOFs are coordination polymers that exhibit the rigidity of inorganic materials combined with the flexibility of organic materials [
59]. These exhibit significant adjustability in porosity and functionalization, rendering them exceptional in the domain of adsorption. Incorporating certain functional groups enables MOF materials to effectively adsorb target molecules. MOFs may be synthesized using many techniques, including the solvothermal method, drying method, liquid-phase diffusion method, sol-gel method, stirring synthesis method, and solid-phase synthesis method. By refining the synthesis parameters, including reaction temperature, duration, and environment, MOFs with elevated specific surface area and favorable porosity may be achieved. The initial kind of MOFs was synthesized in the mid-1990s; nevertheless, its porosity and chemical stability were suboptimal. Nevertheless, the majority of newly synthesized metal-organic framework materials, achieved by ligand modification, exhibit great porosity and commendable chemical stability, primarily utilizing carboxyl-containing organic anionic ligands or in conjunction with nitrogen-containing heterocyclic organic neutral ligands. Owing to their tunable pore architecture and extensive specific surface area, MOFs have significant potential for applications in gas adsorption and separation, catalysis, and optical materials. Moreover, as an ultra-low-density porous material, MOFs exhibit significant promise for the adsorption of VFAs.
When used in adsorption processes, MOFs possess several benefits. Firstly, the open metal sites within MOFs can function as powerful adsorption locations for Lewis bases. Secondly, the integration of functionalized materials into MOFs allows for the adjustment of their hydrophobicity, polarity, and reactivity. This, in turn, boosts their adsorption capabilities by strengthening the interactions between the functionalized sites in MOFs and the target molecules [
60,
61]. Lastly, the alteration of the pore size and structure of MOFs can heighten their selectivity for target molecules, which is due to the sieving effect.
Dedecker et al. investigated a range of partially water-stable metal-organic frameworks (MOFs) with varying pore sizes, topologies, hydrophobic characteristics, and functional groups using an integrated experimental-computational methodology. They illustrated the effective combination of adequate hydrophobicity and optimized host-guest interactions for acetic acid capture, positing that MIL-140 B and UiO-66-2CF
3 demonstrate significant acetic acid capture capability [
62]. Serre et al. investigated the adsorption capability and selectivity of several MOF thin films for the targeted capture of acetic acid. The findings indicated that MIL-101 (Cr) shown a significant acetic acid adsorption capability attributable to its substantial pore volume, although it displayed inadequate acetic acid adsorption selectivity under humid circumstances. Conversely, UiO-66 (Zr)-2CF
3 surpassed MIL-101 (Cr) in acetic acid/H
2O adsorption selectivity and acetic acid adsorption/desorption cycle stability, attributable to its pronounced hydrophobicity, optimal pore size for adequate confinement, and distinct interactions [
63].
Researchers have found that ionic liquids have excellent physicochemical properties, such as specific functionality, inherent structural tunability, and good affinity with target molecules [
64]. Ionic liquids can be used as modifiers to improve the adsorption performance of adsorbents. Restricting ionic liquids in MOFs can design composite materials with the properties required for separating target molecules. The physicochemical properties of the composite materials improved by the synergistic effect of two or more materials (ionic liquids or metal-organic compounds) can promote the adsorption of volatile fatty acids on MOFs [
65,
66,
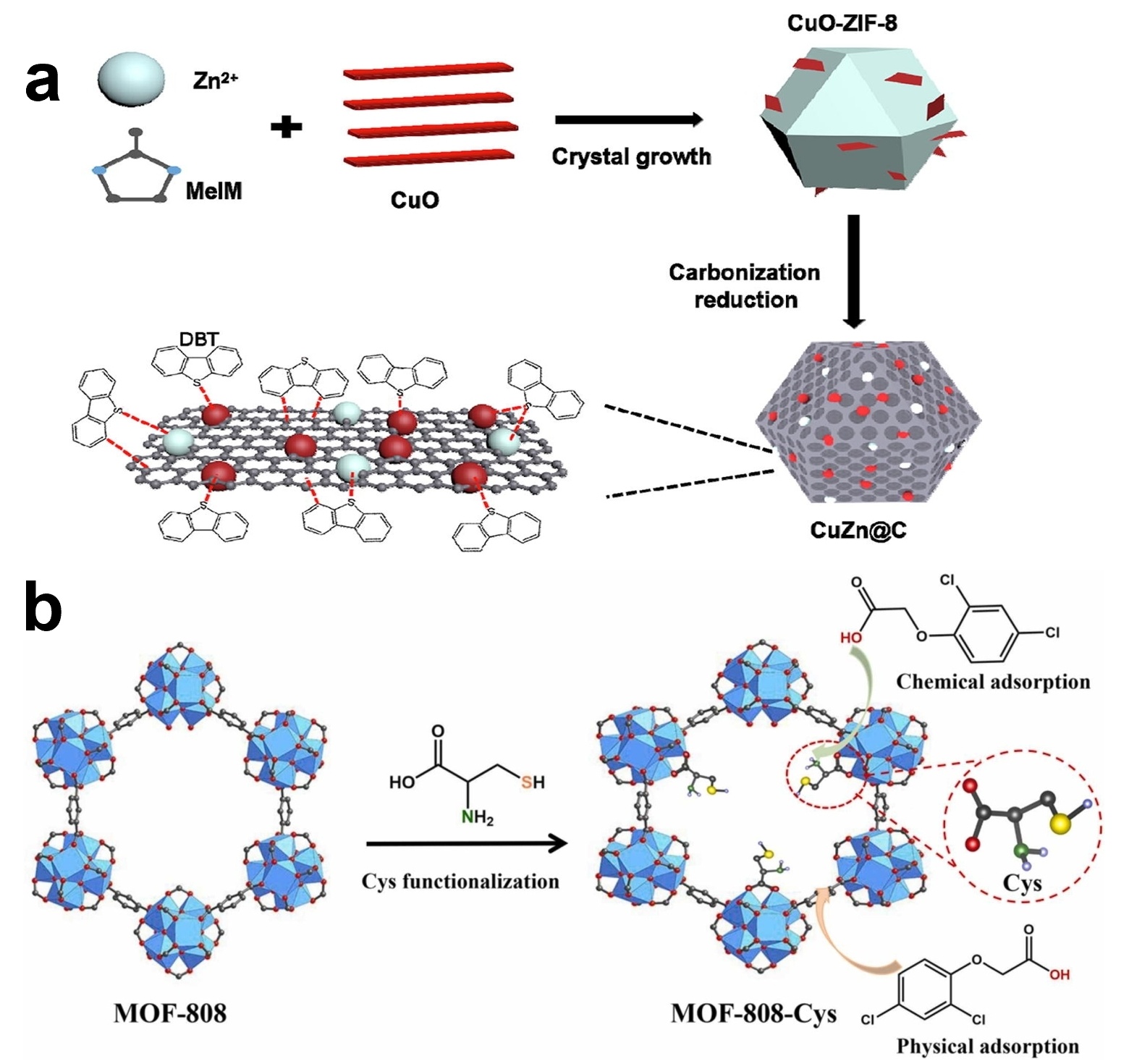
67]. The following are two diagrams of MOF material synthesis and adsorption mechanism, which are helpful for understanding the adsorption of volatile fatty acids by MOF materials ().
