Selective laser melting (SLM) is one of the additive manufacturing (AM) methods and the most studied laser-based AM process for metals and alloys. The optimization of the laser process parameters of SLM and the prediction of defects such as cracks, keyholes, and lack of fusion (LOF) are significant for improving the product quality of SLM. Deep learning (DL) has the potential to analyze complex processes and predict anomalies; however, much data is generally needed for training a DL model. Experimental studies on AM, such as SLM, often use the design of experiments (DOE) to reduce the number of experiments and save costs and time. Therefore, much experimental data is not prepared to create the DL model. This paper deals with creating a DL model on a small experimental data set with unbalanced data and predicting the defect LOF of SLM using the created DL model. Data analytics is performed based on four DL methods, including the Elman neural network, the Jordan neural network, the deep neural network (DNN) with weights initialized by the deep belief network (DBN), and the regular DNN based on the algorithms ‘rprop+’ and ‘sag’. It is shown that the regular DNN based on the ‘sag’ algorithm, after the z-score standardization of the small data set, helps create an accurate DL model and achieve good analytics and prediction results. The three other DL methods in this paper do not work well on the small data set (with unbalanced data) in the defect prediction.
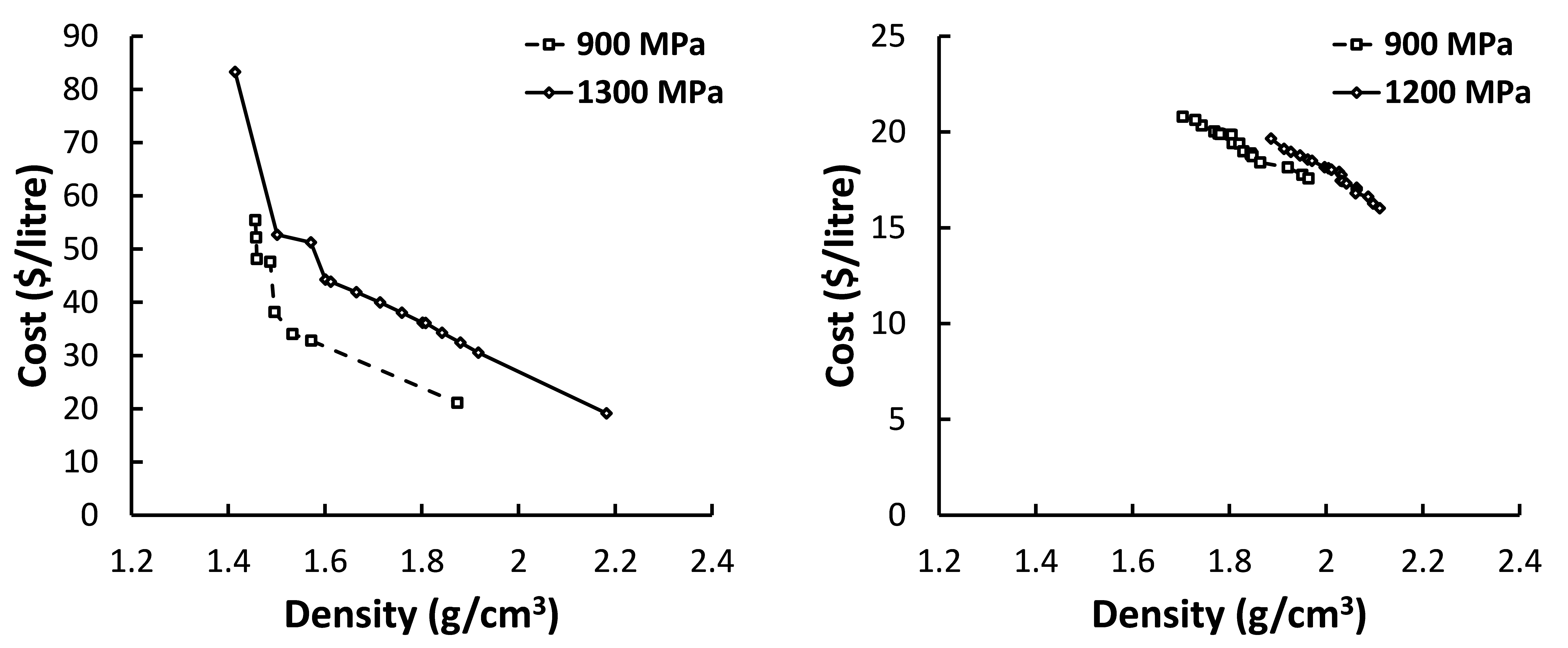
