Under the continuous advancement of the dual-carbon strategy, enhancing the efficient utilization of coke as the primary fuel in sintering processes holds significant importance. This study employed multiscale techniques (XRD, Raman, TG-DTG, DSC, and kinetics) to investigate four types of coke (JY, JH, MJ, WG), establishing a structure-activity relationship between microstructure, heating rate, and combustion behavior for sintering optimization. With high graphitization and ordered structure, JH coke shows rising activation energy under increasing heating rates, which is ideal for stable low-temperature combustion and SO2 reduction. In contrast, WG coke exhibits a defective structure and declining activation energy, enabling rapid high-temperature combustion (>800 °C) with minimal CO emissions via staged combustion. JY coke displays erratic activation energy due to high ash and structural disorder, necessitating pre-screening and blending for controllability. MJ coke achieves stable activation energy through compositional homogeneity and moderate structure, balancing dynamic temperature gradients but requiring ash distribution control to limit liquid phase formation. Heating rate critically modulates combustion: elevating from 5 to 15 °C/min broadens combustion intervals, shifts exothermic peaks from narrow-sharp to broad-high profiles, and enhances reactivity. WG excels at high rates with peak combustion rates and optimal performance. These findings reveal structure-dependent activation energy trends: ordered structures (e.g., JH) resist thermal activation at higher rates, while defective configurations (e.g., WG) promote reactivity. Strategically, JH and WG suit complementary thermal zones. This work provides a structure-activity framework for coke selection and technical pathways to achieve energy-efficient, low-emission sintering, advancing the industry’s low-carbon transition.
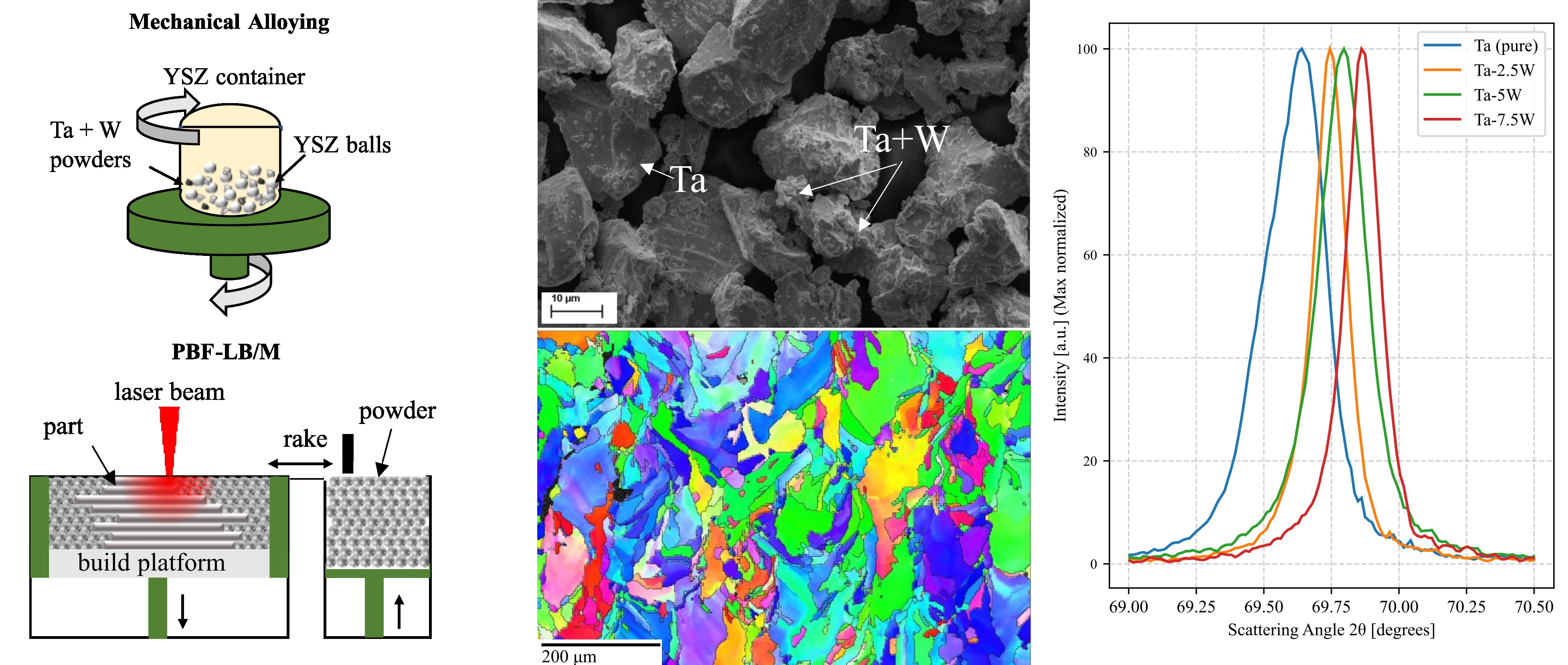
Tantalum and tungsten are completely soluble in each other and are used in applications in the combined form of so-called tantaloys. They provide high melting points (Ta: 3017 °C, W: 3410 °C) and excellent corrosion resistance while maintaining high ductility for W contents up to 7.5 wt%. Providing good resistance to hydrogen embrittlement, Ta-W alloys are attractive candidates for applications in fusion reactors. This study demonstrated the feasibility of producing chemically homogeneous bulk material with fine grained microstructure from non-spherical powder blends with up to 7.5% tungsten using laser powder bed fusion (PBF-L/M). It is observed that cracking remains a challenge, especially with the increase in tungsten content. The effect of rapid solidification on the microhardness of up to 385 HV0.1 for 7.5% W is discussed. It provides initial indications of the possibility of achieving higher strengths and paves the way for further alloy development with regard to the additive manufacturing of this alloy family.