. (<b>a</b>) Mechanism of Cu, Zn-embedded MOF-derived bimetallic porous carbon for adsorption desulfurization [
68]. (<b>b</b>) Mechanism of MOF-808-Cys for adsorbing 2,4-Dichlorophenoxyacetic acid (2,4-D) [
69].
Other Nanoparticles
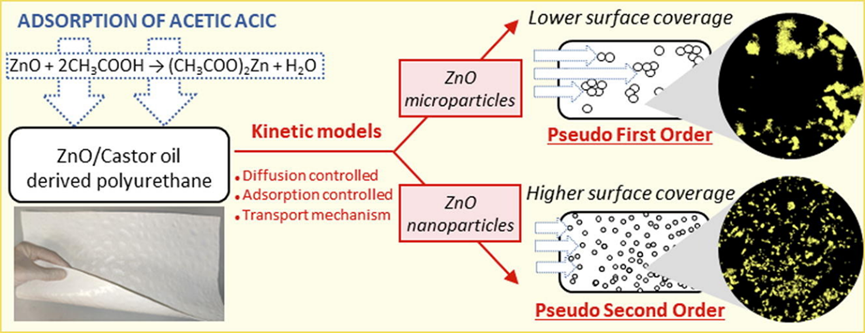
In addition, novel nanomaterials have attracted extensive attention in the field of adsorption due to their unique nanoscale effects and surface properties. ZnO nanoparticles can be used for adsorbing VFAs due to their relatively high adsorption capacity, fast adsorption rate and abundant surface functional groups. Acetic acid engages with castor oil polyurethane and permeates to the surface of ZnO particles, where it crystallizes as zinc acetate. This facilitates the transport of acid to the surface of zinc oxide, so producing a synergistic action [
70]. ZnO nanoparticles can further enhance their adsorption performance by compounding or doping with other materials. To address the problem that activated carbon commonly used for acetic acid adsorption may release the adsorbed acetic acid under environmental conditions, Baglioni et al. synthesized ZnO/COPs with different ZnO contents and particle sizes (). It was found that 30% 44 μm ZnO/COPs and ZnO-44 μm powder could absorb acetic acid more effectively than activated carbon [
71].
. Adsorption of acetic acid by ZnO/castor oil-derived polyurethanes [
71].
Superparamagnetic nanomaterials are usually studied for medical applications due to their safety. However, as porous materials, they can also be applied to the adsorption of VFAs. Schuur et al. developed superparamagnetic porous adsorbents composed of poly(divinylbenzene) infused with superparamagnetic magnetite nanoparticles, produced by coprecipitation and functionalized with oleic acid, for the adsorption of VFAs. Using a new two-stage method, by combining thermal N
2 stripping with the alternating magnetic field heating step, a total desorption efficiency of 100% was achieved for all VFAs [
72]. Nanomaterials have good application prospects in wastewater treatment. Nassar used silica-embedded NiO/MgO nanoparticles to adsorb and remove propionic acid from industrial wastewater and theoretically obtained its maximum adsorption capacity of approximately 2.8 (molecules/nm
2) [
73]. For the purpose of adsorption and high-value conversion of tiny molecular acids, a wide range of novel adsorption materials offer increased efficiency and practicality.
We have summarized the adsorption conditions and desorption steps of activated carbon, ion exchange resins, MOFs, and some nanomaterials in .
. Process Conditions and Effects of Adsorbent Materials for Adsorbing Volatile Organic Acids.
| Types |
Materials |
Adsorbate |
Adsorption Conditions |
Desorption Methods |
|
Ref. |
| Activated Carbon |
Bendosen, C1570-5330341 |
acetic and butyric acid |
19.79% wt activated carbon dosage, agitation speed: 40.00 rpm, temperature: 9.45 °C and contact time: 179.89 h, pH: 3.0 |
using multistage desorption unit, in which application of deionized water and ethanol (as desorption agents) |
1. The adsorption capacity can be affected by factors such as the distribution of pore structures and surface functional groups.
2. weak selectivity for different volatile fatty acids.
3. A relatively mature production process and relatively low costs. |
[31] |
|
resin-derived spherical activated carbon |
acetic acid |
pH: 3.0, concentration: 1000 mg/L, adsorbent mass: 0.024 g/mL, temperature: 298 K |
- |
[46] |
|
Coconut shell activated carbon amended with 1% KOH |
the simulated exhaust gas of acetone |
concentration: 30.38–42.10 μg/mL, the inlet air flow rate: 50 mL/min, temperature: 293 K, 250 mL/min airflow |
- |
[74] |
|
straw-based activated carbon |
both toluene and ethyl acetate |
carbonization temperature: 572 °C, carbonization time: 1.56 h, impregnation ratio (ZnCl2/PM, w/w): 1.60 |
Air blowing |
[75] |
|
zeolite/AC composites |
Dichloromethane and benzene |
temperature: in a vacuum drying oven at 150 °C, time: 4 h |
- |
[76] |
|
siloxane-functionalized activated carbons |
ethanol, ethyl acetate, and toluene |
- |
Temperature programming |
[77] |
|
modified spherical activated carbon |
volatile organic compounds |
the amount of SACs: 10.00 g, the inlet VOC concentration: 8 ppm |
- |
[78] |
|
Chlorinated polyvinyl chloride (CPVC)-based activated carbon spheres |
volatile organic compounds |
the loading amount of adsorbent: 250 (±5) mg and and the total gas flow rate: 250 mL/min |