The use of hybrid composites can be environmentally friendlier than the traditional materials since renewable resources, both natural and synthetic fibres can be incorporated into the composites, resulting in lighter weight, enhanced resource efficiency, durability, and biodegradability, which could potentially make them sustainable materials for structural applications. Basalt fibre being treated with hydrochloric acid exhibits superior adhesion with the epoxy matrix, improving overall strength and stiffness. Thus, the aim of this paper is to determine the eco-efficiency of two types of hybrid composites: glass/basalt and carbon/basalt fibre-reinforced under flexural loading. The flexural strengths of these composites were obtained through a Finite Element Analysis (FEA) model using Ansys workbench. These simulation-based flexural strengths form the basis for the quadratic regression model to establish a relationship between the different flexural strengths and fibre volume fractions combinations. Given the required flexural strength between 900 and 1300 MPa, the optimal candidates/layups were identified with the aid of the model. An environmental study following a life cycle assessment (LCA) and eco-efficiency framework of unidirectional glass/basalt and carbon/basalt fibre-reinforced hybrid composites with varying fibre volume fractions is presented in this paper to select the eco-efficient composites. In the case of glass/basalt fibre-reinforced hybrid composites, the designs with the highest eco-efficiency for 900 and 1200 MPa are [BG3]S with more glass fibre and [G7B] with more glass fibre, respectively, due to having lower costs and environmental impacts. For carbon/basalt fibre-reinforced composites, the stacking sequence [B8] was deemed to be the most eco-efficient. Finally, epoxy has the highest economic and environmental cost. Therefore, composite designs with high glass fibre content are considered eco-efficient since they have a lower epoxy content.