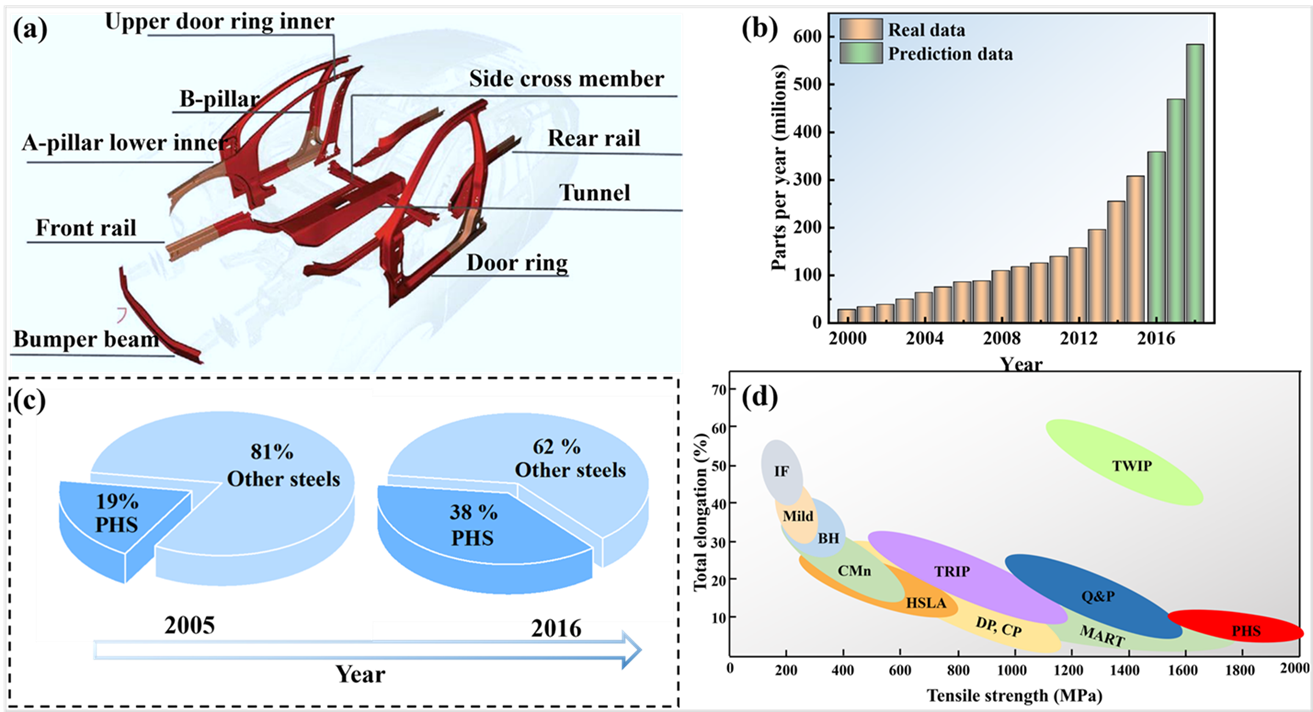
As an important lightweight material, press-hardened steels (PHS) are now widely used in the car body-in-white. However, severe oxidation of conventional Mn–B bare sheets not only damages production molds, but also prevents subsequent welding and painting, leading to a significant increase in production costs. The aim of this review is to systematically summarize the current solutions to overcome the problem of high-temperature oxidation of conventional Mn–B PHS and to highlight future directions for improvement. The review begins with a brief background on PHS, followed by a detailed description of measures to improve the oxidation resistance of conventional Mn–B PHS and the development of novel PHS with superior oxidation resistance. The oxidation resistance solutions for conventional Mn–B PHS mainly include the use of coatings and pre-deposited films. In contrast, the oxidation resistant PHS mainly includes the use of the oxidation resistant elements Cr, Si, Al or rare earth elements to improve the steel’s own high-temperature oxidation resistance.