thermal desorption |
[79] |
| Ion exchange resin |
- |
VFAs |
- |
alkaline ethanol amended with NaOH 0.1 N |
1. The adsorption capacity is affected by the competition of other anions in the solution.
2. Generally, they have better selectivity for fatty acids with stronger acidity and a higher degree of dissociation.
3. The regeneration conditions are relatively strict. |
[53] |
|
Ambelyst A21(a tertiary amino resin) |
VFAs |
of VFA-rich liquid phase: 1 or 50 mL, liquid/dry resin ratio: 25 mL/g, rotational speed: 150 rpm, temperature: room temperature (20–22 °C) |
- |
[50] |
|
Lewatit VP OC 1064 MD PH (nonfunctionalized) |
VFAs |
temperature: room temperature (20 ± 1 °C), adsorbent: 1 g, rotational speed: >500 rpm, time: 1 h |
nitrogen stripping |
[45] |
|
Relite RAM2 |
hexanoic acid |
resin: 3.5% w/v, VFA: 0.2% w/v, temperature: 30 °C, contact time: 3 min |
0.5% w/v NaOH |
[55] |
|
Purolite A133 S |
acetic, propionic and butyric acids |
temperature: 30 °C, rotational speed: 200 rpm, contact time: 14 h |
n-propanol |
[56] |
|
Lewatit |
VFA mixture |
VFA: 25 g/L, temperature: 30 °C, rotational speed: 150 rpm, contact time 3 h |
1 M NaOH in ethanol and water solutions |
[57] |
|
Amberlite IRA-67 |
Lactic, acetic and butyric acids |
temperature: 25 °C, rotational speed: 250 rpm, contact time: 4 h |
- |
[58] |
| MOFs |
UiO -66(Zr)-2CF3 |
acetic acid |
temperature: moderate heating (120 °C for 10 min) in dry air |
by blowing dry air |
1. The adsorption capacity can often reach a relatively high level.
2. However, there are certain problems with the stability of MOFs materials.
3. MOFs can achieve selective adsorption by rationally selecting organic ligands and adjusting the pore size, but their preparation costs are relatively high. |
[63] |
|
Pt/MOFs |
acetic acid |
- |
- |
[80] |
|
GO@MIL-101 |
ethyl acetate |
temperature: 30 °C, materials: 30 mL min−1 gas mixture containing 500 ppm ethyl acetate vapor |
by illuminating the saturated adsorbent and a 30 mL min−1 N2 flow was chosen as the carrier gas |
[81] |
|
Metal-organic framework (MOF)-gelatin bionanocomposites |
acetic acid |
an environmental chamber in the presence of water |
- |
[82] |
| Nanoparticles |
30% 44 μm Zn/COP |
acetic acid |
- |
- |
1. Nanoparticles usually need to have their surfaces modified (such as by introducing specific functional groups) to enhance the adsorption effect.
2. Their substrate selectivity mainly depends on the surface modification situation.
3. However, Metal nanoparticles are relatively costly. |
[70] |
|
superparamagnetic porous adsorbents |
dilute aqueous solution (containing 0.25 wt% of each acid) |
adsorbent: (0.5 g) was loaded into the column (d = 1 cm, l = 3 cm, 3/4 filling allowing for some swelling), feed: 0.2 mL/min, room temperature, time: >200 min |
nitrogen stripping and alternating magnetic field heating |
[72] |
|
silica-embedded NiO/MgO nanoparticles |
propionic acid |
- |
- |
[73] |
|
novel hierarchically porous structures built on bacterial cellulose nanofibrous membrane |
formic acid and acetic acid |
time: 24 h |
performed under low pressure (vacuum gauge of 4 kPa) at 65 °C for 40 min |
[1] |
Other Adsorption Materials
To enhance the enrichment and recovery of adsorption materials, the adsorption medium may be immobilized. The DD 3R molecular sieve membrane features a hole size of 0.36 nm × 0.44 nm and is anticipated to facilitate water-selective separation using the molecular sieve mechanism. Moreover, the all-silica framework structure facilitates stability in the presence of strong acids [
83]. When dehydrating a 70 wt% water/AcOH mixture at 368 K, the water permeation flux is 0.58 kg·m
−2·h
−1, and the separation factor is 800. By removing water from the wastewater, efficient recovery of VFAs can be achieved.
A new type of coating based on porphyrin Conjugated microporous polymer was prepared on quartz optical fiber. There is a relatively strong interaction between this coating and VFAs, which enables the enrichment of VFAs. The recovery rates of VFAs in tobacco samples were measured. The spiked recovery rates of tobacco sample 1 ranged from 80.2% to 103%, with the relative standard deviations ranging from 2.2% to 8.9% (
n = 3). The spiked recovery rates of tobacco sample 2 ranged from 75.0% to 109%, with the relative standard deviations ranging from 1.9% to 9.8% (
n = 3) [
84].
3.2.2. Interface Modification of Adsorption Materials
Currently, to address the problems of poor selectivity and low adsorption capacity in VFAs adsorption, researchers have developed and studied various solutions, such as regulating the adsorption structure and pore size and performing interface modification on the adsorbent. The pore size is crucial for the selectivity of different molecule adsorption, and the selectivity can be improved by controlling the pore size distribution. In addition, methods to improve selectivity by introducing other particles into the structure can also be used.
The capacity, selectivity, and hydrophilicity/hydrophobicity of the adsorbent can be changed by introducing organic groups. Kim et al. enhanced the selectivity of silica nanoparticles for VFAs adsorption by using aminopropyl functional groups to modify the silica nanoparticles [
85]. Functional groups can influence the selectivity of the adsorbent for the adsorption of VFAs. Schuur et al. discovered that of the four polystyrene-divinylbenzene resin types (non-functionalized and primary, secondary, and tertiary amine-functionalized), the non-functionalized resin demonstrated significant selectivity for volatile fatty acids, whereas the amino-modified resin preferentially adsorbed inorganic acids in wastewater [
45].