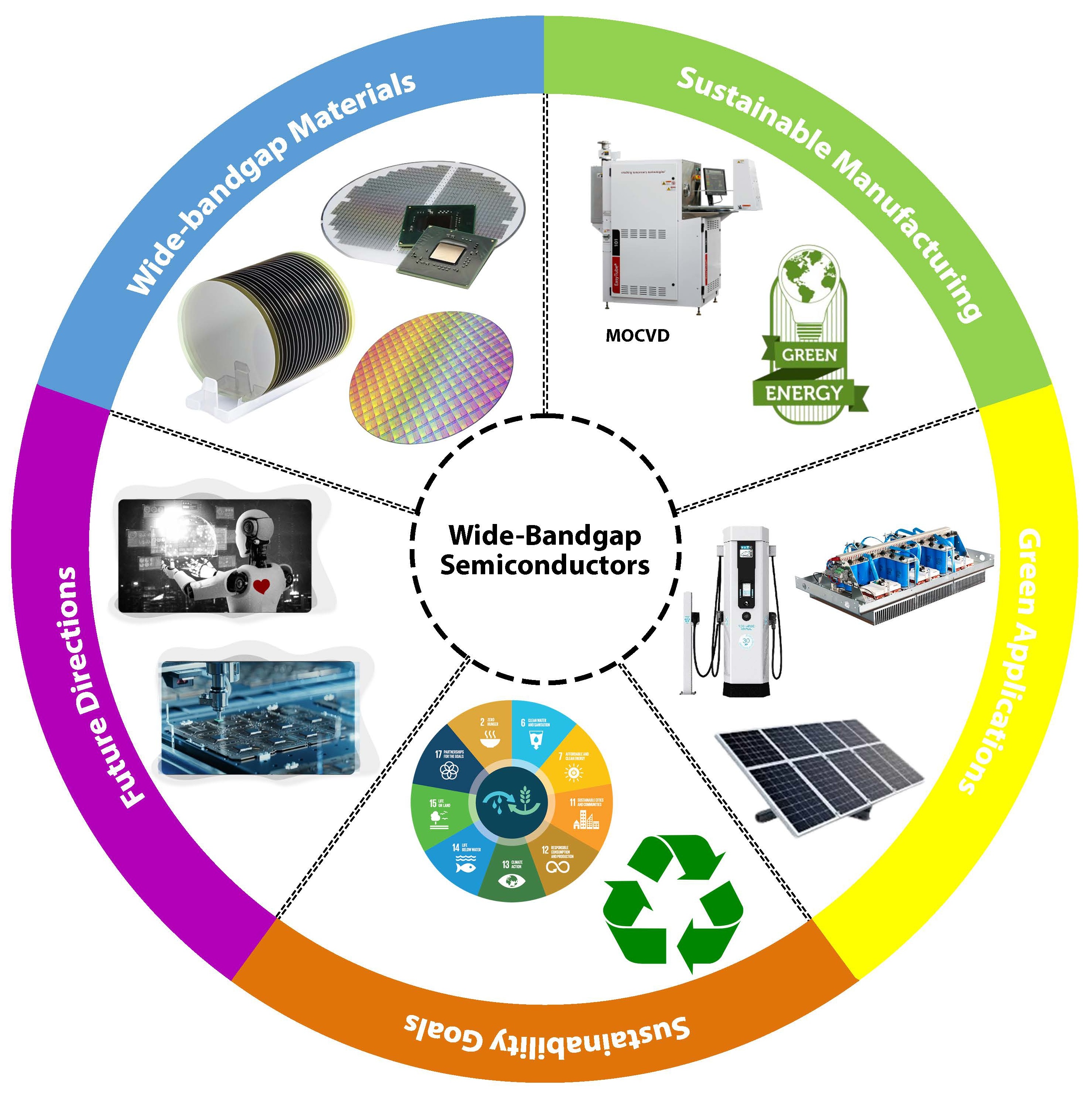
The increasing demand for high-performance Wide-Bandgap (WBG) semiconductors, including GaN, SiC, and emerging Ultrawide-Bandgap (UWBG) materials such as Ga2O3 and diamond, has driven significant advancements in epitaxial growth techniques. However, achieving scalability, defect-free growth, and sustainability remains a major challenge. This review systematically evaluates Molecular Beam Epitaxy (MBE), Metal-Organic Chemical Vapor Deposition (MOCVD), Hydride Vapor Phase Epitaxy (HVPE), and other novel growth and hybrid growth techniques, emphasizing energy efficiency, defect control, and environmental impact. Industry 4.0-driven AI-based process optimization and closed-loop recycling have emerged as transformative strategies, reducing waste and improving manufacturing efficiency. Key findings reveal that HVPE enables rapid defect-free GaN fabrication, Hot-Filament CVD enhances SiC growth with superior thermal properties, and Atomic Layer Epitaxy (ALE) achieves sub-nanometer precision crucial for next-generation quantum and RF applications. Despite these advancements, p-type doping in UWBG materials, substrate compatibility, and thermal management remain unresolved challenges. Future research must focus on scalable eco-friendly epitaxy, novel doping mechanisms, and policy-driven sustainability efforts. This review provides a comprehensive roadmap for sustainable WBG semiconductor manufacturing, bridging materials innovation, energy efficiency, and industrial adoption to support the next generation of power electronics and optoelectronics.