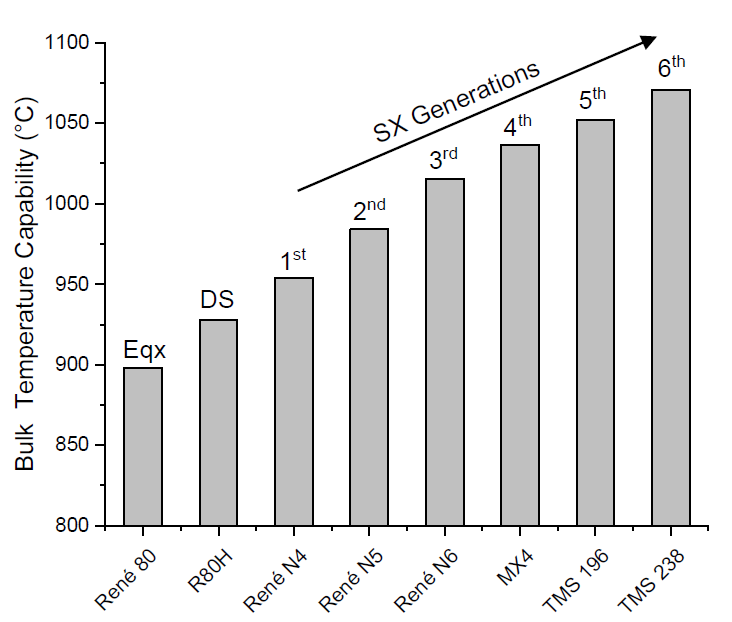
Nickel-based superalloys are the most reliable material choice for the hot sections of turbines. These superalloys are mainly employed in aircraft engines, particularly in the combustor and turbine sections. In this scenario, the growing need for materials that can endure high temperatures while retaining their strength has driven the development of IN939. Although IN939 holds these significant important properties and applications, it has received less attention in recent literature than other superalloys. This review aims to comprehensively analyze the main research on IN939 over the past 50 years. From 1970 to 1980, research primarily focused on the development of IN939 through casting methods. Between 1980 and 1990, the emphasis shifted to studying its oxidation resistance and microstructural stability during service. The period from 1990 to 2000 focused on repairing components after long service time at high temperatures. In recent decades, advances in additive manufacturing techniques have led to growing interest in developing IN939 using methods like laser powder bed fusion (LPBF). Research in the area has demonstrated that the LPBF technique offers a promising approach to manufacturing high-performance IN939 components.