By rationally using functional groups to perform interface modification on the adsorbent, the adsorption selectivity for VFAs can be improved. The commonly used interface modification particles mainly include inorganic ions, organic groups, biological macromolecules (such as chitosan, cyclodextrin,
etc.), and biological macromolecule DNA aptamers. Dissociation of weak organic acids transpires at pH levels above pKa; thus, most adsorbents are engineered within their specific pH ranges, and the capacity of molecules to diminish surface tension escalates with the elongation of the fatty acid chain. Consequently, hydrophobicity and acidity are the primary parameters to consider when constructing specialized adsorbents [
54].
Introducing basic sites can enhance the adsorption selectivity of VFAs. For example, during the activation process, magnesium acetate and KOH are placed together in the biochar, which can disperse the basic sites of magnesium oxide and form them in situ on the activated carbon. 10 MgO/C has excellent structural properties and a large polar acetic acid adsorption capacity (S
BET = 2646 m
2 g
−1, V
total = 1.59 cm
3 g
−1), reaching 16.64 mmol g
−1 at 30 °C. Using the Ideal Adsorbed Solution Theory (IAST) to calculate the selectivity of the synthesized adsorbent for the binary mixture of acetic acid/benzene (50/50), the results show that the selectivity of 10 MgO/C is the highest, reaching 3.42 [
86].
3.2.3. Analysis Methods of Adsorption Performance
Currently, the analysis of adsorption performance is mainly divided into two steps. The first is to characterize the pore structure to determine the adsorption capacity and selectivity. The second is to quantitatively analyze the functional groups to evaluate their reactivity and affinity with the target molecules. To deeply analyze the adsorption mechanism of volatile fatty acids, researchers have adopted a variety of technical means. The characterization methods comprise scanning electron microscopy (SEM) [
46,
70,
72], transmission electron microscopy (TEM) [
63,
72], and X-ray diffraction (XRD) [
46,
62], employed to analyze the microstructure of materials. Thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC) are employed to investigate the thermal stability and phase transition characteristics of materials. Atomic absorption spectroscopy (AAS) [
72], Raman [
46,
62,
70] and X-ray fluorescence (XRF) spectrometry performs elemental analysis [
31]. Zeta potential is an important indicator for characterizing the stability of colloidal dispersion systems [
31]. Fourier transform infrared spectroscopy (FT-IR) [
31,
46] is employed to examine the interaction with the adsorptive substance. DFT calculations (molecular dynamics simulations) are used to study the interaction and mechanism between the adsorbent and the adsorbed molecules. The concentration determination methods of volatile fatty acids include HPLC [
72], Total Organic Carbon (TOC) Analyzer [
46], online gas chromatograph (GC) [
31], Liquid Chromatograph Mass Spectrometer(LC-MS),
etc. Through these studies, the adsorption dynamics and thermodynamic characteristics of volatile fatty acids on the surface of different adsorption materials have been revealed, providing a theoretical basis for the optimization of materials.
3.2.4. Regeneration of Adsorbents
The sustainable regeneration and reuse of adsorbents is one of the key factors determining the industrial application of the adsorption method for recovering volatile fatty acids from fermentation wastewater. Generally, after several cycles, the adsorption capacity of the adsorbent will decrease due to salt deposition in the pores. Although the loss of adsorption capacity can be avoided through the water washing step, it will lead to a 5–20 wt% loss of VFAs [
55].
The prevalent desorption techniques for adsorbents currently comprise thermal desorption, solvent desorption, and vacuum desorption. Thermal desorption involves heating the adsorbent to provide the adsorbed substances with sufficient energy to detach from the adsorbent surface as a result of the temperature increase. It offers high desorption efficiency for volatile compounds, facilitates the regeneration of the adsorbent, and eliminates reagent contamination. Nonetheless, it possesses drawbacks, including elevated energy consumption, potential degradation of the adsorbent’s physical integrity, adverse effects on adsorption efficacy due to prolonged and frequent heating, and suboptimal desorption performance for certain non-volatile compounds, such as phenol and its derivatives [
87]. Solvent desorption is to use of a suitable solvent to contact the adsorbent to dissolve the adsorbate in the solvent and desorb it from the adsorbent surface. It has the advantages of good selectivity and mild desorption conditions. For some temperature-sensitive adsorbents (such as some polymer adsorption materials), solvent desorption can avoid performance deterioration caused by high temperatures. Nevertheless, it presents drawbacks such as elevated costs, the requirement for substantial solvent usage, and the necessity to recycle the solvent post-desorption; failure to do so may result in secondary pollution and resource wastage. It may also introduce contaminants. Vacuum desorption involves lowering the pressure of the adsorption system to decrease the equilibrium adsorption quantity of the adsorbate at reduced pressure, facilitating its desorption from the adsorbent surface. It is typically appropriate for adsorbates that are gaseous or exhibit high volatility. The apparatus for vacuum desorption is comparatively uncomplicated, and this desorption technique inflicts minimal harm on the adsorbent. Nonetheless, it exhibits issues of restricted desorption efficiency and a limited scope of application.
Different materials are suitable for different desorption methods. Currently, the main desorption methods include thermal desorption, chemical reagent desorption and air purging. Among them, the chemical reagent desorption method is often used for ion exchange resin materials, while thermal desorption and air purging are mostly adopted for other materials. In addition, the thermal desorption method is applicable to thermally stable adsorbent materials.
3.3. High-Value Conversion of VFAs
The complex purification process and high cost of VFAs limit its application. Through high-value conversion, low-value VFAs can be transformed into high-value products or materials, reducing energy consumption and emissions, effectively utilizing resources and minimizing the impact on the environment, thus achieving the goals of sustainable development. Therefore, it is particularly important to selectively convert VFAs in wastewater fermentation broth directly into high-value chemicals, especially water-insoluble and easily separable chemicals.
The current challenges and technical limitations in the high-value conversion of small molecule acids mainly include the following:
1. Although the chemical structures of small molecular acids are relatively simple, their reactive sites are rather single in conversion reactions, and thus higher selectivity requirements are imposed on catalysts.