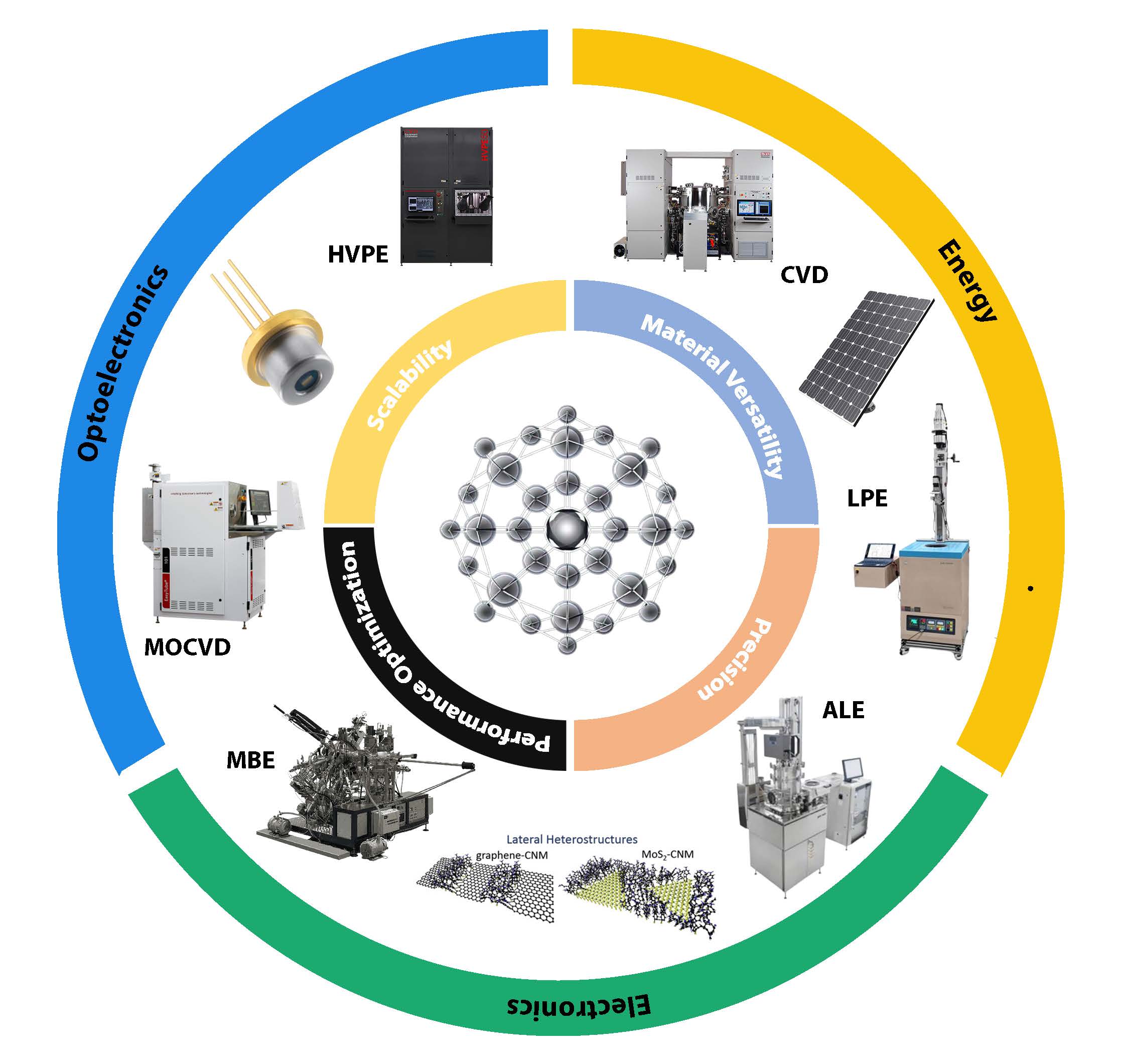
Wide-bandgap (WBG) semiconductors such as silicon carbide (SiC) and gallium nitride (GaN) are revolutionizing high-power electronics due to their superior thermal conductivity, breakdown voltage, and energy efficiency. These materials are critical in electric vehicles, renewable energy systems, and high-frequency applications like 5G infrastructure. However, their production processes are resource-intensive and present significant environmental challenges. This review evaluates recent advancements in sustainable WBG semiconductor manufacturing, focusing on low-energy epitaxial growth, closed-loop recycling, and the mitigation of toxic by-products. Additionally, it highlights the role of Industry 4.0 innovations, such as AI-driven process optimization and IoT-based resource management, in enhancing sustainability. The review identifies research gaps in cost reduction, alternative WBG materials like Gallium Oxide (Ga2O3) and Diamond, and scalable green manufacturing solutions. It underscores the necessity for industry-wide collaboration and regulatory frameworks to drive the adoption of eco-friendly semiconductor fabrication. The findings of this study provide a roadmap for advancing sustainability in WBG semiconductor production, ensuring their long-term viability in the transition toward energy-efficient technologies.