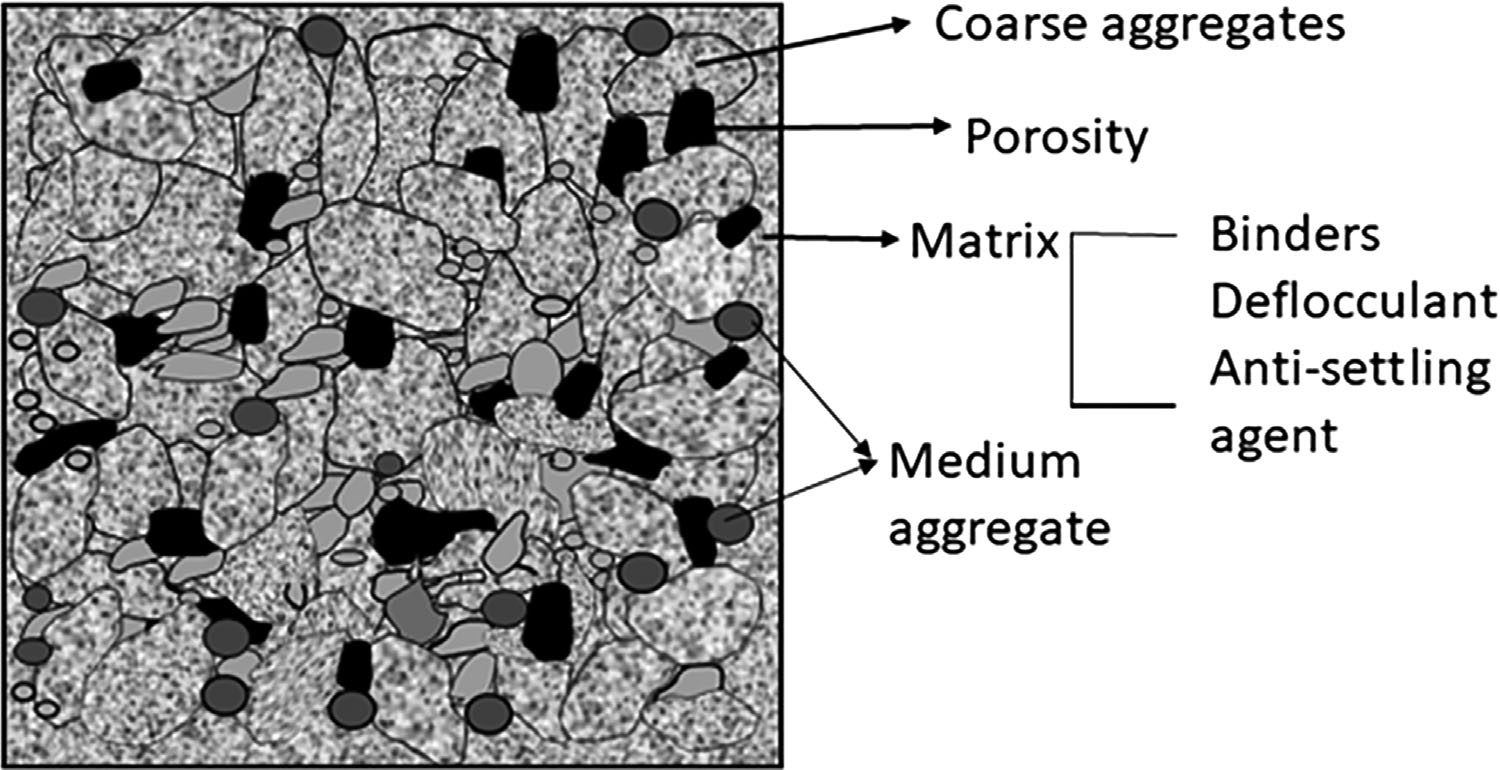
To solve the problem of the accelerated deterioration of calcium aluminate (CAC)-bonded alumina-magnesia refractory castables during the secondary refining process, the development of cement-free binders has emerged as one significant research field of castables. The hydration behavior, curing mechanism, and properties of the most recent research on cement-free binders are compared in this paper. The problems and the modification of each binder of recent research are summarized. High-temperature performance of the castables bonded by traditional hydraulic cement-free binders (ρ-Al2O3 and activated MgO) is outstanding, explosive spalling resistance of the castables bonded by sol binders (silica sol, alumina sol) is good, and the properties of the castables bonded by novel organic hydratable binder (hydratable magnesium citrate) combine the advantages of these two binders above, but the mid-temperature mechanical strength is low. Furthermore, alumina-magnesia castables bonded by organic-composited inorganic cement-free binders are expected to be a future domain.