2. Catalysts play a crucial role in the conversion of small molecular acids. An ideal catalyst should possess sufficient mechanical strength, high activity and the property of being reusable. However, in the actual application process, catalysts often have problems such as short lifespan and easy deactivation.
3. The conversion reactions of small molecular acids are usually carried out in the liquid phase or the gas phase. During large-scale reactions, the efficiency of mass transfer and heat transfer has a significant impact on the reaction rate and conversion rate. If the catalytic reactions are conducted in some continuous flow reactors, due to the differences in physical properties such as the viscosity and diffusion coefficient of reactants and products, problems like local uneven concentration and large temperature gradients are likely to occur, which will lead to a reduction in the reaction rate and a deterioration in selectivity.
3.3.1. Chemical High-Value Conversion Pathways
The difficulty in VFAs conversion lies in the low direct catalytic conversion efficiency of VFAs, which mainly generate short-chain olefins, and the yield of aromatic hydrocarbons is only 1% [
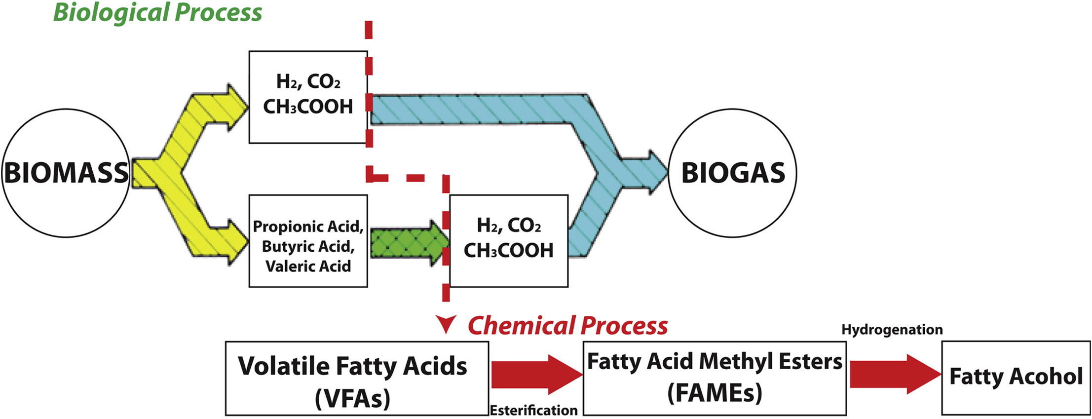
88]. When porous materials are present, the esterification process follows the thermochemical pathway instead of the catalytic pathway, which is governed by temperature (). According to the results, temperature in the presence of porous materials was the main factor driving the uncatalyzed esterification process [
89].
. Production of biofuels by combining chemical and biological processes [
89].
Tandem Catalytic Conversion of VFAs to Light Aromatic Compounds
Light aromatic hydrocarbons (BTEX) refer to benzene, toluene, xylene, and ethylbenzene, which can be used directly in chemical production and are a feasible strategy for VFAs value addition. VFAs can be directly catalytically converted into aromatic compounds. At present, many researchers have studied the zeolite-catalyzed conversion of VFAs into aromatic compounds [
90,
91,
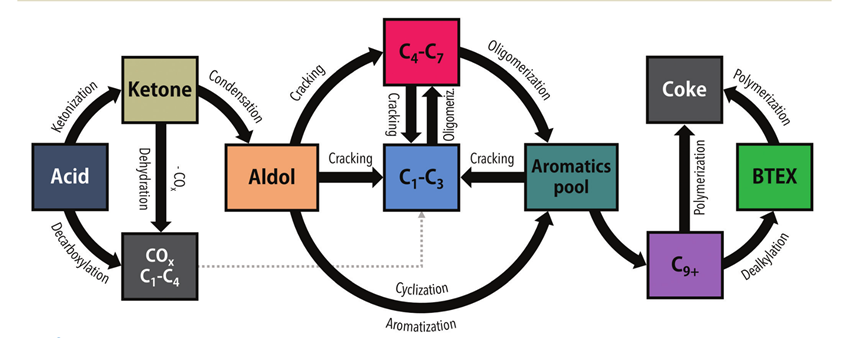
92]. Among them, zeolite HZSM-5 is used for the conversion of VFAs into light aromatic compounds due to its high surface area, high density of strong acid sites, appropriate pore size, and plasticity. The conversion of VFAs on the zeolite catalyst is considered to occur mainly through two pathways (): one is decarboxylation to form CO
2 and hydrocarbon gases, and the other is the ketonization of two acid molecules to form ketones, carbon dioxide, and H
2O [
93]. The conversion of VFAs into aromatic hydrocarbons is considered to involve two steps: the conversion of acid into ketone and the conversion of ketone into BTEX. The conversion of VFAs into BTEX through continuous ketonization and aromatization reactions has been proven to be a feasible route for VFAs upgrading. Bruijnincx et al. proposed a tandem catalytic reaction of TiO
2-catalyzed ketonization and zeolite ZSM-5-catalyzed aromatization to efficiently convert VFAs into valuable light aromatic hydrocarbons when using the zeolite Ga/ZSM-5, the tandem catalytic conversion in one reactor significantly increases the yield to 45% improving the carbon utilization efficiency of the entire process without the need for an intermediate separation step [
88].
. The general reaction pathway of acid and ketone conversion on the HZSM-5 catalyst [
88].
Synthesis of Medium-Chain and Long-Chain Fatty Acids and Their Derivatives
In comparison to VFAs, medium-chain and long-chain fatty acids have reduced solubility, facilitating their separation. Furthermore, medium-chain and long-chain fatty acids provide greater energy density and utility [
94]. The hydrogenation of fatty acid methyl esters (FAME) to generate short-chain fatty alcohols can serve as a gasoline alternative. Furthermore, FAMEs originating from VFAs exhibit low toxicity and high biodegradability, making them suitable as eco-friendly solvents. A high-impurity-tolerant esterification method is essential for the production of short-chain fatty alcohols from VFAs. E. Kwon et al. investigated the mechanism of converting butyric acid into butyric acid methyl ester (BAME) via a thermochemical pathway using various porous materials, revealing that this method demonstrated exceptional impurity tolerance due to the distinct physical and chemical properties of different VFAs. The findings suggest that the development and/or synthesis of porous materials could be a research avenue for esterification catalysis [
89].