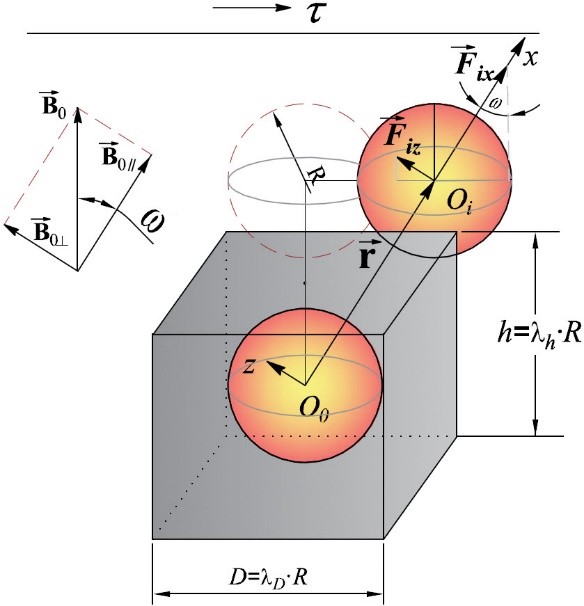
Shear stress prediction in high-concentration magnetorheological fluids (MRFs) faces limitations due to the oversimplified magnetic dipole interactions and neglect of multibody effects in classical single-chain models, particularly under conditions (30–40 vol.%) where stress prediction errors start escalating nonlinearly. To address this gap, based on the classic single-chain model, this study proposed a new revised calculation method that integrates three novel components: (1) a distance-weighted dipole interaction model incorporating material-specific correction factors, (2) dynamic chain reconstruction mechanisms accounting for magnetic aggregation under shear deformation, and (3) transverse field overlap parameters quantifying anisotropic field distributions. Validated against Lord Corp.’s MRF-132DG, the proposed approach reduces shear stress prediction root-mean-square error (RMSE) by 71.7% (from 27.40 kPa to 7.76 kPa). It rectifies the R-square metric from −0.9236 to 0.8457, outperforming existing models in high-concentration regimes. The work resolves the bottleneck of modeling chain-to-network transition behaviors through Monte Carlo simulations with energy barrier analysis, revealing how localized dipole rearrangement governs macroscopic rheological responses. The methodology’s adaptability to pre-saturation magnetization stages further enables systematic evaluation of multi-dipole interaction thresholds critical for high-performance MRF engineering applications.