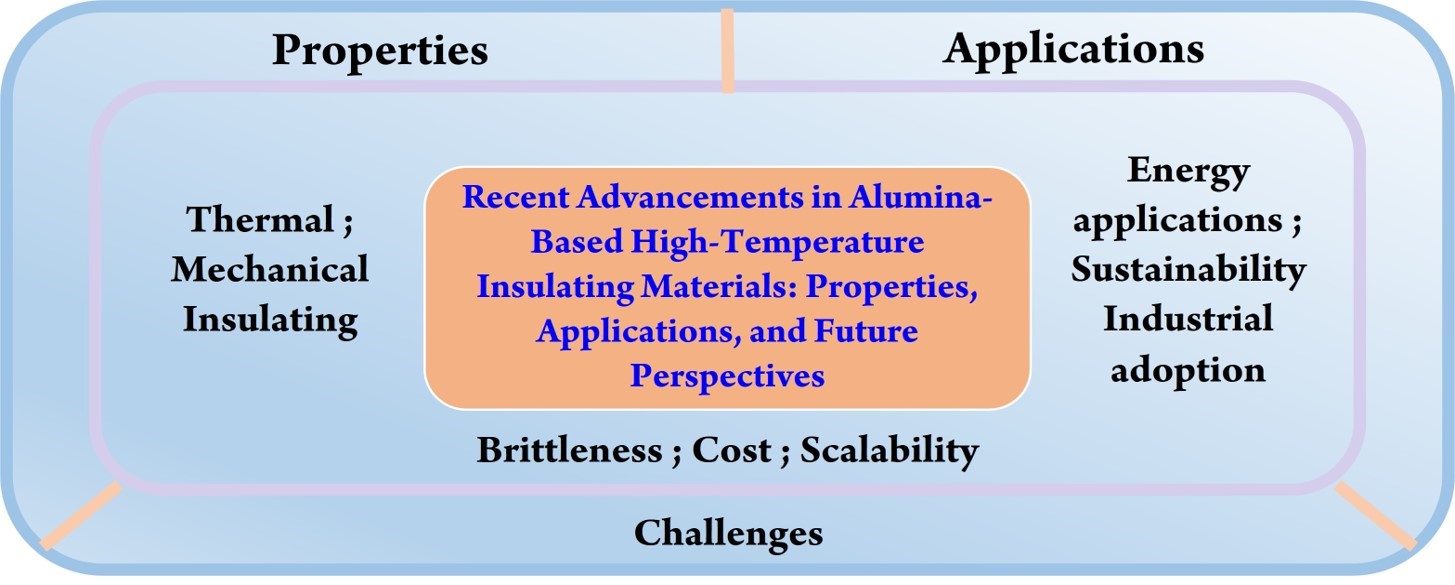
As a high-temperature thermal insulation material with excellent mechanical properties, alumina (Al2O3)-based materials hold significant potential for applications in aerospace, advanced manufacturing, automobiles, industrial furnaces, and other fields. However, the inherent brittleness of alumina poses a limitation to its wider application. Therefore, there is a pressing need to develop alumina-based materials that offer high toughness while retaining superior mechanical properties. This paper begins by exploring the structure of alumina, highlighting its thermal conductivity, insulation, and mechanical properties in high-temperature environments. It then reviews the classification and synthesis methods of alumina-based materials, along with the latest advances in design strategies. Notably, the rational design of alumina composition, structure, and morphology is emphasized as crucial for optimizing material performance, thereby supporting the industrial development and application of these materials in high-tech sectors. Finally, the paper discusses the challenges and evolution of alumina-based materials in real-world industrial applications and suggests potential directions for future development.
Porous 430L stainless steel
components fabricated via tape casting underwent mechanical testing for
potential in-vehicle application as mechanical supports of solid oxide cells.
Tests included three-point bending up to 5% strain to assess flexural strength,
yield strength, Young’s modulus, indentation hardness, and microstructural
characterization. This study aimed to establish the relationship between pore