Synthesis of Ketones
Ketones are significant chemical precursors with substantial chemical importance. For instance, 4-heptanone serves as a solvent for nitrocellulose, nitrocellulose lacquer, and synthetic resins, in addition to being a versatile precursor for the production of other value-added compounds or fuels. The conversion of VFAs into ketones can achieve its high-value transformation. During heat treatment, the extracted VFAs can directly undergo an in-line gas-phase catalytic ketonization reaction. VFAs can be converted into a mixture of ketones by metal oxide catalysts. Schuur et al. used a TiO
2-based catalyst to convert the TMA-HAc complex into a mixture of ketones [
95]. Wang and Ma reported that under the catalysis of a tin-cerium dioxide catalyst, VFAs in the ABE fermentation broth could be selectively converted into 4-heptanone with a selectivity of up to 86% [
96].
3.3.2. Biological High-Value Conversion Pathways
The conversion pathway of high-value VFAs can be accomplished through biological methods, specifically utilizing cells, microorganisms, and enzymes for the conversion process. The biological conversion of VFAs exhibits high selectivity, rapid processing and is comparatively eco-friendly. However, it does not have the economy of the chemical method. The parameters for chemical conversion are comparatively flexible in contrast to those for biological conversion, and the chemical reagents exhibit greater stability, making them more appropriate for large-scale production.
Chain Extension
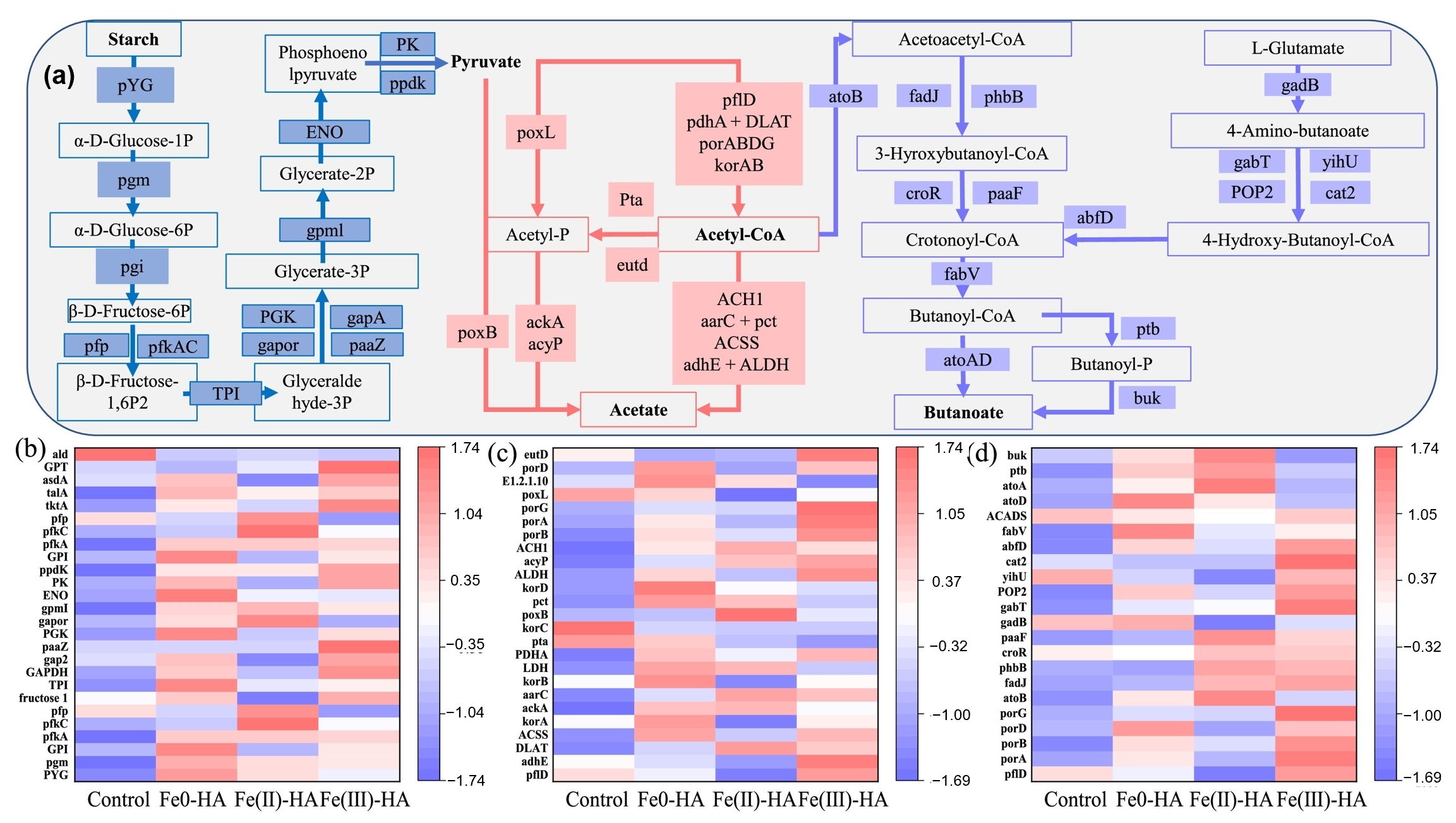
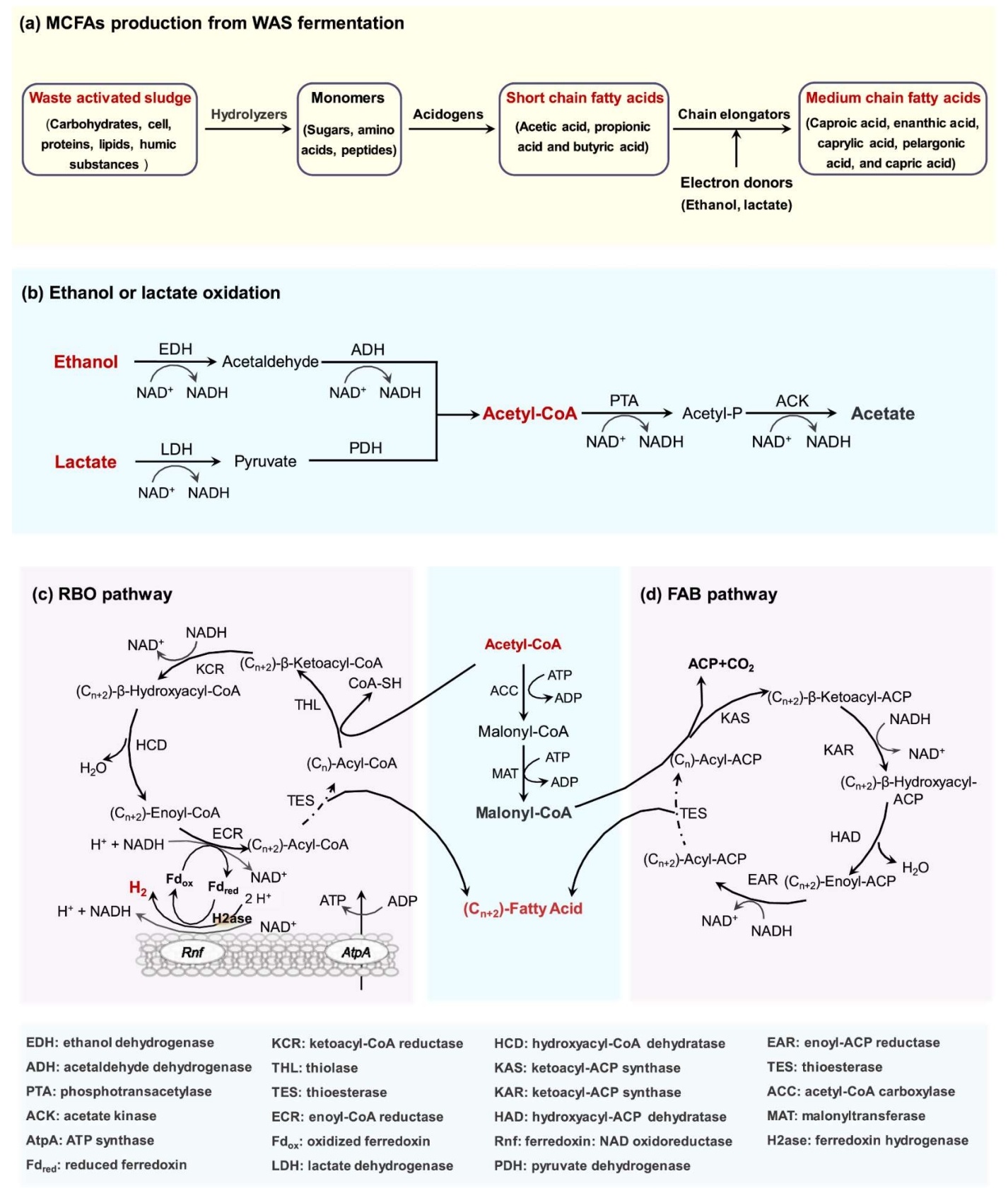
Chain elongation refers to the process in which VFA and additional high-energy reducing substances (such as ethanol and lactate) are used as electron acceptors and electron donors, respectively, to synthesize medium-chain fatty acids. At present, two chain elongation pathways for producing MCFA have been reported, namely, reverse β-oxidation (RBO) (c) and fatty acid biosynthesis (FAB) (d). The FAB pathway is a frequently occurring process in the majority of microorganisms, which generates fatty acids for various cellular purposes, such as serving as biological scaffolding, being incorporated into cell membranes, and for the synthesis of biotin [
97]. On the other hand, the RBO process is capable of producing MCFA in a more energy-efficient fashion because of its distinctive electron bifurcation process. This thereby offers an avenue for the efficient production of MCFA that can be applied in diverse industrial settings [
98,
99]. For example, Grootscholten et al. used ethanol-supplemented municipal solid waste as a substrate to achieve a high caproic acid titer and less enanthic acid and caprylic acid [