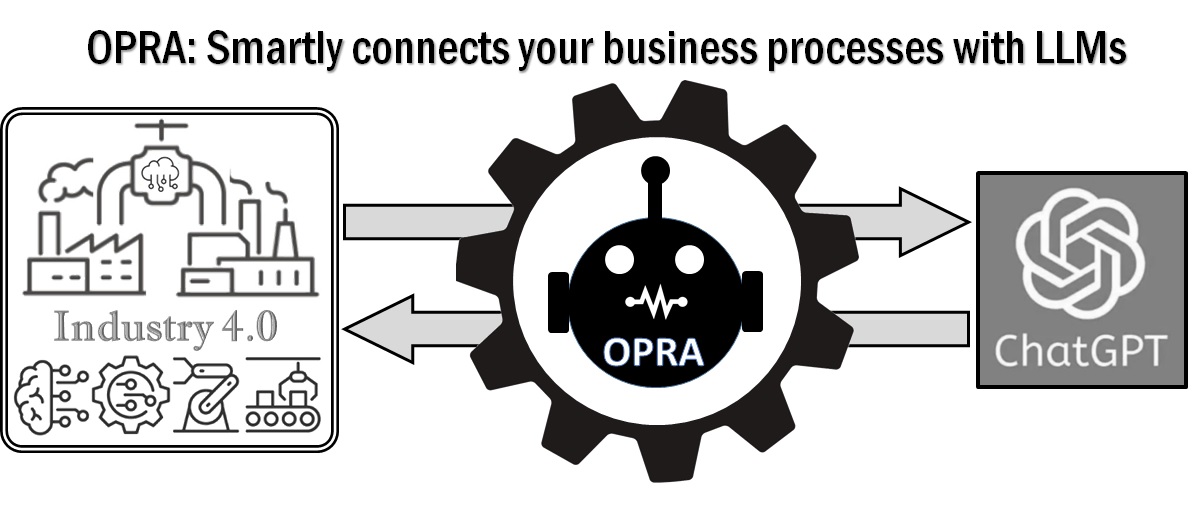
This article introduces OPRA (Observation-Prompt-Response-Action) and its multi-agent extension, COPRA (Collaborative OPRA), as frameworks offering alternatives to traditional agent architectures in intelligent manufacturing systems. Designed for adaptive decision-making in dynamic environments, OPRA enables agents to request external knowledge—such as insights from large language models—to bridge gaps in understanding and guide optimal actions in real-time. When predefined rules or operational guidelines are absent, especially in contexts marked by uncertainty, complexity, or novelty, the OPRA framework empowers agents to query external knowledge systems (e.g., ChatGPT), supporting decisions that traditional algorithms or static rules cannot adequately address. COPRA extends this approach to multi-agent scenarios, where agents collaboratively share insights from prompt-driven responses to achieve coordinated, efficient actions. These frameworks offer enhanced flexibility and responsiveness, which are critical for complex, partially observable manufacturing tasks. By integrating real-time knowledge, they reduce the need for extensive training data and improve operational resilience, making them a promising approach to sustainable manufacturing. Our study highlights the added value OPRA provides over traditional agent architectures, particularly in its ability to adapt on-the-fly through knowledge-driven prompts and reduce complexity by relying on external expertise. Motivational scenarios are discussed to demonstrate OPRA’s potential in critical areas such as predictive maintenance.
The wafer handling robot serves as the pivotal component of the wafer transfer system, wherein its operational speed and motion precision exert a direct influence on both the yield and productivity of wafer processing. With the semiconductor manufacturing process advancing towards nanoscale linewidths and heightened throughput, the time-varying stiffness characteristics of the flexible joints in wafer handling robots, along with the resultant end vibration issues, have emerged as critical challenges that constrain overall performance. A comprehensive understanding of the stiffness change mechanisms, coupled with enhancements in control methodologies, plays an indispensable role in the effective vibration control of wafer handling robots. To facilitate research in pertinent areas, this paper systematically reviews the cutting-edge methods for vibration suppression in variable stiffness flexible joint wafer handling robots, concentrating on the following core aspects: The impacts of diverse dynamic stiffness identification methodologies on the accuracy of stiffness identification are thoroughly examined; This paper also explores the potential of collaborative optimization strategies involving trajectory planning, control methodologies, and lightweight intelligent algorithms in enhancing real-time control. Furthermore, it evaluates the application scenarios and feasibility of passive vibration absorbers and semi-active adjustable dampers within the context of broadband vibration suppression technologies. In conclusion, this paper synthesizes and critically discusses the advantages and limitations inherent in various research findings, while also constructing a “model-control-vibration suppression” closed-loop optimization system aimed at facilitating ultra-precision vibration control of wafer handling robots under conditions of high dynamic operation. By elucidating the bottlenecks present in existing technologies alongside the trajectory for future interdisciplinary integration, this work provides theoretical support for the intelligent advancement of wafer handling robots and fosters the expedited and reliable development of wafer transfer systems.