former size and volume fraction and the resulting yield strength. It also
compared sintered material without pore former, focusing on the influence of a
wide range of porosity of up to 46.5%. The materials exhibited an inverse
relationship for Young’s modulus, hardness and yield strength as a function of
porosity. The lowest flexural yield strength obtained was approximately 120 MPa
at the highest porosity of 46.5%, meeting the requirement of 59 MPa for the
bipolar plates of existing proton-exchange membrane fuel cells.
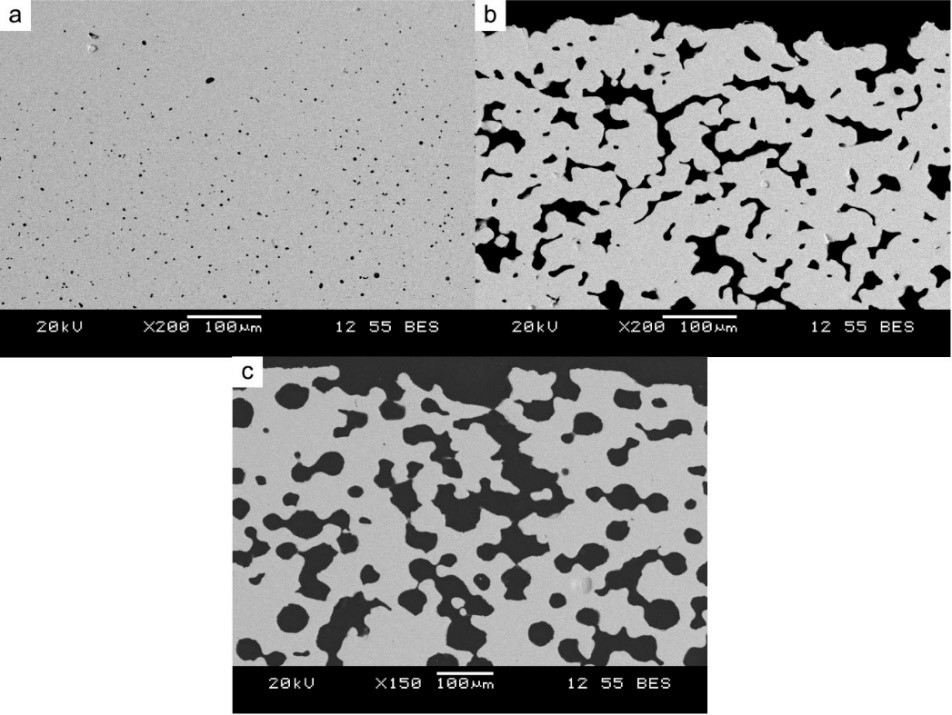
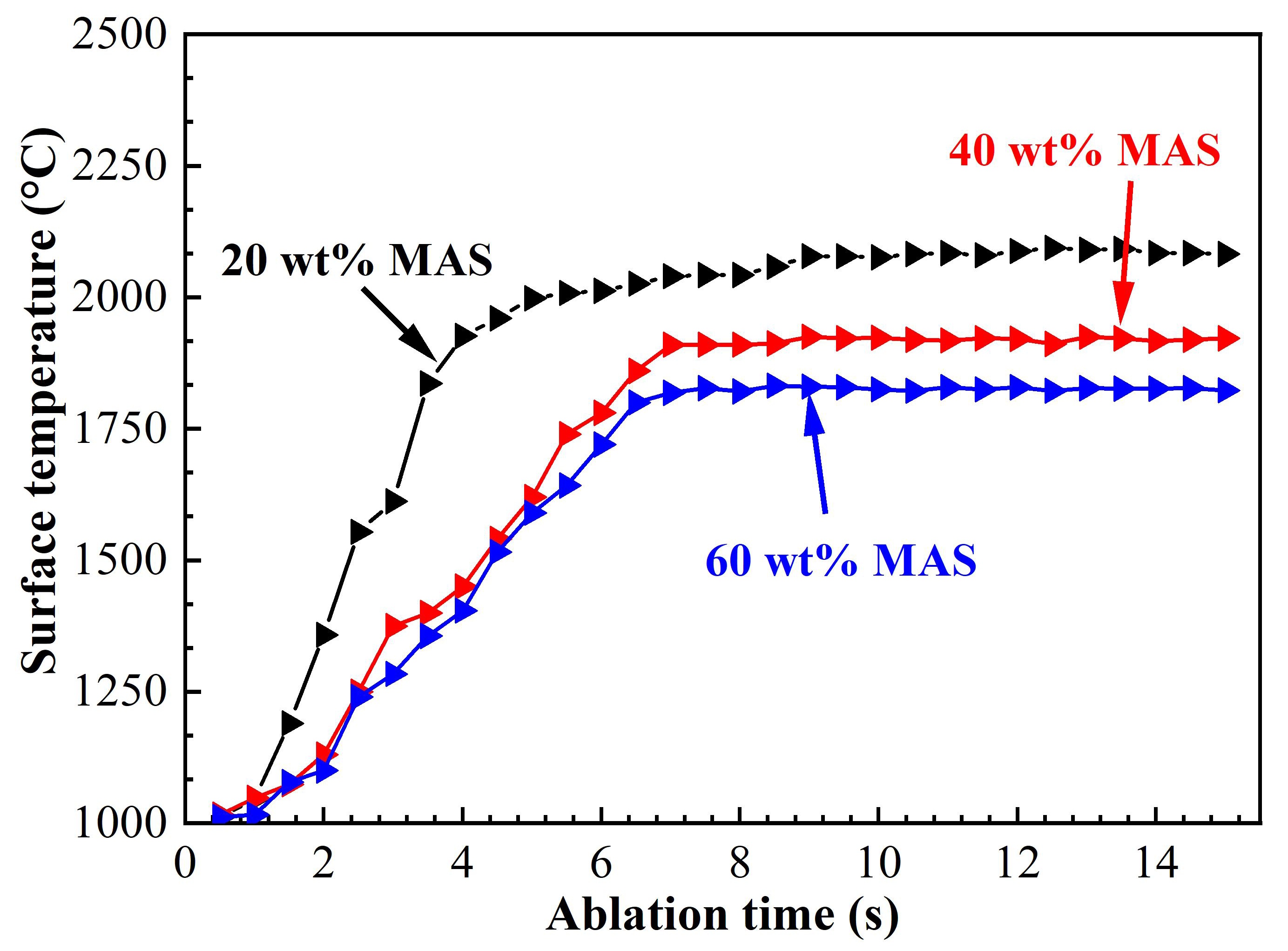
Ablation resistance is a critical factor in evaluating the performance of BN-based ceramic composites under extreme service conditions. This study investigates the ablation behavior and underlying mechanisms of BN-MAS wave-transparent ceramic composites with varying magnesium aluminum silicate (MAS) content through oxyacetylene torch tests. The results reveal that increasing the MAS content reduces the mass ablation rate from 0.0298 g/s to 0.0176 g/s and the linear ablation rate from 0.149 mm/s to 0.112 mm/s. The incorporation of MAS into h-BN ceramics significantly lowers the surface ablation temperature, primarily due to the evaporation of B2O3 (g) and MAS ceramics. Cross-sectional analysis of the ablated composites indicates the presence of micro- and macro-spallation in the ablation center. The primary ablation products are magnesium-aluminum borosilicate glass and mullite. Key ablation mechanisms include the oxidation of h-BN under flame exposure, the erosion of viscous oxidation products, and the physical degradation of the matrix caused by the high-velocity gas flow.