100]. Liang and Wan observed that fermenting brewer’s spent grain with ethanol promoted the production of valeric acid and caproic acid, while the addition of lactate stimulated the formation of butyric acid as the final product [
101]. Mauricio-Iglesias et al. found that during the fermentation of a protein mixed culture without supplementing electron donors, acetic acid and propionic acid were selectively converted into valeric acid by coupling with electron donor amino acids [
102]. Zhou et al. used 16S rRNA gene sequencing and metatranscriptome analysis to comprehensively expound how ammonia stress affects the biosynthesis of medium-chain fatty acids (MCFA). The abundance of chain elongation bacteria (such as
Clostridium_sensu_stricto_12,
Clostridium_sensu_stricto_1,
Caproiciproducens) remained unchanged. However, their activity diminished, partially because of the rise in reactive oxygen species. Metatranscriptome analysis indicated a reduction in the activity of essential enzymes involved in medium-chain fatty acid (MCFA) production under total ammonia nitrogen (TAN) stress. Furthermore, the fatty acid biosynthesis pathway was identified as a critical component in MCFA production, enhancing the comprehension of MCFA biosynthesis under TAN stress and aiding in the stability and efficiency of the MCFA production system [
103].
Figure 11. The process of medium-chain fatty acids production from waste activated sludge fermentation and chain elongation pathway with ethanol and lactate as electron donors [
104].
Production of Esters
Furthermore, microbial consortia can use volatile fatty acids to synthesize esters. Polyhydroxyalkanoates (PHAs) are a class of natural polymers capable of biosynthesis and biodegradation. PHAs, the first plastic generated from microbial technology, are entirely synthesized from renewable natural resources. Sugars, fatty alcohols, fatty acids, and carbon dioxide, including biogas, can act as carbon sources for the microbial production of PHAs. The proportions of VFAs in the feedstock affected the composition of PHAs. VFAs, abundant in the anaerobic fermentation broth of organic wastewater, were favored substrates for the synthesis of PHAs compared to other carbon sources. Ma et al. utilized a mixed microbial consortium to convert VFAs into PHAs. The findings indicated that without pH control, after seven culture cycles, the accumulation rate of PHAs reached 50.3%, with a C/N ratio of 33. The ratio of HB in PHAs significantly exceeded that of HV [
105]. Yang et al. found that the presence of valeric acid in the substrate was beneficial to more robust PHA production when using VFA to produce PHA, and Hydrogenophaga and Comamonas were the main PHA-producing bacteria [
106].