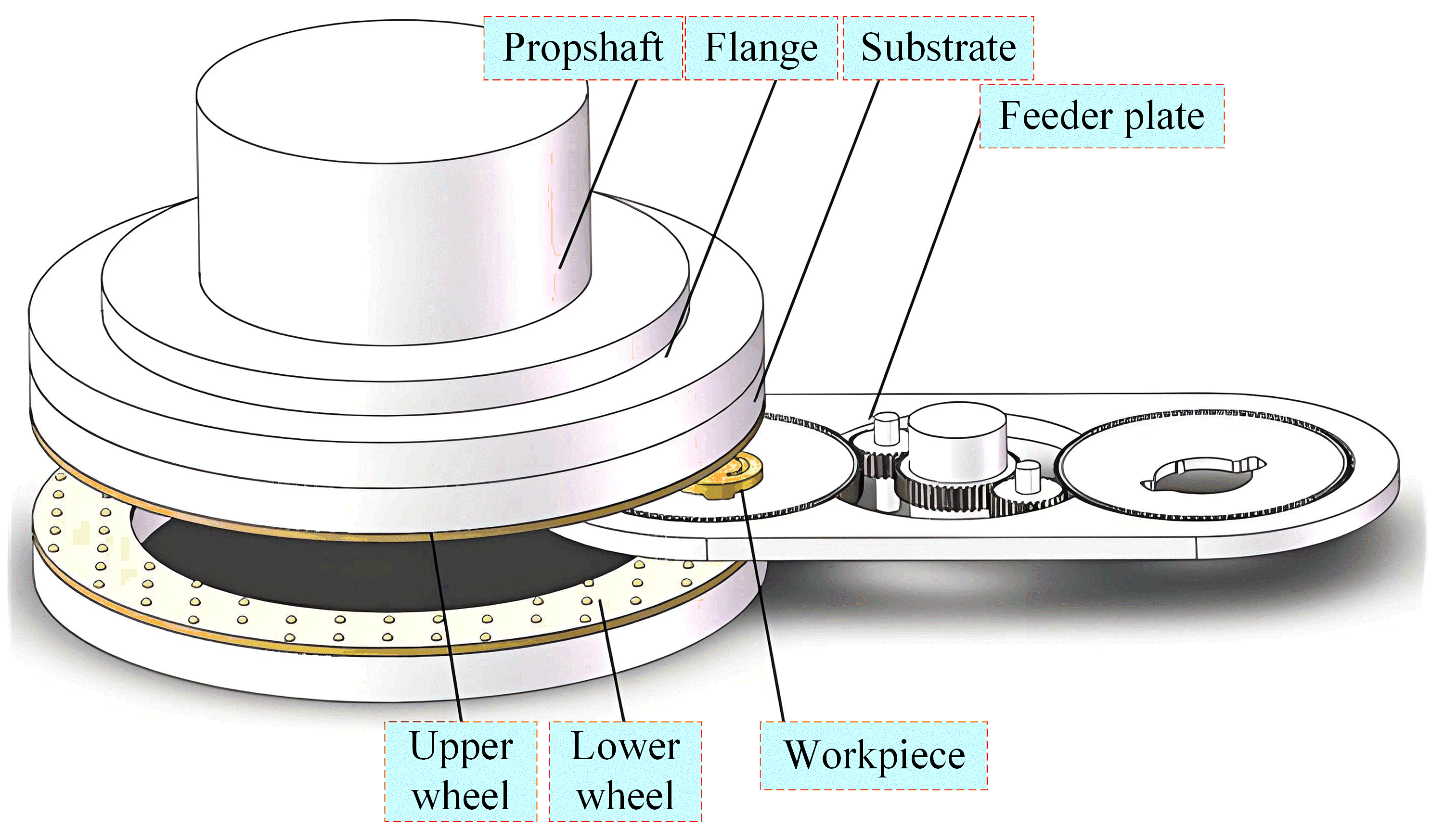
Double end face grinding machining is a highly efficient surface grinding technique. And grinding temperature is an important factor affecting the surface quality of workpieces. However, it is difficult to monitor the surface temperature of the workpiece in real time because of the covered contact between the grinding wheel and the upper and lower surfaces of the workpiece during the machining process. This paper aims to conduct a mechanistic analysis and experimental investigation of the machining process to address this challenge. Initially, the paper conducts an analysis of the kinematic mechanism, modal analysis, and the grinding force mechanism specific to the double end face grinding process. Afterwards, the mechanisms leading to the generation of grinding heat and the associated heat transfer mechanisms are explored in depth. The paper then proceeds to solve the instantaneous temperature field during double end face grinding by the finite element method (FEM). Furthermore, the micro and macro profile heights of the machined workpiece surfaces are measured and analyzed. The results show that the machined workpiece surface shows a high center and low edge. This is due to the fact that the temperature at the edge of the workpiece is higher than the center during machining, resulting in more material removal. Through these investigations, the study is able to determine the optimal process parameters for the machining process. This in turn improves machining efficiency and product conformity. And these findings not only guide practical production processes but also provide a foundation for future theoretical research in this area.