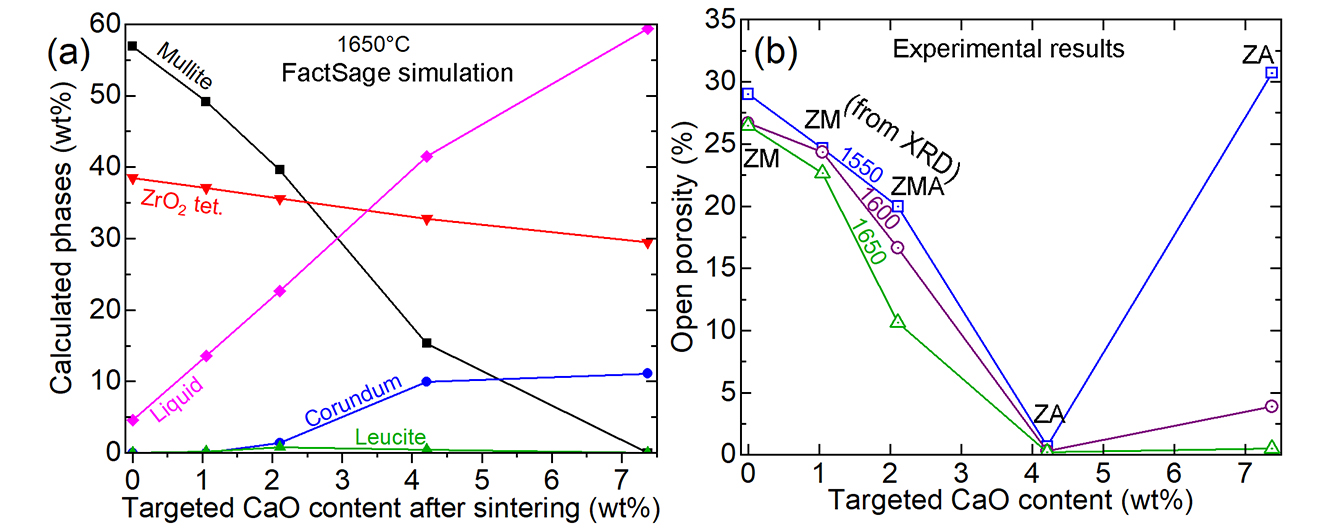
Fused zirconia-mullite (ZM) and zirconia-alumina (ZA) are expensive aggregates used in refractory formulations to enhance thermal shock tolerance and corrosion resistance, respectively. A cost-effective alternative approach was explored in this work to produce 37.4 wt% ZrO2 containing ZM utilizing conventional reaction sintering of siliceous clay, calcined alumina and monoclinic ZrO2. A series of chemical reactions ensued from 1200 °C, forming low quartz and cristobalite from the clay, in situ ZrSiO4, monoclinic ZrO2, α-Al2O3 and traces of leucite. 1600 °C was required to fully form mullite and monoclinic ZrO2 but it had 26.5% porosity even after firing at 1650 °C for 2 h. It consisted of small equiaxed primary mullite grains secondary mullite rods, and scattered and clustered, round ZrO2 grains. With 1.05% CaO addition, tetragonal ZrO2 formed, but 22.7% porosity remained despite the presence of 13.5% liquid phase having a low viscosity (0.6 Pa.s, from FactSage). With 2.11% CaO, porosity reduced to 10.7% but mullite partly dissolved, forming α-Al2O3 (ZMA aggregate). The added CaO mostly remained in the intergranular glassy phase rather than inside the ZrO2 grains but increased the thickness of the secondary mullite and the ZrO2 grains. Mullite was completely lost with 4.21% CaO doping but favorably formed cubic ZrO2 containing up to 0.26 at% Ca, interlinked α-Al2O3 rods and attained a low porosity of 0.2%. This ZA aggregate is limited to 1550 °C application temperature as excess liquid phase drained out beyond that. 7.37% CaO addition was detrimental as it formed an excessive anorthite-like liquid phase that percolated out at 1550 °C with 5.6% weight loss. Thus, in ZM-based calcium aluminate cement bonded refractory castables, the final CaO content should be restricted to below 2.1% to avoid partial dissolution of mullite.