Using VFAs generated by the anaerobic fermentation of food scraps as a carbon source, oleaginous yeast fermentation can provide lipids, according to the investigation. Because of its unique genetic features and the state-of-the-art system and synthetic biology methods at its disposal,
Yeastyl lipolytica has been the object of more research than any other oleaginous yeast [
107]. Tan et al. demonstrated the coupling between renewable electricity-driven carbon dioxide reduction and the biotransformation of genetically engineered microorganisms for the synthesis of biofuels (β-farnesene). The system shortens the natural process of converting carbon dioxide into fossil fuels composed of long-chain hydrocarbons. A method was suggested by Tan et al. for continuously catalyzing the production of acetic acid and formic acid using a solid electrolyte reactor. This method would feed the engineered yeast
Yarrowia lipolytica carbon skeletons and reduce the equivalents, which would improve its cell growth and β-farnesene synthesis. Bioelectrocatalytic systems are capable of achieving a total energy efficiency of 0.75 percent [
108].
C. curvatus was also capable of generating lipids accounting for up to 40%
w/
w of dry weight (DW) from VFAs sourced from waste- activated sludge by adopting a sequencing batch culture strategy [
109]. It has also been noted that
Y. lipolytica shows promise as a yeast that can completely use VFAs. It would only take 32 h for it to devour 10.6 g/L of an acid mixture with acids ranging from C2 to C6 [
110]. Tomás-Pejó et al., for example, studied
Yarrowia lipolytica ACA DC 50109 fermentation utilizing VFAs generated by anaerobic fermentation of food scraps as a carbon source for lipid synthesis. In order to find the best conditions for lipid formation in culture, they used various total VFA concentrations, acid compositions, and carbon to nitrogen (C:N) ratios in both synthetic and actual digests. Lipid yields were 0.33 g/g and 0.31 g/g, respectively, when the VFA concentration was fixed at 15 g/L and the acetic acid to caproic acid ratio was 6:1. The carbon:nitrogen ratio was 200:1. The yields from these sources are on par with or even exceed those from sugars.
The synthesis mechanisms of short-chain fatty acid esters can be divided into four categories. Esters are synthesized through the catalysis of relevant reactions by esterases, semiacetal dehydrogenases, Baeyer-Villiger monooxygenases and alcohol acyltransferases, respectively. Domestically and internationally, the research on the biosynthesis of short-chain fatty acid esters has been relatively extensive and in-depth regarding alcohol acyltransferases (AATs) and esterases. Although AATs can synthesize esters without the need for reducing power within cells, the yields are generally low, lower than those of esters synthesized through the mediation of esterases [
111]. Therefore, the synthesis of esters catalyzed by esterases is more likely to be applied in industry. Esterases include lipases which are widely distributed in nature. Lipases can mediate the hydrolysis and synthesis of esters. The esterification reactions mediated by lipases are thermodynamically unfavorable under aqueous conditions (ΔG > 0). Therefore, ester synthesis reactions are often carried out in non-aqueous systems such as organic solvents [
112]. Moreover, the esterification reactions mediated by lipases generally conform to the Ping-Pong Bi-Bi mechanism [
113]. During the esterification process, acids react with enzymes to form enzyme-acid complexes first, which are then further isomerized into enzyme-acyl intermediates. Subsequently, the enzyme-acyl intermediates combine with alcohol to form another complex, namely enzyme-acyl-alcohol, which is then isomerized into an enzyme-ester complex. Finally, esters and enzymes are released.
Microbial Electrosynthesis Cell
As mentioned earlier, VFA can be used as a substrate for microbial fuel cells to generate electricity. For example, Rabaey et al. studied the feasibility of using a VFA mixture as a substrate for microbial fuel cells to generate electricity. Both representative mixed VFA feeds and single VFA feeds were subjected to testing. The outcomes demonstrated that in microbial fuel cells, the majority of VFAs could be substantially removed by mixed cultures that had been acclimated for two weeks to each specific VFA. However, i-butyrate was an exception, as it exhibited a relatively poor performance with a conversion rate of less than 20%. In cases where the current generation was restricted by the external resistance of the microbial fuel cells, acetate and propionate were preferentially converted in the mixed VFA feeds. Intriguingly, a community analysis carried out using PCR-DGGE revealed that the composition of the microbial community was mainly dictated by the VFA supplied to the system rather than being contingent upon the original inoculum [
114].
Among the many potential renewable energy sources, hydrogen stands out. Thermochemically extracting hydrogen from fossil fuels, electrolyzing water, and biologically using biomass are the three primary approaches to hydrogen generation currently available. A potential carbon source for hydrogen generation in microbial electrolysis cells was identified by Wang et al. as short-chain fatty acids (SCFAs) that build during the fermentation of waste-activated sludge (WAS). We examined the hydrogen production and energy recovery of various concentrations of WAS fermentation broth, as well as the removal of SCFAs, and found that the combination of dual-frequency ultrasonic pretreatment with alkali greatly increased the accumulation of hydrogen-producing SCFAs in the microbial fermenter [
35].
We express our thanks for funding support from the National Key Research and Development Program of China (2021YFC2103600), National Natural Science Foundation of China (22308016, 22408019), Fundamental Research Funds for the Central Universities (JD2428), Jiangxi Province Double Thousand Plan High-level Innovation Team Project (S2020CXTD0240).
Conceptualization, Software, Validation, Formal Analysis, H.Z.; Investigation, Y.W.; Resources, G.X.; Data Curation, Y.Z.; Writing—Original Draft Preparation, H.Z.; Writing—Review & Editing, Y.Z.; Supervision, H.S.; Funding Acquisition, H.S. and Y.Z.
Not applicable.
Not applicable.
Relevant information and dates can be made available upon request.
We express our thanks for funding support from the National Natural Science Foundation of China (22308016, 22408019), Fundamental Research Funds for the Central Universities (JD2428), Jiangxi Province Double Thousand Plan High-level Innovation Team Project (S2020CXTD0240).
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.