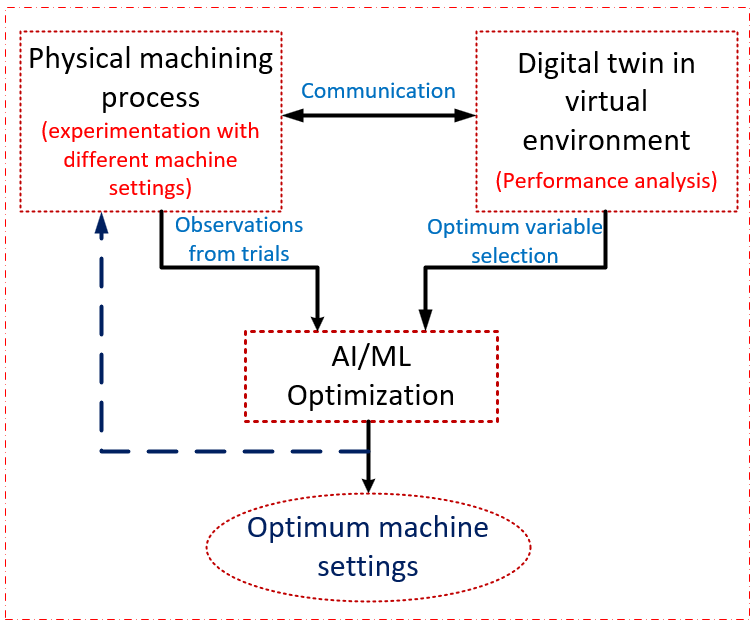
The past decade has witnessed an exodus toward smart and lean manufacturing methods. The trend includes integrating intelligent methods into sustainable manufacturing systems purposely to improve the machining efficiency, reduce waste and also optimize productivity. Manufacturing systems have seen transformations from conventional methods, leaning towards smart manufacturing in line with the industrial revolution 4.0. Since the manufacturing process encompasses a wide range of human development capacity, it is essential to analyze its developmental trends, thereby preparing us for future uncertainties. In this work, we have used a Bibliometric analysis technique to study the developmental trends relating to machining, digital twins and artificial intelligence techniques. The review comprises the current activities in relation to the development to this area. The article comprises a Bibliometric analysis of 464 articles that were acquired from the Web of Science database, with a search period until November 2024. The method of obtaining the data includes retrieval from the database, qualitative analysis and interpreting the data via visual representation. The raw data obtained were redrawn using the origin software, and their visual interpretations were represented using the VOSviewer software (VOSviewer_1.6.19). The results obtained indicate that the number of publications related to the searched keywords has remarkably increased since the year 2018, achieving a record maximum of over 80 articles in 2024. This is indicative of its increasing popularity. The analysis of the articles was conducted based on the author countries, journal types, journal names, institutions, article types, major and micro research areas. The findings from the analysis are meant to provide a bibliometric explanation of the developmental trends in machining systems towards achieving the IR 4.0 goals. Additionally, the results would be helpful to researchers and industrialists that intend to achieve optimum and sustainable machining using digital twin technologies.