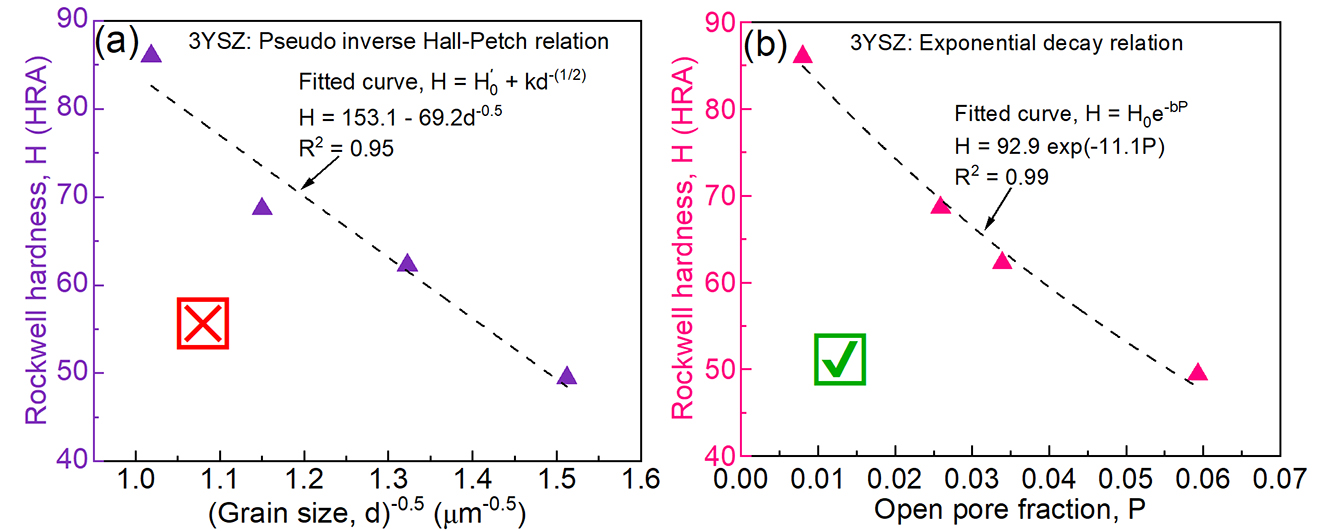
Considerable research has been done in the past on expensive, <50 nm particle size 3 mol% yttria-stabilized zirconia (3YSZ) using advanced sintering techniques. However, insights are still needed to reveal which factors among grain size and porosity, when both are changing simultaneously, more strongly control the hardness of conventionally sintered, relatively coarse, 250 nm 3YSZ powder, which can be used to make large industrial engineering ceramic parts at a lower cost. This investigation showed that elevating the sintering temperature from 1500 °C to 1650 °C increased the Rockwell hardness from 49.4 HRA to 86.0 HRA, which was concomitant with an increase in grain size and bulk density. A pseudo-inverse Hall-Petch relationship between hardness and grain size was observed given by H (in HRA) = 153.1 − 69.2/$$\small\sqrt{(\mathrm{grain}\,\mathrm{size})}$$ with a somewhat low R2 of 0.95, which was mainly due to the porosity being an additional important variable. Compared to grain size, the impact of open pore fraction (P) on hardness was stronger, inferred from a higher R2 of 0.99 while fitting the data into the well-known exponential decay equation, H = 92.9 exp(−11.1P). Finally, it was observed that the 3YSZ conventionally sintered at 1650 °C for 2 h had 0.8% open porosity, 6.08 g/cm3 bulk density, 960 nm grain size and consisted of only tetragonal ZrO2.